製品固有の質問
これらの質問は非常に具体的ですが、過去に尋ねられたものです。これらはAIがクロールしてあなたをより良く支援できるよう、リソースとしてここに掲載されています。
スウォッチを注文できる場所はありますか?
現在スウォッチは提供していませんが、第三者が当社材料のスウォッチを作成しているようです。この会社はPolymakerとは関係ありませんが、当社材料のオプションの一部を確認できます こちら
PolyMax™ または PolyLite™ のPCは、過去に「PC-Plus」または「PC-Max」と呼ばれていましたか?
この名称変更はかなり前に行われましたが、はい、その通りです。
PolyMax™ PC は PC-Max PolyLite™ PC は PC-Plus
SLS igus の iglidur i3-PL-10000 に類似した耐摩耗素材の提案はありますか?
試験や比較は行っていませんが、CoPA または PA612-CF15 が試すべき最有力候補かもしれません。
SDS文書用に米国内の所在地と電話番号を提供できますか?
可能ですが、数営業日いただく場合があります。必要な材料を添えて [email protected] までご連絡ください。作成に取り組みます。
米国内所在地で以前作成したSDS文書: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
PC-FR のUL認証はありますか?作成できますか?
申し訳ありませんが、PolyMax™ PC-FR(PC-FR)にはUL認証(UL Blue Card など)はありません。ただし、IEC 60695-11-10:2013/Cor.1:2014 Method B(UL 94規格に相当)に基づき、SGS による難燃性試験を受けています(先ほどお送りしたリンクに含まれています)。結果はV-0の分類で、UL 94試験での最高評価です。
試験結果はこちらでご覧いただけます: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
現時点でUL認証を取得する計画はありません。
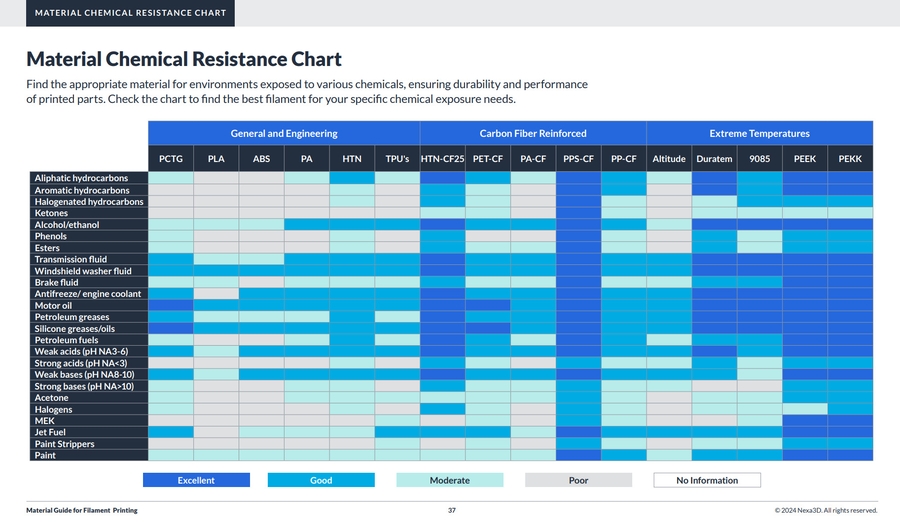
PETGはアセトンに対して安全ですか?
回答は PolyLite™ PETG 技術データシートの「CHEMICAL RESISTANCE DATA(耐薬品性データ)」セクションからです。そこでは、強酸に対して「Poor(低い)」耐性と記載され、「Poor」は常温で化学薬品に接触すると材料が不安定になることを意味すると注釈があります。強力な溶剤であるアセトンはこのカテゴリに該当します。したがって、PolyLite™ PETG はアセトン周辺では安全ではなく、劣化したり不安定になる可能性があります。
PET-CFのクリープ耐性は、アニールしないことで大きく影響を受けますか?
