テストプリント
これらのテスト印刷は、3D印刷の能力をテストすることを目的としています。簡単なものから難しいものへと進み、Polymaker製品を例に挙げますが、同様の他社素材でもプリンターの能力をテストするのに適している場合があります。
これらのテストでは、MakerWorldのプリスライス済みファイルは使用しません。あなた自身でこれらのファイルをスライスしてプロセスを学んでほしいからです。
「 材料科学 どの印刷でも、成功するプリントを達成する方法を理解するのに役立ちます。
独自のExcelスプレッドシート(または好みの方法)を始めて、プリント結果とその評価、改善点や改善方法を記録しておくと有益かもしれません。3D印刷に慣れていない場合、参照するのに非常に役立ちます。
基本的なPLAベンチー(PolyLite PLAまたはその他の基本的なPLA)
難易度: 簡単 STL/デザインファイルへのリンク: https://www.thingiverse.com/thing:763622
目的: 欠陥のないきれいなプリント。 これは有名なBenchyで、多くのメイカーが自分のプリンターの調子を確認するために使う定番です。ダウンロードページには多くのファイルがありますが、ここでは2015年4月9日にアップロードされた標準のBenchyのみを印刷します:

ヒント:
ナンバープレートが読みづらいと気づきましたか? ゴースティングとリングイング
プリントの一部が光沢があり、他の部分がよりマットに見えることに気づきましたか?以下を参照してください このビデオ.
他の部分は問題ないのに、プリントの上部だけが汚いと気づきましたか? 汚いトップ(上面の悪化)
ハルラインが膨らんでいますか? https://help.prusa3d.com/article/the-benchy-hull-line_124745
ポリライトPLAまたはその他の基本PLAでのオージング(糸引き)テスト
難易度: 簡単 STL/デザインファイルへのリンク: https://www.thingiverse.com/thing:909901
目的: パーツが「糸を引く」または「毛羽立つ」理由とその防止方法を理解するため。 このプリントは非常にシンプルなモデルですが、やり方を知らないときれいに印刷するのはかなり難しくなります。プリンターは少量の材料を押し出して停止し、次の柱へ移動してまた押し出すという工程を繰り返します。設定を調整しないと、オージングにより多くの糸引きが発生しやすくなります。 ボーナステスト:PolyLite PETGで印刷 中級-難しい PETGはオージングが特にひどいことで知られているため、非常に難しいオージングテストを行いたい場合は、このモデルを再印刷してPLAの代わりにPolyLite PETGを使用してください。
ヒント:
に関する記事 糸引きとオージング。
の詳細情報 材料科学 記事:
PolyLite ABSまたはその他の基本的なABSでの反り(ワープ)テスト
難易度: 簡単 - 中級 STL/デザインファイルへのリンク: https://www.thingiverse.com/thing:1314956/files
目的: 底面の反りやめくれなしで印刷する。 ABSやASAなどの一部の材料では、反りを完全に防ぐのが難しい場合があります。特に筐体(エンクロージャー)を持たない機械で印刷する場合は顕著です。エンクロージャー付のプリンターは周囲温度を高く保つためこのプロセスが簡単になりますが、エンクロージャー無しのプリンターでもこのモデルをうまく印刷することは可能です。
ヒント:
PolyFlex TPU90または他の柔らかいTPUでのフレキシブルブレスレットテスト
難易度: 中級 STL/デザインファイルへのリンク: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
目的: 柔らかいTPUを印刷する際に発生する可能性のある問題を理解する PolyFlex TPU90は当社が提供する中で最も柔らかい材料です。"90"はショア硬度の"90A"を示します。ショア硬度が低いほど素材は柔らかくなります。柔らかい素材は印刷が難しく、Bowden式エクストルーダーを使用している場合には時に印刷が不可能なこともあります。90A以下のショア硬度を持つ任意のブランドのTPUを使用できます。
ヒント:
詰まりが発生しますか?プリント速度を遅くするか、押出温度を上げてみてください。このような柔らかい材料はできるだけダイレクトなエクストルーダーで印刷するべきです—エクストルーダーとホットエンドの間の距離が大きいほど、印刷速度は遅くする必要があります。
TPUは当社の中で最も吸湿性の高い素材ではありませんが、それでも湿気を吸収しやすいです。押出時に「ポップ」や「パチパチ」といった音が聞こえるか確認して、フィラメントが乾燥を必要としているかを判断してください。
