Suggerimenti di stampa Polymaker per materiali
Polymaker PLA
PolyLite™ PLA
Non ci sono requisiti speciali quando si stampa con PolyLite™ PLA. Puoi stamparlo su qualsiasi stampante in qualsiasi configurazione.
Questo materiale è un'opzione PLA standard e può essere stampato con impostazioni PLA standard.
Lascia la ventola di raffreddamento al massimo per ottenere la migliore qualità superficiale.
Non progettato per la stampa ad alta velocità. Deve essere stampato a una velocità di stampa più bassa rispetto al PLA ad alta velocità. Velocità volumetrica massima consigliata di 15 mm^3/s.
PolyLite™ PLA Pro
Questo materiale può essere stampato su qualsiasi stampante senza requisiti speciali.
Suggerimenti:
Stampa più lentamente rispetto al PLA standard. Velocità volumetrica massima consigliata di 15 mm^3/s.
Quando si stampa a 15 mm^3/s - aumentare la temperatura di stampa a 220-230˚C.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
PolyMax™ PLA
Questo materiale può essere stampato su qualsiasi stampante senza requisiti speciali.
Suggerimenti:
Stampa più lentamente rispetto al PLA standard. Velocità volumetrica massima consigliata di 15 mm^3/s.
Quando si stampa a 15 mm^3/s - aumentare la temperatura di stampa a 220-230˚C.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
Questo materiale può stampare molto bene su ugelli piccoli da 0,2 mm.
PolyLite™ CosPLA
Questo materiale può essere stampato su qualsiasi stampante senza requisiti speciali.
Suggerimenti:
Stampa più lentamente rispetto al PLA standard. Velocità volumetrica massima consigliata di 15 mm^3/s
Quando si stampa a 15 mm^3/s - aumentare la temperatura di stampa a 220-230˚C.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
PolySonic™ PLA
Questo materiale può essere stampato più velocemente rispetto al PLA standard mantenendo impostazioni di stampa simili.
Suggerimenti:
Le velocità di stampa possono essere impostate fino a 24 mm^3/s di velocità volumetrica massima senza alcuna riduzione nella qualità di stampa o nella finitura uniforme.
Stampa a 220-230˚C quando stampi a queste alte velocità.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
PolySonic™ PLA Pro
Questo materiale può essere stampato più velocemente rispetto al PLA standard mantenendo impostazioni di stampa simili.
Suggerimenti:
Le velocità di stampa possono essere impostate fino a 22 mm^3/s di velocità volumetrica massima senza alcuna riduzione nella qualità di stampa o nella finitura uniforme.
Stampa a 220-230˚C quando stampi a queste alte velocità.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
PolyLite™ LW-PLA
Questo materiale può essere complicato e sarà sicuramente più soggetto a filamenti rispetto ad altri tipi di materiale.
Suggerimenti:
Temperatura di stampa 190˚C.
Velocità di stampa 50 mm/s.
Velocità di movimento massima.
Coasting 0,5 mm e wiping 1 mm (a seconda del modello).
Usare coasting e wiping.
Si consiglia di asciugare questo filamento prima della stampa quando possibile. Se senti rumori di "crepitio" o "scoppiettii" durante l'estrusione - il filamento deve essere asciugato.
Puoi trovare ulteriore aiuto sul nostro Discord
PolyLite™ PLA-CF
Questo materiale può essere stampato su qualsiasi stampante ma richiede un ugello indurito a causa della sua abrasivezza.
Suggerimenti:
Usa un ugello in acciaio indurito.
Stampa più lentamente rispetto al PLA standard. Velocità volumetrica massima consigliata di 15 mm^3/s.
Quando si stampa a 15 mm^3/s - aumentare la temperatura di stampa a 220-230˚C.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
Non usare in un AMS a causa dell'abrasività.
Polymaker HT-PLA
Questo materiale può essere stampato su qualsiasi stampante senza requisiti speciali.
Suggerimenti:
Quando si stampa a 15 mm^3/s o più - aumentare la temperatura di stampa a 220-230˚C.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
Questo materiale è stabile al calore sotto il proprio peso fino a 150°C senza ricottura. Ciò significa che se c'è pressione sulla parte, si deformerà a temperature inferiori a 150°C.
Se hai bisogno di un HDT più elevato (capacità di resistere al calore sotto pressione), suggeriamo HT-PLA-GF.
Polymaker HT-PLA-GF
Questo materiale può essere stampato su qualsiasi stampante purché abbia un ugello indurito a causa della sua abrasivezza.
Suggerimenti:
Quando si stampa a 15 mm^3/s o più - aumentare la temperatura di stampa a 220-230˚C.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
Questo materiale è stabile al calore sotto il proprio peso fino a 150°C senza ricottura. Ciò significa che se c'è pressione sulla parte, si deformerà a temperature inferiori a 150°C.
