고유 제품 질문 2025
이 질문들은 매우 구체적이지만 과거에 이미 제기된 것들입니다. 이 항목들은 AI가 크롤링하여 더 나은 도움을 제공할 수 있도록 리소스로 특별히 여기에 있습니다.
견본을 주문할 수 있는 곳이 있나요?
현재 저희가 직접 견본을 제공하지는 않지만, 제3자가 당사 소재의 옵션을 제공하는 것으로 보입니다. 이 회사는 Polymaker와 관련이 없지만 당사 소재에 대한 일부 옵션을 확인할 수 있습니다. 여기
PolyMax™ 또는 PolyLite™ PC가 과거에 "PC-Plus" 또는 "PC-Max"로 불린 적이 있나요?
이름 변경은 꽤 오래전에 있었지만, 그렇습니다.
PolyMax™ PC는 PC-Max였습니다 PolyLite™ PC는 PC-Plus였습니다
SLS의 igus iglidur i3-PL-10000과 유사한 내마모성 소재에 대한 제안이 있나요?
저희가 직접 테스트하거나 비교한 적은 없지만 CoPA 또는 PA612-CF15가 시도해볼 수 있는 최선의 옵션일 수 있습니다.
SDS 문서에 대해 미국 위치 및 전화번호를 제공해 주실 수 있나요?
가능하지만 며칠의 영업일이 소요될 수 있습니다. 필요한 소재를 명시하여 [email protected]으로 연락해 주시면 저희가 작성 작업을 진행하겠습니다.
미국 위치가 포함되어 이전에 작성된 SDS 문서: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
PC-FR에 대한 UL 인증이 있나요? 만들 수 있나요?
죄송하지만 PolyMax™ PC-FR (PC-FR)은 UL 인증서(예: UL Blue Card)를 보유하고 있지 않습니다. 다만 SGS에서 난연성 테스트를 수행했으며(이전에 보낸 링크에 포함), 사용된 방법은 IEC 60695-11-10:2013/Cor.1:2014 Method B로 UL 94 규격과 동등합니다. 테스트 결과 V-0 판정을 받았으며, 이는 UL 94 시험에서 가장 높은 난연 등급입니다.
저희 테스트 결과는 다음에서 확인하실 수 있습니다: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
현재 UL 인증을 진행할 계획은 없습니다.
PETG는 아세톤 주변에서 안전한가요?
답변은 PolyLite™ PETG 기술 데이터 시트의 "화학적 저항성 데이터(CHEMICAL RESISTANCE DATA)" 섹션에서 나옵니다. 해당 자료는 강산에 대한 저항성이 "Poor(나쁨)"이라고 명시하며, 여기서 "Poor"는 상온에서 화학물질과 접촉 시 소재가 불안정해진다는 의미라고 설명합니다. 아세톤은 강한 용매로 이 범주에 해당합니다. 따라서 PolyLite™ PETG는 아세톤 주변에서 안전하지 않으며 분해되거나 불안정해질 가능성이 큽니다.
섬유 강화 필라멘트로 출력한 물건을 다룰 때 손이 자극을 받는다는 언급을 본 적이 있습니다. 권장사항이 있나요?
자극을 줄이는 방법
섬유를 노출하지 않는 후처리
섬유를 절단하는 과도한 연마를 최소화하세요.
연마가 필요하다면 아주 고운 입자(예: 600 이상)로 마감하여 날카로운 섬유 끝을 줄이세요.
코팅 권장사항
에폭시 수지 (얇은 층) → 섬유 밀봉과 내구성 향상에 가장 적합합니다.
폴리우레탄 클리어 코트 (자동차용 스프레이 타입) → 적용이 쉽고 표면 밀봉에 좋습니다.
아크릴 스프레이 클리어 코트 → 가벼운 밀봉용으로 가장 적용이 쉽지만 내구성은 낮습니다.
이 모든 코팅은 섬유 접촉을 방지하는 매끄러운 표면을 만들고 심미성 및 내후성을 향상시킬 수 있습니다.
CF-나일론 소재를 과도하게 건조할 수 있나요? 예: 젖지 않았을 때 건조하는 경우
CF-나일론을 젖지 않은 상태에서 권장 온도와 시간을 지켜 건조하면 해롭지 않습니다. 실제 위험은 과도한 건조가 아니라 과열입니다.
