> For the complete documentation index, see [llms.txt](https://wiki.polymaker.com/llms.txt). Markdown versions of documentation pages are available by appending `.md` to page URLs; this page is available as [Markdown](https://wiki.polymaker.com/polymaker-wiki/polymaker-wiki-pt/ajuda-com-pedidos/vendas-diretas-ao-consumidor/meu-produto-nao-esta-funcionando-como-esperado.md).
# Meu produto não está funcionando como esperado
Na Polymaker, damos suporte total aos produtos que vendemos. Se um carretel estiver com defeito ou realmente ruim, teremos prazer em substituir. Antes disso, pedimos que você veja nossas [Dicas de impressão](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/por-tipo-de-material.md) para verificar se o problema pode ser resolvido.
### **Problemas comuns de diagnóstico**
Meu filamento está embolado
Isso realmente não é aceitável e, em teoria, não deveria acontecer com nosso enrolamento organizado. Se você recebeu um carretel embolado e isso causou falha de impressão, envie um e-mail para com comprovante de compra e uma foto do carretel mostrando a etiqueta do lote. Vamos analisar a substituição.
Meu filamento está quebrando com facilidade
Isso pode acontecer quando o carretel fica muito comprimido por causa da selagem a vácuo durante muito tempo. Se for um carretel novo e você estiver enfrentando isso, envie um e-mail para . Se não for novo, recomendamos remover os 100 g externos do carretel.\
De qualquer forma, você pode falar com , enviar o comprovante de compra e uma foto do carretel com a etiqueta do lote. Vamos avaliar a substituição.
Meu nylon está empenando
Normalmente isso acontece porque a mesa está quente demais. Como usamos nossa tecnologia Warp Free, nossos nylons devem ser impressos com a mesa abaixo de 50°C. Se a mesa ou o ar ambiente passar disso, pode ocorrer empenamento e outros problemas.
Meu nylon está imprimindo feio
Além de manter a mesa abaixo de 50°C, você precisa garantir que o nylon fique seco. Nylon é muito higroscópico. Ele pode absorver umidade em poucas horas ao ar livre, principalmente em climas úmidos. Recomendamos manter o nylon em um secador aquecido durante toda a impressão. Caixas secas sem aquecimento, como o AMS, ajudam, mas podem não ser suficientes em impressões longas.
Minha impressão em ABS ou ASA está empenando
Há várias formas de reduzir o empenamento. Veja [esta página](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/problemas-comuns-de-impressao/empenamento.md) para mais detalhes.
Resumo das principais dicas:
1. O mais importante é usar uma impressora fechada. Imprimir ABS ou ASA sem gabinete pode até ser possível, mas será muito difícil. O ideal é manter o ar ambiente em 45°C ou mais.
2. Ajuste corretamente a altura Z inicial e cuide bem da adesão à mesa. Isso inclui limpar a mesa. Magigoo Original funciona muito bem. Também sugerimos usar brim e reduzir a velocidade da primeira camada.
3. Imprima devagar. Isso dá mais tempo para o material aliviar tensões internas e ajuda na adesão entre camadas e no controle do empenamento.
4. Imprima mais quente. Ficar no lado alto da faixa recomendada de temperatura ajuda a reduzir empenamento e delaminação.
5. Use um bico maior. Quanto maior o bico, menor o estresse imposto ao material.
6. Desligue ou reduza bastante a ventilação. Queremos que a peça esfrie devagar.
Tenha em mente que um ambiente mais quente melhora a adesão entre camadas e reduz o empenamento, mas pode piorar os balanços. É um equilíbrio entre camadas fortes e superfícies limpas.
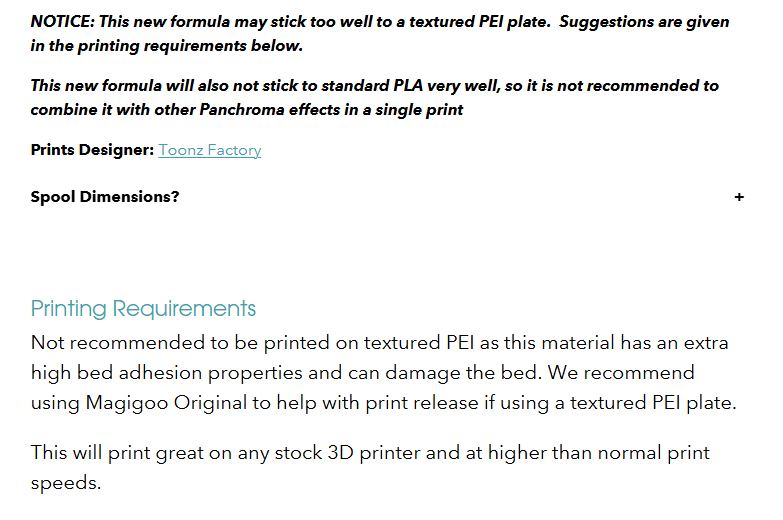
Meu CoPE está grudando demais na mesa de PEI texturizada
Sentimos muito por essa experiência ruim com o Panchroma CoPE. Temos alertado sobre os cuidados ao imprimir CoPE em placas de PEI texturizadas em nosso site e em outros materiais:
Você pode usar PEI texturizado com CoPE, mas precisa aplicar Magigoo, Vision Miner Nano ou até spray de cabelo. Assim, a peça solta com muito mais facilidade.