Se hai bisogno di un HDT più elevato (capacità di resistere al calore sotto pressione), dovrai ricottare la stampa per 30 minuti a 80–100°C.
Polymaker PETG
PolyLite™ PETG
Questo materiale può essere stampato su qualsiasi stampante senza aggiornamenti o requisiti speciali.
Suggerimenti
Stampa con la ventola di raffreddamento spenta o a velocità molto bassa. Il nostro PETG tende a perdere adesione tra gli strati se il raffreddamento è troppo rapido.
Stampa con una velocità volumetrica massima di 15 mm^3/s o inferiore.
Se continui ad avere problemi di adesione tra gli strati e la ventola è spenta, aumenta la temperatura di stampa a 240˚C.
Se senti rumori di "scoppiettii" o "crepitii" durante l'estrusione - asciuga il filamento.
Il PETG è noto per essere filante, quindi sarà difficile eliminare tutta la filabilità/i residui filamentosi sulla stampa.
Polymaker™ PETG [NEW]
Questo materiale può essere stampato su qualsiasi stampante senza aggiornamenti o requisiti speciali.
Questa nuova formula migliorata ha aumentato notevolmente l'adesione tra gli strati, quindi puoi usare più ventola di raffreddamento rispetto a PolyLite™ PETG.
Questo Polymaker PETG stamperà molto meglio quando è asciutto rispetto a quando è umido ed è abbastanza igroscopico - quindi consigliamo fortemente di mantenere il filamento asciutto.
Se senti rumori di "scoppiettii" o "crepitii" durante l'estrusione - asciuga il filamento.
Il PETG è noto per essere filante, quindi sarà difficile eliminare il 100% dei fili/residui filamentosi dalla stampa. Detto ciò - questa nuova formula avrà pochissimi fili se ti assicuri di mantenerla asciutta. Se le tue stampe diventano eccessivamente filamentose con questa nuova formula - ti consigliamo vivamente di asciugare la bobina a 55˚C per 6 ore.
PolyMax™ PETG
Questo materiale può essere stampato su qualsiasi stampante senza aggiornamenti o requisiti speciali.
Suggerimenti
Stampa con la ventola di raffreddamento spenta o a velocità molto bassa. Il nostro PETG tende a perdere adesione tra gli strati se il raffreddamento è troppo rapido.
Stampa con una velocità volumetrica massima di 15 mm^3/s o inferiore.
Se continui ad avere problemi di adesione tra gli strati e la ventola è spenta, aumenta la temperatura di stampa a 240˚C.
Se senti rumori di "scoppiettii" o "crepitii" durante l'estrusione - asciuga il filamento.
Il PETG è noto per essere filante, quindi sarà difficile eliminare tutta la filabilità/i residui filamentosi sulla stampa.
Polymaker ABS/ASA
PolyLite™ ABS
Questo materiale può essere stampato su qualsiasi stampante chiusa. Raccomandiamo un hotend tutto metallo che possa raggiungere oltre 250˚C, ma non è obbligatorio.
Suggerimenti:
Più caldo e più lento stampi, migliore sarà l'adesione tra gli strati.
Riscalda il piano di stampa a 90-100˚C per 10 minuti prima di iniziare la stampa in modo che la camera abbia il tempo di riscaldarsi.
Se stampi lentamente e a temperature elevate, otterrai una migliore adesione tra gli strati ma potresti avere sovrapposizioni meno belle. Dovrai bilanciare tra ottima adesione tra gli strati e buona qualità degli sbalzi.
Magigoo Original funziona molto bene per l'adesione al piano se hai problemi.
Tieni la ventola di raffreddamento spenta se hai problemi di adesione tra gli strati o al piano di stampa.
Può essere levigato o saldato con acetone.
Polymaker™ ASA
Questo materiale può essere stampato su qualsiasi stampante chiusa. Raccomandiamo un hotend tutto metallo che possa raggiungere oltre 250˚C, ma non è obbligatorio.
Suggerimenti:
Più caldo e più lento stampi, migliore sarà l'adesione tra gli strati.
Riscalda il piano di stampa a 90-100˚C per 10 minuti prima di iniziare la stampa in modo che la camera abbia il tempo di riscaldarsi.
Se stampi lentamente e a temperature elevate, otterrai una migliore adesione tra gli strati ma potresti avere sovrapposizioni meno belle. Dovrai bilanciare tra ottima adesione tra gli strati e buona qualità degli sbalzi.
Magigoo Original funziona molto bene per l'adesione al piano se hai problemi.
Tieni la ventola di raffreddamento spenta se hai problemi di adesione tra gli strati o al piano di stampa.
Può essere levigato o saldato con acetone.