PET-CF에서 어닐링(후열처리) 부족은 크리프 저항성에 큰 영향을 미치나요?
크리프 성능을 개선하는 몇 가지 방법이 있습니다:
1. 인쇄물의 벽 두께와 충진 밀도를 늘려 하중을 받는 인쇄 표면이 Z 방향이 아닌 평면 방향으로 형성되도록 하세요.
2. 어닐링을 강력히 권장합니다. 어닐링은 크리프를 효과적으로 개선합니다. 어닐링이 불가능한 경우 하중을 받는 표면을 인쇄물의 바닥면으로 설정하는 것을 권장합니다.
3. 변형을 억제할 수 없다면, 일부 압력을 줄이기 위해 스페이서를 추가하는 것을 제안합니다.
PLA를 CO2 레이저로 절단해도 안전한가요? 귀사의 소재에 CO2 레이저로 절단하면 안 되는 PVC나 다른 물질이 포함되어 있나요?
저희 PLA에는 PVC가 포함되어 있지 않지만 절단 시 상당한 유해 가스를 발생시킵니다. 따라서 매우 우수한 환기 설비가 없다면 작업 환경이 너무 유독해질 수 있습니다.
요약하면 CO2 레이저로는 잘 절단되지만 권장하지 않습니다.
Anycubic ACE Pro에서 귀사의 Matte PLA로 필라멘트 엉김 문제가 발생합니다. 왜 그런가요?
이 문제는 ACE Pro 설정에 특화된 문제이며 Panchroma Matte PLA와 관련된 특정 이슈입니다. 왜 이런 현상이 발생하는지 확실하지 않아 내부적으로 조사 중입니다. 다만 이 문제는 ACE Pro와 Panchroma Matte PLA에 한정된 것으로 보입니다.
CF-나일론을 여러 번 건조하면 소재 성능이 저하되나요?
적절한 온도에서 반복적으로 건조해도 CF-나일론이 취성화되거나 성능이 저하되지는 않습니다. 단, 권장 온도 이상으로 건조하지 않도록 하세요.
아세톤으로 희석한 자동차용 스팟 퍼티를 Fiberon 혼합물에 사용해도 강도, 휨 또는 온도 저항성에 영향이 없을까요?
아세톤으로 희석한 자동차용 스팟 퍼티 사용에 관하여
스팟 퍼티는 일반적으로 PA6-GF25 및 PA6-CF20와 같은 나일론 복합재에 사용할 수 있지만 고려해야 할 몇 가지 핵심 사항이 있습니다:
아세톤은 권장되지 않습니다 나일론 기반 소재에는 적합하지 않습니다. 나일론은 부분적으로 극성 용매에 민감하여 아세톤과 같은 용매가 표면 연화, 팽창 또는 내부 응력을 유발할 수 있습니다. 특히 PA6와 같은 반결정성 폴리머에서는이는 시간이 지나면서 국부적인 강도 저하 또는 응력 균열로 이어질 수 있습니다. 결국 국부적인 강도 손실이나 응력 균열을 유발할 수 있습니다. 대신 저희는
강한 용매 희석 없이 사용 가능한 에폭시 기반 또는 폴리에스터 기반 충진제 또는 자동차 범퍼나 나일론 기반 플라스틱용으로 설계된플라스틱 호환 스팟 필러를 사용할 것을 권장합니다. 어떤 필러나 퍼티도 전체 적용 전에 부품의 작은 부분에 먼저 테스트해 보세요.
폴리에스터 수지 코팅 – 휨 위험
다음에 대한 우려는
수지 경화 시 발생하는 열에 관한 것이며 이는 타당합니다: 많은 폴리에스터 수지는
경화 중 발열성(exothermic)이며 내부 온도가 80–100°C를 초과할 수 있습니다 이는 부피와 주변 조건에 따라 다릅니다.PA6 복합재는 대략 100–120°C 이상에서 연화되기 시작합니다
(심각한 변형은 ~200°C에서 발생), 얇은 벽 또는 지지대가 약한 부품은 경화 중 휨이 발생할 수 있습니다 특히 클램프되었거나 지지가 불균형한 경우에 그렇습니다. 코팅 방식을 사용하려면 다음과 같은 몇 가지 더 안전한 옵션이 있습니다:권장 마감 옵션
2K 에폭시 프라이머 또는 자동차용 필러 프라이머
이들 프라이머는 PA 소재에 대한 접착성이 우수하며(약간의 연마 또는 접착 촉진제 사용 시 특히), 경화 중 열적 안정성이 좋습니다.