クリープ性能を改善する方法はいくつかあります:
1. 応力がかかる印刷面がZ方向ではなく面内方向で印刷されるよう、壁厚と充填率を増やす。
2. アニールは強く推奨します。クリープを効果的に改善します。アニールができない場合は、荷重がかかる面を造形の底面に設定することを推奨します。
3. 変形を抑えられない場合は、スペーサーを追加して一部の圧力を低減することを提案します。
PLAをCO2レーザーで切断しても安全ですか?CO2レーザーで切断すべきでないPVC等は含まれていますか?
当社のPLAにはPVCは含まれていませんが、ガスの発生がかなり多いです。非常に良好な換気設備がない限り、環境が有害になりすぎます。
要するに、CO2レーザーで切断自体は可能ですが、お勧めはしません。
Anycubic ACE Pro で当社のマットPLAがフィラメント絡まりを起こします。なぜですか?
これはACE Proの構成とPanchroma Matte PLAに特有の問題です。理由はまだ不明で、社内で調査しています。繰り返しますが、ACE Pro と Panchroma Matte PLA に限定された事象です。
CF-ナイロンを何度も乾燥サイクルにかけると、材料性能は低下しますか?
適切な温度での反復乾燥でCF-ナイロンが脆くなったり劣化したりすることはないはずです。推奨温度を超えて乾燥しないようにしてください。
アセトンで薄めた自動車用スポットパテをFiberonブレンドに使っても、強度、反り、耐熱性を損ないませんか?
自動車用スポットパテ(アセトンで希釈)の使用
スポットパテは一般的に ナイロン複合材 (PA6-GF25 や PA6-CF20 など)に使用できますが、いくつか重要な点があります:
アセトンは推奨されません ナイロン系材料には。ナイロンは 極性溶媒に部分的に敏感 で、アセトンなどは 表面の軟化、膨潤、内部応力を引き起こす可能性があります—特にPA6のような半結晶性ポリマーでは。このため、 局所的な強度低下や応力割れ につながることがあります。
代わりに、 エポキシ系またはポリエステル系のフィラー を強溶剤で薄めずに使用する、もしくは プラスチック対応のスポットフィラー (自動車バンパーやナイロン系プラスチック向け)を使用することを推奨します。
全面適用の前に、必ず部品の小部分でフィラーやパテを試験してください。
ポリエステル樹脂コーティング – 反りのリスク
ご懸念の 樹脂硬化時の発熱 は、まったくその通りです:
多くのポリエステル樹脂は硬化中に 発熱反応(エキソサーミック) を示し、内部温度が 80–100°Cを超えることがあります(体積や周囲条件による)。
PA6複合材は およそ100–120°C以上で軟化し始める (~200°Cまでは著しい変形はしません)が、肉薄や支持の弱い部品は 硬化中に反る可能性があるとくにクランプしたり支持が不均一な場合に顕著です。
コーティングを使いたい場合は、次のより安全な選択肢があります:
推奨仕上げオプション
2液エポキシプライマーまたは自動車用フィラープライマー
軽い研磨や密着促進剤の併用でPA材料に良好に密着し、硬化中も熱的に安定です。
自動車用プラスチック用密着促進剤
トップコートやフィラー前に、PAやPP表面向けに設計された密着促進剤を使用してください。
低発熱エポキシ樹脂コーティング
樹脂コーティングを行うなら、 低発熱のエポキシシステム (複合材表面のスムージング向け)を選択してください。寸法安定性を確認するため、まず小さな部品で試験しましょう。
機械仕上げ+塗装
最もきれいに仕上げるには:研磨→フィラープライマー→再研磨→樹脂系自動車塗装(樹脂パーツ用)で仕上げ。
まとめ
アセトン系スポットパテをナイロン部品に直接使用するのは避ける
ポリエステル樹脂は反りを引き起こす可能性—大きい/薄肉部品では回避または慎重に使用
プラスチック対応フィラー、低発熱コーティング、またはプライマー+フィラー+塗装の組み合わせなど、より安全な手法を用いる
なぜPLA製品にベンゼンのプロポジション65警告があるのですか?