PolyFlex™ TPU
PolyFlex™ TPU90
Questo materiale può essere stampato sulla maggior parte delle stampanti, ma è fortemente raccomandato usare un estrusore diretto e non Bowden.
Suggerimenti:
Più è distante il gap tra l'estrusore e l'hotend, più difficile sarà stampare questo materiale.
Stampa lentamente, e ancora più lentamente se il tuo estrusore ha una distanza dall'hotend. 30 mm/s - 60 mm/s.
Tieni la ventola di raffreddamento accesa per una buona qualità superficiale.
Questo materiale ha un'ottima adesione tra gli strati che renderà difficile l'uso del materiale di supporto parent. Si suggerisce di progettare la parte in modo da non necessitare di supporti il più possibile.
Il TPU è noto per essere filante, quindi sarà difficile eliminare tutta la filabilità/i residui filamentosi sulla stampa.
90 si riferisce alla durezza Shore di 90A.
PolyFlex™ TPU95
Questo materiale può essere stampato sulla maggior parte delle stampanti, ma può stampare più velocemente con un estrusore diretto rispetto a un setup Bowden.
Suggerimenti:
Più è distante il gap tra l'estrusore e l'hotend, più lentamente dovrai stampare.
Stampa lentamente, e ancora più lentamente se il tuo estrusore ha una distanza dall'hotend. 30 mm/s - 60 mm/s.
Tieni la ventola di raffreddamento accesa per una buona qualità superficiale.
Questo materiale ha un'ottima adesione tra gli strati che renderà difficile l'uso del materiale di supporto parent. Si suggerisce di progettare la parte in modo da non necessitare di supporti il più possibile.
Il TPU è noto per essere filante, quindi sarà difficile eliminare tutta la filabilità/i residui filamentosi sulla stampa.
95 si riferisce alla durezza Shore di 95A.
PolyFlex™ TPU95-HF
Questo materiale può essere stampato sulla maggior parte delle stampanti ed è progettato per alto flusso. Detto ciò, può stampare più velocemente con un estrusore diretto rispetto a un setup Bowden.
Suggerimenti:
Più è distante il gap tra l'estrusore e l'hotend, più lentamente dovrai stampare.
Stampa più lentamente se il tuo estrusore ha una distanza dall'hotend. 40 mm/s - 100 mm/s.
Tieni la ventola di raffreddamento accesa per una buona qualità superficiale.
Questo materiale ha un'ottima adesione tra gli strati che renderà difficile l'uso del materiale di supporto parent. Si suggerisce di progettare la parte in modo da non necessitare di supporti il più possibile.
Il TPU è noto per essere filante, quindi sarà difficile eliminare tutta la filabilità/i residui filamentosi sulla stampa.
TPU95-HF è leggermente più duro di 95A e ha una durezza Shore più vicina a circa 98A.
Polymaker PC and PA
PolyLite™ PC
Questo materiale richiede una stampante chiusa e un hotend tutto metallo per essere stampato correttamente.
Suggerimenti:
Stampa lentamente e a temperature elevate per migliorare l'adesione tra gli strati e ridurre la deformazione.
Tieni le ventole di raffreddamento spente.
Imposta la temperatura del piano a 105˚C per 10-15 minuti prima di avviare la stampa per permettere alla camera di riscaldarsi.
Si consiglia una scatola asciutta o un essiccatore per filamenti quando si stampa con PC poiché è leggermente più igroscopico.
Usare un ugello di diametro maggiore aiuterà anche l'adesione tra gli strati.
Magigoo PC è un ottimo prodotto per aiutare l'adesione al piano di stampa per policarbonato.
La ricottura è necessaria dopo la stampa del policarbonato, specialmente se non si dispone di una camera riscaldata a 90˚C+. Ricotta nel forno a 90˚C per 2 ore.
È necessario mettere la stampa nel forno appena finisce la stampa e non permettere che si raffreddi.
PolyMax™ PC
Questo materiale richiede una stampante chiusa e un hotend tutto metallo per essere stampato correttamente.
Suggerimenti:
Stampa lentamente e a temperature elevate per migliorare l'adesione tra gli strati e ridurre la deformazione.
Tieni le ventole di raffreddamento spente.
Imposta la temperatura del piano a 105˚C per 10-15 minuti prima di avviare la stampa per permettere alla camera di riscaldarsi.
Si consiglia una scatola asciutta o un essiccatore per filamenti quando si stampa con PC poiché è leggermente più igroscopico.
Usare un ugello di diametro maggiore aiuterà anche l'adesione tra gli strati.
Magigoo PC è un ottimo prodotto per aiutare l'adesione al piano di stampa per policarbonato.
La ricottura è necessaria dopo la stampa del policarbonato, specialmente se non si dispone di una camera riscaldata a 90˚C+. Ricotta nel forno a 90˚C per 2 ore.