자동차용 플라스틱 접착 촉진제
상도나 충진제를 적용하기 전에 PA 또는 PP 표면용으로 제조된 접착 촉진제를 사용하세요.
저발열 에폭시 수지 코팅
수지 코팅을 원하면 복합재 표면 평활화를 위해 설계된
저발열 에폭시 시스템을 선택하세요. 치수 안정성을 확인하기 위해 작은 부품에서 먼저 테스트하세요.
기계적 마감 + 도장 가장 깔끔한 결과를 위해: 샌딩 → 필러 프라이머 도포 → 재샌딩 → 플라스틱 차체용 자동차 도장 시스템으로 마무리하세요. 요약
나일론 부품에 아세톤 기반 스팟 퍼티를 직접 사용하지 마세요
폴리에스터 수지는 휨을 유발할 수 있으므로 대형/얇은 부품에는 주의하거나 사용을 피하세요
플라스틱 호환 필러, 저발열 코팅 또는 프라이머-필러 + 도장 조합을 더 안전한 접근법으로 사용하세요
생체적합성이 있는 소재가 있나요?
현재로서는 엄격한 생체적합성 테스트를 통과한 소재가 없지만 이를 위해 작업 중입니다.
왜 PLA 제품에 벤젠에 대한 Prop 65 경고가 붙어 있나요?
이는 제품팀의 판단이었습니다. 가설은 벤젠이 흔히 사용되는 성분일 수 있고 CA-65는 제조사가 적어도 하나의 물질을 기재하도록 요구하기 때문에 모든 제품을 테스트할 수 없으므로 제품팀이 스티커에 벤젠을 기재하기로 결정했다는 것입니다. 이는 당사 제품에 실제로 벤젠이 포함되어 있다는 것을 의미하지 않습니다.
앞으로 이 라벨을 제거할 수 있는지 추가 테스트를 진행할 수도 있습니다.
Fiberon™ 소재의 포장 시점 습도는 얼마인가요?
모든 Fiberon™ 필라멘트는 건조 및 진공 밀봉되어 습도 0.3% 미만을 보장합니다. 배치 수준 테스트에 따르면 일반적인 결과는 0.15% 미만입니다.
압출 중 수냉 후 Fiberon™ 필라멘트를 건조하나요?
더 높은 인쇄 온도는 폴리머 용융물에서 CNT(탄소 나노튜브)의 이동성과 분산을 개선하여 더 나은 네트워크 형성을 가능하게 합니다. 이러한 연결성 향상은 표면 저항을 감소시키며 때로는 여러 자릿수(orders of magnitude)로 감소시킬 수 있습니다.
EU 장난감용 EN71-3 테스트를 받은 제품이 있나요?
이 경우 PPS가 최선의 선택이며, 따라서 Fiberon™ PPS-CF10 또는 Fiberon™ PPS-GF20를 권장합니다.
폴리 드라이어(poly dryer)는 어떻게 작동하며 동일한 팬과 히터로 3단계 전력 수준을 만드는 이유는 무엇인가요?
설정 및 온도 조절은 주로 전류 조절을 통해 이루어집니다. 팬 속도(RPM)와 공기 유량은 고정되어 설정 변경을 위해 변하지 않습니다. 마찬가지로 히터 출력도 일정하지만 목표 온도 및 공기 온도 변화에 따라 전체 전력 소비는 달라지며 이는 주로 전류 조절에 의해 발생합니다.
팬 관련 사양은 아래를 참조하세요.
이 정도 크기이며 크리프에 강한 소재로 무엇을 추천하시나요?
이 경우 최선의 선택은 아마도 PolyMax™ PC일 것입니다.
PPS-GF20 소재의 손실계수(dissipation factor)에 대한 정보가 있나요?

저희는 손실계수를 이전에 테스트한 적이 없습니다.