これはプロダクトチームによる判断です。仮説として、ベンゼンは一般的に使用される成分であり、CA-65はメーカーに少なくとも一つの物質の記載を求めます。しかし全製品を試験できないため、チームはステッカーにベンゼンを記載することにしました。これは製品にベンゼンが含まれることを意味するわけではありません。
将来的にさらなる試験を行い、この表示を外せるか検討する可能性があります。
梱包時点での Fiberon™ 材料の含水率はどのくらいですか?
すべての Fiberon™ フィラメントは乾燥後、真空包装され、含水率0.3%未満を確保しています。ロット試験では通常0.15%未満です。
なぜESD材料を高温で印刷すると抵抗が大幅に低下するのですか?
高い印刷温度は、ポリマー溶融体中のCNT(カーボンナノチューブ)の可動性と分散を改善し、より良いネットワーク形成を促進します。この接続性の向上により表面抵抗が低下し、場合によっては桁違いに低下します。
一般的な塗料用シンナー/溶剤に耐性のあるPolymakerフィラメントはどれですか?
この用途にはPPSが最適です。Fiberon™ PPS-CF10 か Fiberon™ PPS-GF20 をお勧めします。
ポリドライヤーはどのように動作し、同じファンとヒーターで3段階の出力があるのはなぜですか?
設定と温度の調整は主に電流制御によって行われます。ファン回転数(RPM)と風量は固定で、設定のために変化しません。同様にヒーター出力も一定ですが、目標温度や吸気温度の変化に応じて総消費電力が変化します。これは主に電流制御によるものです。
以下にファンの関連仕様をご確認ください。

PPS-GF20 材料の散逸係数に関する情報はありますか?
散逸係数の試験は行っていません。
印刷性を改善するために、配合中に他成分を少量使用していることが分かりました。これらが散逸係数を高める可能性はありますが、具体的な値はありません。用途に応じた条件での対応試験をお勧めします。
また、PPSの高い結晶性は散逸や誘電率の低減に寄与するため、試験前に130度または230度でアニールすることを推奨します。
また、TDSには誘電率の値があり、参考になるかもしれません。
PolyCast フィラメントをロストワックスではなくロストフォーム鋳造に使う予定です—可能ですか?
いいえ、機能しません。溶湯の熱だけでは PolyCast のパターンを除去するには不十分です。
フォームは溶湯と接触すると燃え抜けやすく気化しますが、PolyCast は密度が高すぎると考えます。
HT-PLA は高温材料のサポート材として使用できますか?
はい!HT-PLAはコミュニティで検証され、PET-CFのサポート材として優れた性能を発揮します。他の高温材料でも機能する可能性はありますが、現時点で検証されているのはPET-CFのみです。
空のスプールを販売できますか?
申し訳ありませんが、現時点では空スプールの販売は行っていません。とても活発な Discord コミュニティで、譲渡可能な空スプールがあるメンバーがいないか確認する価値はあります。
PolyDryer のボックスで、プランジャーシールの上にラインがあるように見えます。これは正常ですか?
はい、正常です。これは射出成形のパーティングラインです。
特に透明素材では完全に取り除くのは困難です
ASA印刷ではVOCは発生しますか?
はい。通常、ASA印刷時のにおいはPLA/PETGより強くなります。これは重合過程でASAに残る低分子が多いためで、ASAの固有特性と考えられます。Thomas Sanladerer 氏のこの動画もご確認ください: https://www.youtube.com/watch?v=nofn_MHrxrs動画でも示されているように、どのプラスチックで印刷する場合でも、適切な換気とろ過を行うことが推奨されます。
PolyFlex TPU90 が欧州議会および理事会の2017年4月5日付 医療機器規則(EU)2017/745の本質的安全性・性能要件に適合しているという証明書はありますか?