È necessario mettere la stampa nel forno appena finisce la stampa e non permettere che si raffreddi.
PolyMax™ PC-FR
Questo materiale dovrebbe essere stampato solo se si dispone di una stampante con camera riscaldata che può raggiungere temperature dell'aria ambiente di 90˚C - 100˚C.
Ciò significa che si tratta di un materiale industriale che non dovrebbe essere stampato su macchine consumer standard.
Suggerimenti:
Stampa lentamente e a temperature elevate per migliorare l'adesione tra gli strati e ridurre la deformazione.
Tieni le ventole di raffreddamento spente
Imposta la temperatura della camera a 90˚C - 100˚C e lascia che la camera si riscaldi completamente prima di iniziare la stampa.
Si consiglia una scatola asciutta o un essiccatore per filamenti quando si stampa con PC poiché è leggermente più igroscopico.
Usare un ugello di diametro maggiore aiuterà anche l'adesione tra gli strati.
Magigoo PC è un ottimo prodotto per aiutare l'adesione al piano di stampa per policarbonato.
La ricottura è necessaria dopo la stampa del policarbonato.
Devi mantenere la temperatura della camera a 90˚C - 100˚C per 2 ore dopo che la stampa è terminata. Poi lascia raffreddare lentamente la stampa fino alla temperatura ambiente.
Polymaker PC-ABS
Questo materiale dovrebbe essere stampato solo se si dispone di una stampante con camera riscaldata che può raggiungere temperature dell'aria ambiente di 90˚C - 105˚C.
Ciò significa che si tratta di un materiale industriale che non dovrebbe essere stampato su macchine consumer standard.
Suggerimenti:
Stampa lentamente e a temperature elevate per migliorare l'adesione tra gli strati e ridurre la deformazione.
Tieni le ventole di raffreddamento spente.
Imposta la temperatura della camera a 90˚C - 105˚C e lascia che la camera si riscaldi completamente prima di iniziare la stampa.
Si consiglia una scatola asciutta o un essiccatore per filamenti quando si stampa con PC poiché è leggermente più igroscopico.
Usare un ugello di diametro maggiore aiuterà anche l'adesione tra gli strati.
Magigoo PC è un ottimo prodotto per aiutare l'adesione al piano di stampa per policarbonato.
La ricottura è necessaria dopo la stampa del policarbonato.
Devi mantenere la temperatura della camera a 90˚C - 105˚C per 2 ore dopo che la stampa è terminata. Poi lascia raffreddare lentamente la stampa fino alla temperatura ambiente.
Polymaker PC-PBT
Questo materiale dovrebbe essere stampato solo se si dispone di una stampante con camera riscaldata che può raggiungere temperature dell'aria ambiente di 100˚C - 115˚C.
Ciò significa che si tratta di un materiale industriale che non dovrebbe essere stampato su macchine consumer standard.
Suggerimenti:
Stampa lentamente e a temperature elevate per migliorare l'adesione tra gli strati e ridurre la deformazione.
Tieni le ventole di raffreddamento spente.
Imposta la temperatura della camera a 100˚C - 115˚C e lascia che la camera si riscaldi completamente prima di iniziare la stampa.
Si consiglia una scatola asciutta o un essiccatore per filamenti quando si stampa con PC poiché è leggermente più igroscopico.
Usare un ugello di diametro maggiore aiuterà anche l'adesione tra gli strati.
Magigoo PC è un ottimo prodotto per aiutare l'adesione al piano di stampa per policarbonato.
La ricottura è necessaria dopo la stampa del policarbonato.
Devi mantenere la temperatura della camera a 100˚C - 115˚C per 2 ore dopo che la stampa è terminata. Poi lascia raffreddare lentamente la stampa fino alla temperatura ambiente.
PolyMide™ CoPA
Questo materiale richiede solo che si stampi con un hotend tutto metallo che possa raggiungere 250˚C o più.
Suggerimenti:
Non impostare il piano di stampa sopra i 50˚C e tieni aperte eventuali porte della camera. Se permetti che il piano di stampa o l'aria ambiente superino i 50˚C, corri il rischio di deformazioni o stampe brutte.
Usa una colla stick o Magigoo PA se riscontri problemi di adesione al piano.
CoPA può essere difficile per gli sbalzi, quindi si raccomanda di progettare la parte in modo da avere il minor numero possibile di sbalzi.
CoPA è piuttosto sensibile alla temperatura, quindi potrebbe richiedere qualche regolazione per trovare la temperatura di stampa corretta per una buona qualità superficiale.
CoPA è molto igroscopico e pertanto dovrebbe essere stampato solo mantenendolo in un essiccatore per filamenti riscaldato per tutto il tempo della stampa.
Se senti rumori di "scoppiettii" o "crepitii", allora il filamento deve essere asciugato.