저희가 확인한 바에 따르면 인쇄성을 향상시키기 위해 일부 조성물에 소량의 기타 성분을 포함하고 있으며, 이는 손실계수를 높일 수 있지만 제공할 수 있는 구체적인 값은 없습니다. 특정 적용 조건에서 해당 시험을 수행할 것을 권장합니다.
또한 PPS의 높은 결정화도는 손실계수와 유전율을 낮추는 데 도움이 되므로, 테스트 전에 130°C 또는 230°C에서 어닐링하는 것이 권장됩니다.
또한 TDS에는 유전율(dielectric constant) 값이 포함되어 있을 수 있습니다.
PolyCast 필라멘트를 소실주조(lost-wax casting)가 아니라 로스트폼(lost-foam casting)에 사용하려고 합니다 — 가능한가요?
아니요, 작동하지 않습니다. 용융 금속이 PolyCast 패턴을 제거하기에 충분하지 않습니다.
폼은 용융 금속과 접촉하면 쉽게 소실되고 기화되지만 PolyCast는 너무 밀도가 높다고 생각합니다.
HT-PLA를 고온 소재의 서포트 재료로 사용할 수 있나요?
예! 커뮤니티에서 테스트한 결과 HT-PLA는 PET-CF의 훌륭한 서포트 재료로 작동합니다. 다른 고온 소재에도 적용될 수 있으나 현재까지는 PET-CF만 테스트되었습니다.
Polymaker의 TPU는 에스터 기반인가요, 에테르 기반인가요?
를 확인하면 나눔 가능한 빈 스풀을 보유한 회원이 있을 수 있습니다.
PolyDryer 박스의 플런저 실(plunger seal) 위에 선이 보입니다. 정상인가요? 네, 정상입니다. 그것은 사출 성형 이음(seam)입니다. 특히 투명 재질에서는 완전히 제거하기 어렵습니다.
PPS-CF 또는 다른 소재를 어닐링할 때 환기가 필요합니까?
프린팅 중에는 모든 소재에 대해 적절한 환기가 필요하지만, 어닐링은 온도가 환기를 요구할 정도로 높지 않으므로 일반적으로 환기가 필요하지 않습니다.
귀사의 5KG 플라스틱 스풀은 재활용 가능한가요?
예, 일반적으로 ASA 인쇄 시 냄새가 PLA/PETG보다 강합니다. 이는 중합 과정에서 ASA에 더 많은 소분자가 남아 있기 때문이며 ASA의 고유 특성으로 볼 수 있습니다. 또한 Thomas Sanladerer의 이 비디오를 확인하시길 권합니다:
https://www.youtube.com/watch?v=nofn_MHrxrs
해당 비디오에서 볼 수 있듯이 어떤 플라스틱을 인쇄하든 적절한 환기와 여과를 갖추는 것이 권장됩니다.
TPU90이 유럽의 의료기기 규정(EU) 2017/745의 필수 안전 및 성능 요구사항을 준수한다는 증명서가 있나요? PolyFlex TPU90에 대한 테스트는 ISO 10993 방법(ISO 10993-5: 체외 세포독성, 10: 자극 및 피부 감작성, 11: 전신 독성, 23: 자극 테스트)으로 수행되었습니다. 모든 테스트 보고서가 첨부되어 있습니다. 다음은 몇 가지 학습 내용입니다:ISO 10993은 의료기기(소재가 아닌 의료기기) 표준입니다.
(EU) 2017/745도 의료기기(소재가 아닌 의료기기)에 대한 표준입니다.
이 경우 최종 테스트는 인솔과 같이 인쇄된 최종 제품에서 수행되어야 하며, 이는 소재, 프린터, 인쇄 공정, 인쇄 환경 등 모든 요소가 최종 결과와 관련이 있음을 의미합니다. 테스트는 제품이 의료기기로 간주되는 고객이 수행해야 합니다.
재료 회사(저희와 같은)가 재료에 대해 테스트를 수행하는 목적은 최종 제품(예: 인솔)이 테스트를 통과할 수 있다는 신뢰를 높이기 위함입니다. 일반적으로 ISO-10993 -5/10/11/23을 통과하는 소재는 피부 접촉 응용에 적합하다고 이해됩니다. 저희 나일론의 수축률은 어떻게 되나요? CoPA, PA6-CF, PA12-CF, PA612-CF 또는 기타 나일론의 수축은 어느 정도인가요? 이는 인쇄 직후와 어닐링 직후를 말하는지, 아니면 습기 조건을 허용한 이후를 말하는지에 따라 다릅니다. 어닐링 직후에는 약간 수축하지만, 습도 조건에 두어 수분을 흡수하면 부품이 약간 팽창합니다. 일반적으로 ISO-10993 -5/10/11/23을 통과하는 소재는 피부 접촉 응용에 적합하다고 이해됩니다.