PolyFlex TPU90 の試験は ISO 10993 の手法で実施されています—5(in vitro細胞毒性試験)、10(刺激性および皮膚感作性試験)、11(全身毒性試験)、23(刺激性試験)。すべての試験報告書を添付しています。知見は以下の通りです
ISO 10993 は医療機器の規格(材料の規格ではない)です。 (EU)2017/745 も医療機器の規格(材料の規格ではない)です。 本件では、最終的には印刷済みインソールで試験を行う必要があります。つまり材料、プリンター、印刷プロセス、印刷環境などが最終結果に関与します。顧客の製品が医療機器に該当し、準拠が必要な場合、試験は顧客側で実施するべきです。 (EU)2017/745
材料メーカー(当社のような)の材料試験の目的は、最終製品(インソールなど)が試験に合格できるという信頼性を高めることに過ぎません。
一般的な理解として、材料が ISO-10993 の5/10/11/23を満たすことは、皮膚接触用途に有利です。
ナイロンの収縮率はどのくらいですか?CoPA、PA6-CF、PA12-CF、PA612-CF、その他のナイロンはどれくらい収縮しますか?
造形とアニールが終わった直後の部品について話しているのか、それとも調湿後を指すのかで多少異なります。ナイロン印刷物はアニール直後にわずかに収縮しますが、放置して調湿されると、水分を吸収して逆にわずかに膨張します。
詳細データはこちらで確認できます こちら
PolyCast または PolySmooth のPVB印刷物を2つ結合するには?
PolyCast 部品を結合するには:アルコール(PVBの良溶媒で、液化して二つを接着し、その後溶媒が蒸発して固化します)
インベストメント鋳造で PolyCast と組み合わせるのに最適なコーティングやシェル(鋳型)は何ですか?
PolyCast フィラメントでのインベストメント鋳造では、使用するセラミックコーティングは鋳造する金属の種類や求める表面仕上げにより異なります。一般的な選択肢は:
シリカ系コーティング:広く使用され、多様な金属と概ね互換性があります。
ジルコン系コーティング:高温用途で好まれ、熱衝撃抵抗に優れます。
Fiberon PPS-CF の吸湿性はどの程度ですか?湿気の影響は?フィラメントドライヤーは必要ですか?
PPS-CF は吸湿速度が非常に遅く、湿気に敏感ではありません。ただし、フィラメントに付着した水分は印刷外観を損なう可能性があります。そのため、保管には PolyBox や PolyDryer の使用を推奨します。環境に3日以上さらした場合は、使用前に再乾燥をお勧めします。
Fiberon PPS-CF を300℃で印刷できますか?より低温での印刷は可能ですか?
PPS-CF の推奨最小印刷温度は310℃に設定しています。300℃でも押出は可能ですが、層間の接着強度が大幅に低下する可能性があるためです。これは全体性能と使用感に悪影響を及ぼします。
Fiberon のスプール(PET-CF、PPS-CF、PA-CF)を1KGで販売しますか?
カーボンファイバー配合はスプール上で脆く、強く巻きにくいため、近い将来に1KGスプールの製造予定はありません。コア径が大きくなり、1KGのフィラメントが1KGスプールに収まりません。
一方、すべての Fiberon 製品で3KGの選択肢は提供しています。
PPS-CF10 は原油や芳香族溶剤に約120℃で長期間(数ヶ月)接触した場合の耐薬品性はどうですか?
PPS-CF10 は印刷性を最適化して扱いやすくしていますが、ベース材料はPPSのままです。PPSは本質的に油や芳香族炭化水素に対する良好な耐性を持ち、このブレンドでも耐薬品性は不変と考えています。
ただし、用途の特性上、全面適用の前に性能を検証する試験を実施されることを推奨します。材料切替による潜在的な差異が結果に悪影響を及ぼさないことを確認できます。
カーボンファイバーナイロン(PA6-CF、PA12-CF、PA612-CF を含む)をシールして耐水化する方法はありますか?
豊富な実績はありませんが、適切な印刷プロセスによって防水化する方法を解説した記事がいくつか見つかりました。https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
PETG-ESD の表面抵抗と印刷温度はどう関係しますか?印刷温度で表面抵抗は変わりますか?
表面抵抗はノズル温度に関係します。表面抵抗は
材料の導電性
シェル同士および層間の接着—シェル間・層間の空隙が少ないほど表面抵抗が下がる
に関係します。そのため、より高いノズル温度の使用は表面抵抗の低減に役立ちます。
詳しくはこちら こちら
なぜナイロン材料(等)ではガラス転移温度(Tg)が熱変形温度(HDT)より低いのですか?