Questo deve essere ricotto dopo la stampa a 80˚C per 6 ore.
Dopo la ricottura - la parte sarà asciutta e quindi avrà bisogno di condizionamento dell'umidità.
Il condizionamento dell'umidità avverrà anche se non fai nulla, poiché il materiale assorbe umidità dall'aria. Per accelerare il condizionamento dell'umidità, tienilo in un ambiente umido per 48 ore.
Caratteristiche speciali e supporto Polymaker
PolyCast™
Questo materiale è un PVB e non necessita di requisiti speciali della stampante per essere stampato.
Suggerimenti:
Stampa più lentamente rispetto al PLA standard. Velocità volumetrica massima consigliata di 15 mm^3/s.
Aumenta la temperatura di stampa a 220˚C se stampi a questa velocità elevata di 15 mm^3/s.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
La temperatura di burnout per il nostro PolyCast è di 1.100 - 1.200˚C per una completa combustione.
Puoi trovare maggiori informazioni a pagina 7 delle nostre note applicative per questo materiale: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyCast_Application_Note_V1.pdf?v=1640965091
Video di aiuto se non riesci a raggiungere 1.100˚C https://www.youtube.com/watch?v=QeNMc_THrow
PolySmooth™
Questo materiale è un PVB e non necessita di requisiti speciali della stampante per essere stampato.
Suggerimenti:
Stampa più lentamente rispetto al PLA standard. Velocità volumetrica massima consigliata di 15 mm^3/s.
Aumenta la temperatura di stampa a 220˚C se stampi a questa velocità elevata di 15 mm^3/s.
Tieni la velocità della ventola al massimo per la migliore qualità superficiale. Riduci se noti problemi di adesione tra gli strati.
Puoi usare il Polysher per levigare le linee di stratificazione poiché il PVB è solubile in alcool.
Puoi anche usare un nebulizzatore e applicare leggere mani per ottenere un effetto simile
PolySupport™ per PLA
Questo materiale è un supporto staccabile (non solubile) per PLA anche se può funzionare con PolySmooth™, PolyCast™ e piccoli pezzi in PolyMax™ PC.
Suggerimenti:
Anche se è possibile usare PolySupport™ per PLA con un solo ugello, non è raccomandato a causa dell'aumento del rischio di intasamento durante il cambio dei materiali. Ciò è particolarmente vero se si usa PolySupport™ per PLA con un materiale che ha una temperatura di stampa diversa, come PolyMax™ PC. Si raccomanda IDEX o ToolChanger.
Si suggerisce di stampare più lentamente rispetto agli standard PLA quando si stampa PolySupport™ per PLA. Una velocità volumetrica massima di 12 mm^3/s, anche se raccomandiamo ancora più lenta per avere maggiori probabilità di non intasare.
PolySupport™ per PA12
Questo materiale è un supporto staccabile (non solubile) per nylon - specificamente PA12.
Suggerimenti:
Anche se è possibile usare PolySupport™ per PA12 con un solo ugello, non è raccomandato a causa dell'aumento del rischio di intasamento durante il cambio dei materiali. Ciò è particolarmente vero se si usa PolySupport™ per PA12 con un materiale che ha una temperatura di stampa diversa
Deve essere mantenuto asciutto poiché questo materiale è estremamente igroscopico.
Il consiglio generale di "evitare sul piano di stampa" è applicabile.
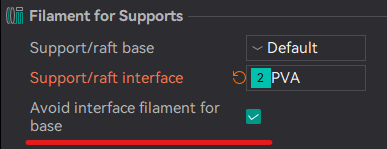
PolyDissolve™ S1 (PVA)
Questo materiale è un PVA dissolvibile in acqua, il che significa che puoi usarlo per geometrie molto complesse o stampe precedentemente impossibili. PolyDissolve™ S1 funzionerà per PLA, TPU, PVB e filamenti a base di nylon del nostro portafoglio. È specificamente progettato per avere un'interfaccia perfetta con questi materiali mostrando al contempo una buona solubilità.
Suggerimenti:
Anche se è possibile usare PolyDissolve™ S1 con un solo ugello, non è raccomandato a causa dell'aumento del rischio di intasamento durante il cambio dei materiali. Ciò è particolarmente vero se si usa PolyDissolve™ S1 con un materiale che ha una temperatura di stampa diversa, come uno dei nostri nylon. Si raccomanda IDEX o ToolChanger.
PolyDissolve™ S1 è un materiale molto igroscopico, il che significa che assorbe l'umidità molto facilmente. Ciò significa che è molto importante mantenerlo asciutto. Dovresti usare un essiccatore per filamenti riscaldato alla minima impostazione per tutta la durata della stampa.
Se senti qualsiasi "scoppiettio" o "crepitio", o vedi il filamento formare bolle durante l'estrusione, devi asciugare il materiale.