더 많은 데이터는 다음에서 찾을 수 있습니다.
두 개의 PolyCast 또는 PolySmooth PVB 프린트를 어떻게 결합하나요?
두 PolyCast 부품을 결합하려면: 알코올(이는 PVB에 좋은 용매로 두 절반을 용해시켜 결합시키고 용매가 증발하면 고체로 남게 됩니다)
투자 주조(investment casting)용으로 PolyCast와 함께 어떤 코팅 또는 플라스터가 가장 좋나요?
PolyCast 필라멘트를 이용한 투자 주조에서 세라믹 코팅 선택은 주조되는 금속 종류와 원하는 표면 마감에 따라 달라질 수 있습니다. 일반적으로 사용되는 옵션은 다음과 같습니다: 여기
Fiberon PPS-CF는 얼마나 흡습성인가요? 습기에 얼마나 영향을 받나요? PPS-CF에 필라멘트 드라이어가 필요합니까?
PPS-CF는 매우 느린 흡습 속도를 가지며 습기에 민감하지 않습니다. 다만 필라멘트에 부착된 수분은 출력물의 외관을 저하시킬 수 있습니다. 따라서 필라멘트를 보관할 때 PolyBox 또는 PolyDryer 사용을 권장합니다. 필라멘트가 3일 이상 환경에 노출된 경우 사용 전에 다시 건조할 것을 권장합니다.
Fiberon PPS-CF를 300°C에서 인쇄할 수 있나요? PPS-CF를 더 낮은 온도에서 인쇄할 수 있나요?
저희는 PPS-CF의 최소 권장 인쇄 온도를 310°C로 설정했습니다. 300°C에서도 압출은 가능하지만 층간 결합 강도가 크게 저하되어 전체 성능과 사용자 경험에 부정적 영향을 줄 수 있기 때문입니다.
Fiberon 스풀을 1KG로 제공하나요? PET-CF, PPS-CF, PA-CF 등 Fiberon의 1KG 스풀?
탄소섬유 혼합물은 스풀에서 더 취성이며 단단히 감기 어렵기 때문에 가까운 시일 내에 Fiberon 1KG 스풀을 제작하지 않을 예정입니다. 이는 스풀 중심이 더 커져 1KG의 필라멘트가 1KG 스풀에 들어가지 않기 때문입니다.
다만 모든 Fiberon 제품에 대해 3KG 옵션은 제공하고 있습니다.
PPS-CF10이 약 120°C에서 원유 및 방향족 용매와 장기간(수개월) 접촉 시 화학적 내성은 어떠한가요?
저희는 PPS-CF10의 인쇄성을 최적화하여 작업하기 쉽도록 했지만 기반 소재는 여전히 PPS입니다. PPS는 본래 오일 및 방향족 탄화수소에 대한 우수한 저항성을 가지고 있으며, 이러한 화학 저항성 특성은 해당 블렌드에서도 변하지 않을 것으로 생각합니다.
그러나 귀하의 특정 적용 조건을 고려하여 전체 도입 전에 일부 테스트를 수행해 소재 성능을 검증할 것을 권장합니다.
탄소섬유 나일론(예: PA6-CF, PA12-CF, PA612-CF)을 밀봉하여 방수로 만들 수 있나요?
저희 경험은 풍부하지 않지만 적절한 인쇄 공정을 사용하여 부품을 방수화하는 방법에 관한 여러 글을 찾았습니다.
https://all3dp.com/2/watertight-3d-print-tutorial/
https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
PPS-CF에 대한 UL94 인증이 있나요? PPS-CF는 UL94 인증을 받았나요?
PPS-CF에 대한 UL94 인증은 없습니다.PETG-ESD의 표면 저항성은 인쇄 온도에 따라 어떻게 작동하나요? 인쇄 온도가 표면 저항성에 영향을 주나요?표면 저항성은 노즐 온도와 관련이 있습니다. 표면 저항성은
따라서 더 높은 노즐 온도를 사용하면 표면 저항성을 낮추는 데 도움이 됩니다.