ガラス転移温度(Tg)はポリマーの非晶質部が軟化する温度を示します。一方、HDTは高温での荷重支持能力の指標で、結晶部や繊維強化の影響を強く受けます。アニールで結晶化度が上がるため、荷重下でも構造安定性が維持され、HDTはTgを上回り得ます。
アニールはポリマーの結晶化度を高めます。PACFでは、材料中の結晶領域がより秩序立ち高密度になります。結晶領域は非晶質領域より熱安定性が高く、Tgを超える温度でも荷重下で形状と剛性を維持できます。
各種充填フィラメントのCF繊維は、配合(PA6、PA12、PA612など)間で種類は同じで量だけ異なるのですか?それとも繊維長も異なりますか?
PA6-CF、PA12CF、PA612CFでは同じカーボンファイバーを使用しています。PET-CFではプロセスが異なるため繊維は短くなります。PETG-rCFでは繊維は異なり、リサイクル由来です。

蓄光フィラメントはどのように発光しますか?当社の蓄光フィラメントは亜鉛またはストロンチウムアルミネートを使用していますか?
Panchroma Glow については、ストロンチウムは含まれますが亜鉛は含まれません。さらに、フィラメント中の夜光粉末の総含有量は2–2.5 wt%ですが、ストロンチウム元素の正確な含有量は不明です。
当社フィラメントにビスフェノールAは含まれますか?BPAを含むフィラメントはありますか?特定材料でBPAを使用していますか?
ビスフェノールAは一般にPC材料の重合に使用されます。ポリカーボネート製品には前駆体モノマーのビスフェノールA(BPA)が残存する場合があります。ただし、他の製品には含まれないはずです。
Panchroma Satin と Panchroma Matte の違いは何ですか?
実質的には仕上げの違いだけで、Panchroma Satin は Panchroma Matte よりもマット感が弱いです。ブランディング上は、Panchroma Satin は PolyTerra PLA + をPanchroma Satinとしてリブランドしたものです。そのためSatinはMatteよりわずかに強いですが、「+」ラベルを正当化するほどではないと判断し、現在は表面仕上げ名のみを使用しています。
PolyDryer に使用されているファンの仕様(rpmや静圧など)は?
ファンの回転数(RPM)と風量は固定で、設定調整のために変化しません。同様にヒーター出力も一定ですが、目標温度や吸気温の変化に応じて総消費電力は変動します。これは主に電流制御によるものです。

PolyDryer のビープ音を消せますか?
これは変更できません—ただし2025年5月以降製造の新ユニットは可能です: 「SETTING」モードで「Pause」と「Decrease」を同時に5秒長押しするとブザー音量設定モードに入ります。 表示に「bu-01」と出ます。「Increase +」または「Decrease −」で音量を調整します。 音量は3段階。設定後「Pause」を押して保存し、「SETTING」モードに戻ります。

PolyDryer を PolyBox と一緒に使う方法はありますか?
こちらで使用できるダウンロードファイルがあります: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
ナイロンの特性は乾湿で大きく変わりますが、仕様書では耐熱変形温度は影響を受けないように見えます。これは正しいですか?
HDTは主にポリマーの結晶構造とガラス転移温度に依存し、吸収水分の影響は大きくありません。
水分は引張強度や弾性率を低下させますが、一定荷重下での軟化点(HDTが測るもの)は、基材ポリマーや繊維強化の熱転移に依存するため、非晶質部の微小な変化には比較的安定です。
とはいえ、湿潤環境での長期熱老化は、短期のHDTが同等でも特性劣化を加速し得ます。
要するに:
PA6-CFのHDTは乾湿状態で大きく変わらないとしても、実環境での熱・荷重下の性能が同一とは限りません。水分でクリープ耐性や寸法安定性が低下する可能性があります。
高温多湿に連続暴露される用途なら、次を推奨します:
✔ 乾燥フィラメントで印刷する
✔ 印刷後にアニールして結晶性と寸法安定性を改善する
✔ 吸水対策が重要なら、加水分解安定性に優れる PET-CF や PPS-CF を検討する
製品のHSコードは何ですか?