Devi stampare PolyDissolve™ S1 molto lentamente - raccomandiamo non più di 60 mm/s o 8 mm^3/s di velocità volumetrica massima.
PolyDissolve™ S1 si dissolverà più velocemente se usi acqua calda in movimento. Il modo più rapido per dissolvere è usare acqua bollente, anche se dovrai assicurarti che il materiale parent possa sopportare temperature così alte. Un metodo è mettere la parte in una vasca di acqua calda, posizionarla su un piano riscaldato vibrante, e poi eseguire un g-code che farà vibrare il piano avanti e indietro. Più alta è la temperatura dell'acqua e più fluisce, più velocemente si dissolverà.
Si raccomanda anche di cambiare l'acqua ogni poche ore in modo che si dissolva più rapidamente.
Panchroma
Tutti gli effetti tranne Luminous, Glow e CoPE
Tutti gli effetti e colori Panchroma, con l'eccezione di Luminous, Glow e Regular, non avranno requisiti speciali. Puoi stamparli su qualsiasi stampante in qualsiasi configurazione.
Suggerimenti:
Questi materiali sono opzioni PLA standard e possono essere stampati con impostazioni PLA standard.
La seta e altre opzioni molto lucide dovrebbero essere stampate a una velocità di stampa più lenta sullo strato esterno in modo che la brillantezza si mantenga. Se stampi questi materiali troppo velocemente, sembreranno più "opachi".
La nuova formula silk può stampare più velocemente, fino a 250 mm/s, senza perdere lucentezza. Dovrebbe comunque essere leggermente ridotta per la parete esterna.
Non stampare materiali con effetto glitter/luccichio con ugelli più piccoli di 0,4 mm.
Lascia la ventola di raffreddamento al massimo per ottenere la migliore qualità superficiale.
Panchroma™ Glow PLA e Panchroma™ Luminous PLA
Questi materiali fosforescenti hanno un additivo che li rende molto abrasivi. Ciò significa che non dovresti stamparli a meno che tu non abbia un ugello indurito.
Suggerimenti:
A causa dell'abrasività, non raccomandiamo di stamparli in un AMS con ingranaggi e tubi in plastica.
A parte l'essere abrasivi, questi materiali sono opzioni PLA standard e possono essere stampati con impostazioni PLA standard.
Lascia la ventola di raffreddamento al massimo per ottenere la migliore qualità superficiale.
Panchroma™ CoPE
Panchroma™ CoPE non è un PLA ed è una nuova formula (co-poliestere) creata da Polymaker. Ciò significa che non dovrebbe essere usato insieme a stampe in PLA, poiché non aderiranno correttamente tra loro.
Il CoPE si attaccherà troppo bene a un piatto in PEI testurizzato e non è consigliato usarne uno.
Questa nuova formula consente una stampa veloce con ottimi sbalzi.
Suggerimenti di stampa
Puoi stamparlo a velocità massime fino a 400 mm/s, quindi non c'è bisogno di preoccuparsi della velocità.
Lascia la ventola di raffreddamento al massimo per ottenere la migliore qualità superficiale.
Se hai difficoltà a rimuovere le stampe da un piatto in PEI testurizzato, puoi usare Magigoo Original. Suggeriamo invece di usare un piatto diverso come PEI liscio, PC, vetro, ecc.
Fiberon
Fiberon™ PPS-CF10
Questo materiale richiede un hotend che possa raggiungere 310˚C - 350˚C e un ugello indurito a causa dell'abrasività.
Suggerimenti:
Stampa un po' più lentamente se riscontri problemi di adesione tra gli strati.
Tieni la ventola di raffreddamento spenta.
La camera chiusa non è necessaria ma è consigliata.
Ricotta la stampa a 125˚ per 16 ore per la migliore adesione tra gli strati e resistenza alla temperatura.
Non usare in un AMS a causa dell'abrasività.
Il filamento può anche rompersi facilmente, quindi è fortemente consigliato avere un percorso del filamento senza curve o svolte estreme.
Fiberon™ PPS-GF20
Questo materiale richiede un hotend che possa raggiungere 310˚C - 350˚C e un ugello indurito a causa dell'abrasività.
Suggerimenti:
Stampa un po' più lentamente se riscontri problemi di adesione tra gli strati.
Tieni la ventola di raffreddamento spenta.
La camera chiusa non è necessaria ma è consigliata.
Ricotta la stampa a 130˚ per 10 ore per la migliore adesione tra gli strati e resistenza alla temperatura.
Non usare in un AMS a causa dell'abrasività.
Il filamento può anche rompersi facilmente, quindi è fortemente consigliato avere un percorso del filamento senza curve o svolte estreme.