Meu PolyDryer não está funcionando direito
Se você consegue usar o secador na configuração 3 por 12 a 24 horas e os dessecantes ficam laranja, então o PolyDryer normalmente está funcionando como esperado.
Se você não consegue secar nem o dessecante nem o filamento, envie um e-mail para com o comprovante de compra e o número de série na parte inferior do aparelho.
**Outros problemas comuns:** veja [Problemas comuns de impressão](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/problemas-comuns-de-impressao.md) para mais informações.
Se você não conseguir resolver o problema com estas sugestões, envie um e-mail para . Vamos ajudar no diagnóstico ou providenciar a substituição.
### **Casos de diagnóstico mais específicos**
Problemas ao imprimir policarbonato
Policarbonato pode ser difícil de imprimir. Ele precisa esfriar MUITO devagar para evitar empenamento e rachaduras, principalmente se você não tiver uma câmara aquecida de verdade.
Antes de tudo, você precisa de uma impressora fechada que retenha calor. O ideal para PC seria uma câmara a 90°C, mas a maioria das impressoras de mesa chega perto de 60°C apenas com aquecimento passivo. Quanto mais quente a câmara estiver antes do início, melhor. Sugerimos aquecer a mesa a 105°C e deixar a impressora fechada por 15 minutos antes de começar.
O mesmo vale para a ventilação: todos os ventiladores devem ficar desligados para evitar resfriamento rápido.
Também recomendamos fortemente o uso de Magigoo PC:
Outro ponto importante é fazer o recozimento assim que a impressão terminar. Queremos que o PC esfrie o mais devagar possível. O melhor cenário seria manter a peça em ar ambiente a 90°C até ela voltar lentamente à temperatura ambiente. Como isso raramente é possível em impressoras desktop, deixe o forno preparado a 90°C e coloque a peça lá imediatamente após o fim da impressão. Talvez você precise levar a peça junto com a própria mesa.
Deixe a peça no forno por 2 horas. Depois desligue o forno e deixe a peça esfriar lá dentro até a temperatura ambiente.
Esses cuidados ajudam o policarbonato a esfriar devagar e evitam rachaduras.
Outras dicas:
1. Imprima devagar.
2. Use o bico na faixa alta de temperatura recomendada.
3. Use bico maior. Isso reduz o estresse inicial do material e diminui a chance de empenamento e delaminação.
Resumindo: mantenha o PC quente por bastante tempo e faça ele esfriar o mais lentamente possível. Isso é ainda mais importante em peças grandes e densas.
Problemas ao imprimir CoPA
Este material pode ser um pouco difícil, mas ainda é possível obter impressões limpas na maioria das máquinas.
O primeiro desafio são os balanços. CoPA não lida bem com eles. Por isso, sugerimos modelos com o menor número possível de balanços. Como o CoPA também tem adesão entre camadas muito forte, faz sentido usar suportes solúveis ou destacáveis em ângulos extremos.
CoPA também é sensível à temperatura de impressão. A faixa útil muda bastante conforme a velocidade. Quanto mais rápido você imprime, mais tende a precisar subir a temperatura. Nós costumamos imprimir a 50–60 mm/s com bico a 260°C. Se houver problemas, reduza a velocidade.
Na adesão à mesa, CoPA funciona muito bem com mesa abaixo de 50°C e um pouco de cola bastão. Como ele usa nossa tecnologia Warp Free, você não deve deixar a mesa ou o ar ambiente acima de 50°C. Se passar disso, pode causar empenamento e outros problemas. Abaixo de 50°C, com cola, a tendência é não empenar.