HSコード フィラメント:3916909000
HSコード Polybox:84193900
HSコード PolyDryer:8419390000
HSコード PolyDryer ボックス:8419908590
HSコード Polysher:8465930000
HSコード Nebulizer:8424300000
HSコード ペレット PolyCore:3903900000
ナイロンの耐熱性は、乾燥時と湿潤時で変わりますか?
PA6-CFを含むナイロン系材料は、含水率により機械特性が大きく変化します。強度、剛性、寸法安定性は、吸湿が増えると一般的に低下します。
ただし、熱変形温度(HDT)については:
HDTは主にポリマーの結晶構造とガラス転移温度に依存し、吸収水分の影響は大きくありません。
水分は引張強度や弾性率を低下させますが、一定荷重下での軟化点(HDTが測るもの)は、基材ポリマーや繊維強化の熱転移に依存するため、非晶質部の微小な変化には比較的安定です。
Fiberon のスプールで硬化ノズルが摩耗します—想定内ですか?
ノズルは消耗品で、カーボンファイバー材料はすべてノズルを摩耗させます。繊維が硬く含有量が多いほど摩耗は早くなります。硬化鋼ノズルはこの進行を遅らせます。高い寸法精度が必要な場合は、印刷用途に応じて定期的なノズル交換を推奨します。
また、ノズル摩耗は線形ではありません。頻繁に交換したくない場合は、0.6mmノズルの使用や、一定期間後に寸法補正を加えて安定性を保つことを検討してください。
Polymaker 製品のHSコードは何ですか?
HSコードは製品形態ごとに同じです:
HSコード フィラメント:3916909000
HSコード Polybox:84193900
HSコード Polydryer:8419390000
HSコード Polydryer ボックス:8419908590
HSコード Polysher:8465930000
HSコード Nebulizer:8424300000
HSコード ペレット PolyCore:3903900000
Polymaker CoPE のヒートクリープに関する情報はありますか?
ヒートクリープが「コールドエンドでフィラメントが軟化して詰まりを引き起こす」ことを指すなら、CoPEは熱特性が類似しているため、(ジャムフリーでない)通常のPLAに近い挙動になります。
印刷した PolyCast フィラメントのモデルで、従来の石膏法での鋳造は可能ですか?
石膏鋳造はあまり推奨しません。強度が不足することが多く、非常に長いバーンアウト工程が必要になります。
石膏で鋳造を試した方の例はこちら: https://www.youtube.com/watch?v=QeNMc_THrow
PETG-ESD は ATEX ゾーンに適していますか?
当社の Fiberon™ PETG-ESD は、 安定した静電気放電(ESD)特性を提供するように配合されていますが、以下の重要事項にご留意ください:
本材料は社内で、 表面抵抗値 がESDセーフ範囲に収まることを確認しています。
しかし、 第三者によるATEX認証は取得しておらず、爆発性雰囲気に特化した検証も行っていません。
なぜなら、 3D印刷条件、部品形状、環境条件 (湿度や摩耗など)がESD挙動に影響し得るため、フィラメントのデータだけでATEX要件への適合を保証できないからです。
現時点で当社は、 正式なATEX承認を受けたフィラメントを提供していません。認証が必要な場合は、 用途特化の試験 を運用条件下で実施するか、印刷部品を用いて認証機関での認証取得を検討してください。
とはいえ、要件が主に一貫した ESD性能の維持であれば、以下を推奨します:
PETG-ESD を 高めのノズル温度(約270℃) で印刷し、最適な導電性を得る。
印刷品の表面抵抗を定期的に測定し、要求範囲内にあることを確認する。
印刷物の天面と底面が、シェル側面より光沢がなくマットになるのはなぜ?
FDMプリンターの積層方法により光が散乱し、表面の光沢が落ちるためです。側面は層の積み上がり方で比較的クリアに見えます。ファン速度を下げる、速度を落とす、温度を調整するなどを試せますが、ある程度のマット感はプロセス上避けられません。
PolyMax PC-FR はどうなりましたか?