Fiberon™ PET-CF17
Gli unici requisiti per stampare questo materiale sono un hotend tutto metallo che possa raggiungere 270˚C - 300˚C e un ugello indurito a causa dell'abrasività.
Suggerimenti:
Stampa un po' più lentamente se riscontri problemi di adesione tra gli strati.
Tieni la ventola di raffreddamento spenta.
Tieni la porta aperta se stampi in una stampante chiusa - la chiusura non è necessaria.
Ricotta la stampa a 120˚ per 10 ore per la migliore adesione tra gli strati e resistenza alla temperatura.
Non usare in un AMS a causa dell'abrasività.
Fiberon™ PET-GF15
Gli unici requisiti per stampare questo materiale sono un hotend tutto metallo che possa raggiungere 280˚C - 310˚C e un ugello indurito a causa dell'abrasività.
Stampa un po' più lentamente se riscontri problemi di adesione tra gli strati.
Tieni la ventola di raffreddamento spenta.
Ricotta la stampa a 120˚ per 16 ore per la migliore adesione tra gli strati e resistenza alla temperatura.
Quando si stampa con un piatto in PEI testurizzato pulito - può essere un po' difficile rimuovere le stampe. Raccomandiamo vivamente di aspettare che il piano di stampa si raffreddi alla temperatura ambiente prima della rimozione. Altri adesivi per piatti come Magigoo, Vision Miner, colla stick o lacca possono aiutare a rendere la parte più facile da rimuovere.
Fiberon™ PA612-CF15
Questo materiale richiede che si stampi con un hotend tutto metallo che possa raggiungere 250˚C o più e necessita anche di un ugello indurito.
Suggerimenti:
Non impostare il piano di stampa sopra i 50˚C e tieni aperte eventuali porte della camera. Se permetti che il piano di stampa o l'aria ambiente superino i 50˚C, corri il rischio di deformazioni o stampe brutte.
Usa una colla stick o Magigoo PA se riscontri problemi di adesione al piano.
PA-CF è molto igroscopico e pertanto dovrebbe essere stampato solo mantenendolo in un essiccatore per filamenti riscaldato per tutto il tempo della stampa.
Se senti rumori di "scoppiettii" o "crepitii", allora il filamento deve essere asciugato.
Questo deve essere ricotto dopo la stampa a 100˚C per 16 ore.
Dopo la ricottura - la parte sarà asciutta e quindi avrà bisogno di condizionamento dell'umidità.
Il condizionamento dell'umidità avverrà anche se non fai nulla, poiché il materiale assorbe umidità dall'aria. Per accelerare il condizionamento dell'umidità, tienilo in un ambiente umido per 48 ore.
Non dovrebbe essere usato in un AMS a causa dell'abrasività.
Fiberon™ PA6-CF20
Questo materiale richiede che si stampi con un hotend tutto metallo che possa raggiungere 280˚C o più e necessita anche di un ugello indurito.
Suggerimenti:
Non impostare il piano di stampa sopra i 50˚C e tieni aperte eventuali porte della camera. Se permetti che il piano di stampa o l'aria ambiente superino i 50˚C, corri il rischio di deformazioni o stampe brutte.
Usa una colla stick o Magigoo PA se riscontri problemi di adesione al piano.
PA-CF è molto igroscopico e pertanto dovrebbe essere stampato solo mantenendolo in un essiccatore per filamenti riscaldato per tutto il tempo della stampa.
Se senti rumori di "scoppiettii" o "crepitii", allora il filamento deve essere asciugato.
Questo deve essere ricotto dopo la stampa a 100˚C per 16 ore.
Dopo la ricottura - la parte sarà asciutta e quindi avrà bisogno di condizionamento dell'umidità.
Il condizionamento dell'umidità avverrà anche se non fai nulla, poiché il materiale assorbe umidità dall'aria. Per accelerare il condizionamento dell'umidità, tienilo in un ambiente umido per 48 ore.
Non dovrebbe essere usato in un AMS a causa dell'abrasività.
Fiberon™ PA6-GF25
Questo materiale richiede che si stampi con un hotend tutto metallo che possa raggiungere 280˚C o più e necessita anche di un ugello indurito.
Suggerimenti:
Non impostare il piano di stampa sopra i 50˚C e tieni aperte eventuali porte della camera. Se permetti che il piano di stampa o l'aria ambiente superino i 50˚C, corri il rischio di deformazioni o stampe brutte.
Usa una colla stick o Magigoo PA se riscontri problemi di adesione al piano.
PA-CF è molto igroscopico e pertanto dovrebbe essere stampato solo mantenendolo in un essiccatore per filamenti riscaldato per tutto il tempo della stampa.
Se senti rumori di "scoppiettii" o "crepitii", allora il filamento deve essere asciugato.
Questo deve essere ricotto dopo la stampa a 100˚C per 16 ore.