プリントが非常に毛羽立っている/糸引きが酷いですか?TPUは特に糸引きしやすい素材なので、完全に避けられない場合があります。ただし、上記の「オージングテスト」のヒントを活用して軽減することは可能です。
PolyLite PLAまたはその他の基本的なPLAでのオーバーハング/サポートテスト
難易度: 中級 - 難しい STL/デザインファイルへのリンク: https://www.thingiverse.com/thing:2233996 目的: サポートを使う方法を学び、球の底面を印刷してきれいなオーバーハングを得る方法を学ぶ
印刷する前に、プリントを次のように配置してください:
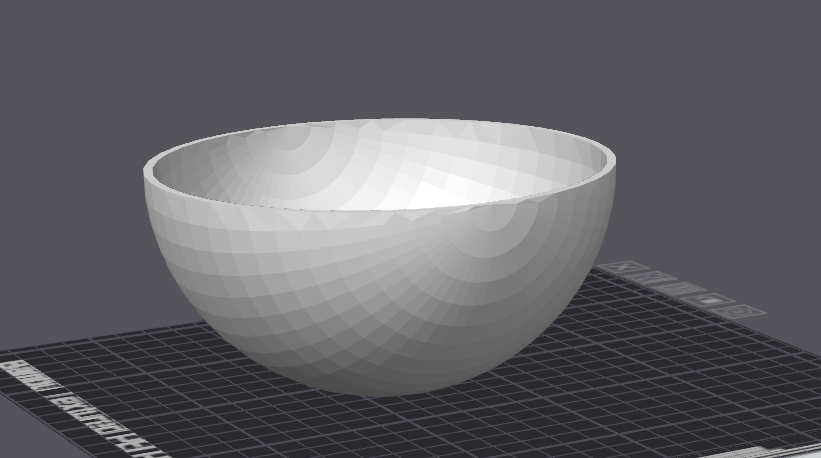 これはこのモデルを印刷する最良の方法ではありません—球体を印刷するのは3D印刷では非常に難しいため、オーバーハングの仕組みを学べるようにこの向きで印刷します。
最初の数層は非常に急な角度になり、ほぼ確実にサポート構造が必要になります。球体のあるポイントではサポートなしできれいに印刷される部分もあります。あなたの目標はできるだけきれいな底面を印刷することです。
これはこのモデルを印刷する最良の方法ではありません—球体を印刷するのは3D印刷では非常に難しいため、オーバーハングの仕組みを学べるようにこの向きで印刷します。
最初の数層は非常に急な角度になり、ほぼ確実にサポート構造が必要になります。球体のあるポイントではサポートなしできれいに印刷される部分もあります。あなたの目標はできるだけきれいな底面を印刷することです。
ヒント:
記事 球体の印刷に関して。
ビデオ サポート材を必要とせずに印刷する方法について。何を試してもサポート材が必要になる可能性が高いですが、これらのヒントは必要量を減らすのに役立ちます。
古いビデオ サポート設定に関して。あなたがCuraをスライサーとして使っていないかもしれませんが、このビデオのヒントは他のスライサーにも有効です。
PolyMide™ CoPAまたはその他の標準的な非複合ナイロンでのオーバーハング
難易度: 難しい STL/デザインファイルへのリンク: https://www.thingiverse.com/thing:2151369 目的: 特にオーバーハングに関して、CoPAを印刷する際の難しさを理解する
CoPAは非常に印刷が難しい材料で、特にオーバーハングに関しては困難が伴います。このテストは失敗するように設計されている部分があり、確実に問題が発生するでしょうが、試行することで素材についてより多く学べます。もし55°のクリーンな角度を達成できれば、非常に良い結果です。 通常、CoPAでの印刷時には急峻なオーバーハングを避けるよう部品を設計し、サポートを不要にすることを推奨します。このテストの過程でその理由が分かるでしょう。 CoPAは非常に吸湿性が高いので、印刷中はスプールをフィラメントドライヤーに入れておいてください。ドライヤーがない場合は、PolyDryerを送れるかどうかを確認するためにNicolas Tokotuuに連絡してください。
ヒント:
ビデオ 設定の調整でオーバーハングをよりきれいに印刷する方法について。
反りやビルドプレートへの付着に問題がありますか?ビルドプレートの温度が正しく設定されていることを確認してください。PVAスティックのりを使用すると役立ちます。
押出時に「ポップ」や「パチパチ」という音が聞こえますか?フィラメントが湿気を吸収しており、確実に乾燥が必要です。湿ったナイロンのスプールはきれいに印刷するのがほぼ不可能になります。
印刷温度と速度を試してみてください。CoPAは温度に非常に敏感です。印刷温度を5度上げたり下げたりして、結果が変わるか確認してください。
任意のPLAでテストプリントで25〜30点を獲得する
難易度: 難しい STL/デザインファイルへのリンク: https://www.thingiverse.com/thing:2151369 目的: このモデルはプリントのランダムな問題を見つけるのに優れており、さまざまな潜在的な問題をカバーします。
ヒント:
採点システムを参照してください ここ ヒントやあなたのスコアを見るために
印刷速度や加速度を遅くすると、ランダムなエラーやプリント品質の問題に大いに役立ちます
25点を取るのは非常に難しいので、達成できなくても気落ちしないでください。プリンターは公差などの精度に非常に敏感であり、適切に作られたプリンターでないと25点を取ることが不可能な場合があります。
ゴースティング(リングイング)が多く、角が鈍い場合は、入力成形(input shaping)やプレッシャーアドバンス(pressure advance)について学んでください。Bambuのようにこれらを自動で調整するプリンターもあれば、そうでないものもあります。前述のように、これらの補正がない場合は速度や加速度を下げることで改善できますが、プリント完了までにかなり長い時間がかかります。
最終更新
役に立ちましたか?