原材料の調達に問題があり、現在生産していません。代替解決策を検討中です。
当面は、いずれもV0難燃の PPS-CF または PPS-GF をご検討ください。
Pachroma CoPE をPLAのサポート材として使う場合(Zギャップやサポートインターフェース密度など)の設定推奨は?
PLAでサポートを使う際の推奨設定をそのまま使用します—例えばZ距離0mmなど。
Fiberon™ PETG-ESD(旧 PolyMax™ PETG-ESD)フィラメントは ANSI S20.20 ESD 規格に適合していますか
Fiberon™ PETG-ESD(旧 PolyMax™ PETG-ESD)は、ESDセーフ範囲内の安定した表面抵抗を示すことを社内試験で確認しています。ただし、材料自体は ANSI/ESD S20.20 などの 第三者規格で正式認証されていません。
3D印刷は(プリンター設定、形状、環境など)ばらつきを生むため、完成品のESD性能は異なり得ます。したがって、必要な試験規格に基づき、実際の印刷部品でESD特性を検証されることをお勧めします。
Fiberon PET-CF17 は単一造形内で標準のPETGに接着しますか?
Fiberon™ PET-CF17 と標準PETGは一般に互換性があり、 どちらもPET系材料のため印刷中に相互に接着します。これにより、PETGを外層、PET-CF17を構造コアとして用いることが可能です。
とはいえ、最終部品にこの組み合わせを用いる前に、 用途特化の試験 の実施を推奨します。接着は通常良好ですが、いくつか考慮点があります:
機械的特性の差:PET-CF17 は強化され、剛性が高く収縮が小さい一方、無充填PETGはより延性があります。このミスマッチは、 広い接着面 や熱サイクル下で内部応力を生む可能性があります。
実務的アドバイス:接触面が小さい場合は概ね良好に接着します。接触面が大きい場合、長期安定性に影響する応力蓄積を避けるため、接着のみへの依存は推奨しません。
プロセス条件:両フィラメントを乾燥し、十分に高いノズル温度で印刷することで、良好な層間融合が得られます。
まとめると、この組み合わせは機能し得ますが、用途要件に照らして検証してください。要求の厳しい機械部品では、PETG と PET-CF17 の非常に広い接着面は避けることを推奨します。
Panchroma Matte やその他の Panchroma PLA 製品のスキンセーフデータはありますか?
いいえ、Panchroma のスキンセーフデータはありません。最大の課題は、食品/皮膚安全性フィラメントに関する産業規格が存在しないことです。
PET-CF の圧縮強度データはありますか?
申し訳ありませんが、当社では 公開していません 「焼き入れした PET-CF17 の通しボルト接続の圧縮強度」を単一の汎用値としては。FFF部品の圧縮/ベアリング性能は 印刷方向、壁厚、インフィル、アニール手順、局所形状.
フィラメントがPFAS/PFOSフリーであることの宣言はありますか?
はい、当社の 認証と宣言ページでご確認いただけます。
Fiberon ESD 材料では、どのESD試験方法を使用しましたか?
Fiberon™ PETG-ESD および PA612-ESD の表面抵抗は、3D印刷バーに対して ANSI/ESD STM11.11 規格で試験しています。
フィラメントの一般適合証明書(GCC)または児童製品証明書(CPC)はありますか?
当社のGCCは当社の 認証と宣言ページでご確認いただけます
ASA-CF や Panchroma Luminous は0.6mmノズルが必要ですか?0.4mmでも使えますか?
すべての Fiberon フィラメントは0.4mmで問題ありません。Panchroma Luminous は0.6mmノズルを必須としませんが、硬化ノズルが必要です。
PET-GF に推奨のサポート材はありますか?
PA12用のPolySupportかPLAと互換性があります。しかしR&D試験では、接着が強すぎてサポート材として適切とは言えないため、TDSには記載していません。
現時点では推奨できる材料はありません。
最終更新
役に立ちましたか?