CoPA também é muito higroscópico. Ele pode absorver umidade em poucas horas ao ar livre. Por isso, sugerimos imprimir CoPA apenas com o filamento dentro de um secador durante toda a impressão. O ideal é um secador a 70°C, embora 50°C possa funcionar se o filamento já tiver sido seco antes. Se o material absorveu umidade, seque por 12 a 24 horas entre 70 e 80°C em um secador ou forno. Se você ouvir estalos ao imprimir, provavelmente há umidade demais.
Por fim, faça recozimento por 6 horas a 80°C. Isso ajuda a peça a atingir suas propriedades mecânicas completas. Depois, você pode fazer o condicionamento de umidade. Não recomendamos mergulhar CoPA direto em água. O ideal é deixar a peça em ambiente úmido por 1 a 2 semanas.
Problemas ao imprimir LW-PLA
Temos várias discussões sobre LW-PLA no nosso Discord:
Também temos alguns perfis, inclusive para A1, na página do produto, na aba "Print Settings":
Aqui está um conjunto de ajustes que costuma ajudar com problemas de fios:
*É difícil imprimir LW-PLA sem nenhum fio. Minhas configurações usuais são:*
*190°C de temperatura de impressão, a 50 mm/s*
*Velocidade de deslocamento no máximo*
*0,5 mm de coasting e 1 mm de wiping, dependendo do modelo*
*(Normalmente não altero muito a retração)*
Minha peça não está vedando água
Impressões estanques são possíveis com quase qualquer material. O segredo está no ajuste fino. Em geral, se o objetivo é vedação, imprima mais devagar e evite retrações excessivas.
Problemas ao imprimir material de suporte em impressora de bico único
Infelizmente não recomendamos usar PolyDissolve, nem combinações multimateriais, em impressoras de bico único como as da Bambu Lab com AMS. Esse conjunto funciona melhor com impressão multicolorida usando um único tipo de material.
Quando você passa dois materiais diferentes pelo mesmo bico, o risco de entupimento ou subextrusão sobe muito. Se ainda assim quiser fazer isso, use uma purga bem alta. Mesmo assim, sempre sugerimos uma impressora com múltiplas cabeças, como IDEX ou Tool Changer.
Além desse ponto, aqui vão outras dicas para fazer PolyDissolve e PLA aderirem bem entre si:
* Mantenha o PolyDissolve seco durante toda a impressão.
* Reduza o `Z-gap` do suporte para `0`.
* Use interface de suporte. Se o PolyDissolve for a estrutura principal, algo em torno de 15% pode funcionar. Se o outro material for a estrutura principal, suba para 20–25%. Para a interface, 75–80% em padrão grade costuma funcionar bem.
* Isso cria pequenos espaços onde o outro material pode entrar e gerar adesão mecânica.
* Imprima o PolyDissolve devagar. Algo perto de 40 mm/s no máximo é um limite seguro.
* Em impressoras estilo Bambu, isso significa limitar o fluxo volumétrico máximo a cerca de 4–5 mm³/s.
Problemas na queima do PolyCast
A temperatura de queima total do nosso PolyCast é de 1.100 a 1.200°C. Você encontra mais detalhes na página 7 das notas de aplicação deste material:
Há um YouTuber, Press Tube, que usa bastante PolyCast. Ele consegue trabalhar com um forno que não atinge essa faixa. Aqui está um vídeo em que ele mostra como faz:
Nossa leitura é que ele compensa com um tempo de queima bem maior. Vale assistir pelas dicas práticas.
---
# Agent Instructions
This documentation is published with GitBook. GitBook is the documentation platform designed so that both humans and AI agents can read, navigate, and reason over technical content effectively. Learn more at gitbook.com.
## Querying This Documentation
If you need additional information that is not directly available in this page, you can query the documentation dynamically by asking a question.
Perform an HTTP GET request on the current page URL with the `ask` query parameter, and the optional `goal` query parameter:
```
GET https://wiki.polymaker.com/polymaker-wiki/polymaker-wiki-pt/ajuda-com-pedidos/vendas-diretas-ao-consumidor/meu-produto-nao-esta-funcionando-como-esperado.md?ask=&goal=
```
`ask` is the immediate question: it should be specific, self-contained, and written in natural language.
`goal` is optional and describes the broader end goal you are ultimately trying to accomplish on behalf of the user. GitBook uses it to tailor the answer towards what is most useful for that goal.
The response will contain a direct answer to the question and relevant excerpts and sources from the documentation.
Use this mechanism when the answer is not explicitly present in the current page, you need clarification or additional context, or you want to retrieve related documentation sections.