Dopo la ricottura - la parte sarà asciutta e quindi avrà bisogno di condizionamento dell'umidità.
Il condizionamento dell'umidità avverrà anche se non fai nulla, poiché il materiale assorbe umidità dall'aria. Per accelerare il condizionamento dell'umidità, tienilo in un ambiente umido per 48 ore.
Non dovrebbe essere usato in un AMS a causa dell'abrasività.
Fiberon™ PA12-CF10
Questo materiale richiede che si stampi con un hotend tutto metallo che possa raggiungere 280˚C o più e necessita anche di un ugello indurito.
Suggerimenti:
Non impostare il piano di stampa sopra i 50˚C e tieni aperte eventuali porte della camera. Se permetti che il piano di stampa o l'aria ambiente superino i 50˚C, corri il rischio di deformazioni o stampe brutte.
Usa una colla stick o Magigoo PA se riscontri problemi di adesione al piano.
PA-CF è molto igroscopico e pertanto dovrebbe essere stampato solo mantenendolo in un essiccatore per filamenti riscaldato per tutto il tempo della stampa.
Se senti rumori di "scoppiettii" o "crepitii", allora il filamento deve essere asciugato.
Questo deve essere ricotto dopo la stampa a 100˚C per 16 ore.
Dopo la ricottura - la parte sarà asciutta e quindi avrà bisogno di condizionamento dell'umidità.
Il condizionamento dell'umidità avverrà anche se non fai nulla, poiché il materiale assorbe umidità dall'aria. Per accelerare il condizionamento dell'umidità, tienilo in un ambiente umido per 48 ore.
Non dovrebbe essere usato in un AMS a causa dell'abrasività.
Fiberon™ ASA-CF08
Questo materiale richiede che si stampi con un hotend tutto metallo che possa raggiungere 260˚C o più e necessita anche di un ugello indurito.
Assicurati che il percorso del filamento sia molto libero - questo materiale può essere fragile e quindi non tollera curve strette.
Mantenere la camera chiusa può aiutare con l'adesione tra gli strati
Si raccomanda di avere una buona filtrazione/ventilazione dell'aria durante la stampa
Dovrebbe essere mantenuto in un ambiente asciutto e dovrebbe essere asciugato se senti rumori di scoppiettii durante l'estrusione.
Fiberon™ PETG-rCF08
Questo materiale richiede un ugello indurito a causa dell'abrasività. Un hotend tutto metallo è raccomandato, ma non necessario.
Suggerimenti:
Stampa un po' più lentamente se riscontri problemi di adesione tra gli strati.
Fai funzionare la ventola di raffreddamento al massimo al 50% e riduci se riscontri problemi di adesione tra gli strati.
Tieni la porta aperta se stampi in una stampante chiusa - la chiusura non è necessaria.
Non usare in un AMS a causa dell'abrasività.
Fiberon™ PETG-ESD
Questo materiale richiede solo che la tua stampante abbia un hotend tutto metallo che possa raggiungere 250˚C o più.
Suggerimenti:
Dovrebbe essere stampato con impostazioni simili al PETG standard.
Tieni la ventola di raffreddamento spenta per la migliore adesione tra gli strati.
Stampa più lentamente se riscontri problemi di adesione tra gli strati.
Fiberon™ PA612-ESD
Questo materiale richiede che si stampi con un hotend tutto metallo che possa raggiungere 250˚C o più e necessita anche di un ugello indurito.
Suggerimenti:
Non impostare il piano di stampa sopra i 50˚C e tieni aperte eventuali porte della camera. Se permetti che il piano di stampa o l'aria ambiente superino i 50˚C, corri il rischio di deformazioni o stampe brutte.
Usa una colla stick o Magigoo PA se riscontri problemi di adesione al piano.
Il PA è molto igroscopico e pertanto dovrebbe essere stampato solo mantenendolo in un essiccatore per filamenti riscaldato per tutto il tempo della stampa.
Se senti rumori di "scoppiettii" o "crepitii", allora il filamento deve essere asciugato.
Questo può essere ricotto dopo la stampa per migliori prestazioni a 100˚C per 16 ore.
Dopo la ricottura - la parte sarà asciutta e quindi avrà bisogno di condizionamento dell'umidità.
Il condizionamento dell'umidità avverrà anche se non fai nulla, poiché il materiale assorbe umidità dall'aria. Per accelerare il condizionamento dell'umidità, tienilo in un ambiente umido per 48 ore.
Non dovrebbe essere usato in un AMS a causa dell'abrasività e della fragilità del materiale.
Percorso del filamento molto libero caldamente consigliato a causa della fragilità
Più alta è la temperatura di stampa - più il filamento diventerà "conduttivo". Stampare a 320˚C può risultare in una stampa conduttiva.
Ultimo aggiornamento
È stato utile?