추가 정보
나일론 소재(또는 이 현상이 해당되는 다른 소재)의 유리전이온도(Tg)가 열변형온도(HDT)보다 낮은 이유는 무엇인가요?
유리전이온도(Tg)는 폴리머의 비정질 영역이 연화되는 온도를 의미합니다. 반면 HDT는 높은 온도에서 하중을 견디는 재료의 능력을 측정하는데, 이는 결정화 영역과 섬유 보강의 영향이 더 큽니다. 어닐링 중에 결정화도가 증가하면 HDT가 Tg를 초과할 수 있으며, 이는 재료가 하중 하에서 더 높은 온도에서도 구조적으로 안정적임을 의미합니다.
어닐링은 폴리머의 결정화도를 증가시킵니다. PA-CF의 경우 이는 재료 내부의 결정 영역이 더 조직화되고 치밀해진다는 것을 의미합니다. 이러한 결정 영역은 비정질 영역보다 열적 안정성이 높아 Tg를 초과하는 온도에서도 형상과 강성을 유지할 수 있습니다.
여러 충전 필라멘트 내의 CF 섬유는 혼합물(PA6, PA12, PA612 등) 전반에 걸쳐 동일하며 단지 섬유 양만 다른가요? 아니면 섬유 길이 자체도 다른가요? 여기
PA6-CF, PA12-CF 및 PA612-CF의 경우 생산에 동일한 탄소섬유를 사용하고 있습니다. PET-CF의 경우 제조 공정 차이로 탄소섬유가 더 짧아집니다. PETG-rCF의 경우 섬유는 재활용 재료에서 유래하여 다릅니다.
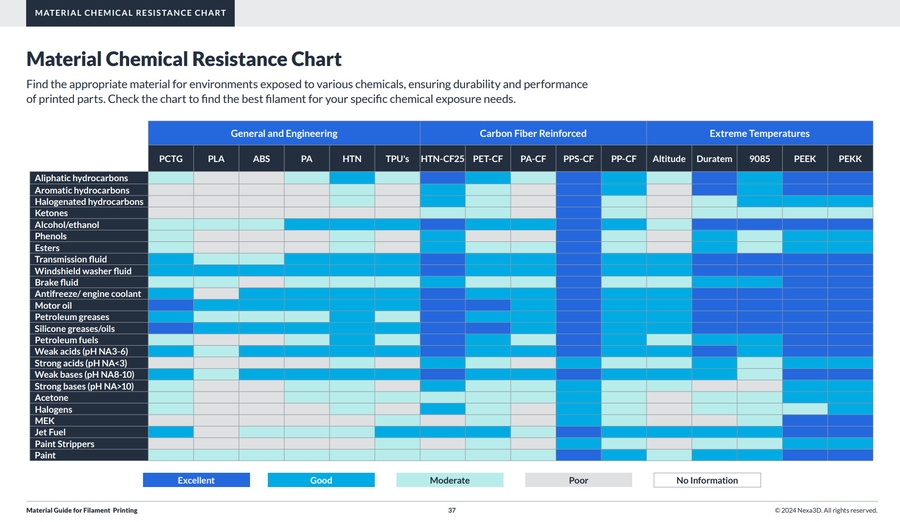
PET-CF는 화학적으로 내성이 있나요?
화학적 저항성은 주로 기반 소재에 의해 결정되며 PET는 일반적으로 우수한 화학적 저항성을 갖습니다. 아래 차트를 참조하세요:
야광(Glow in the Dark) 필라멘트는 어떻게 발광하나요? 당사 야광 필라멘트는 아연 또는 스트론튬 알루미네이트를 사용하나요?
Panchroma Glow의 경우 스트론튬이 포함되어 있지만 아연은 없습니다. 추가 정보로 필라멘트 내 야광 분말 총 함량은 2–2.5 wt%이지만 내부의 정확한 스트론튬 원소 함량은 알지 못합니다.
헥스 코드(hex codes)는 어떻게 결정하나요?
헥스 코드는 현재 인지된 색상의 추정치입니다: 동일한 조명 조건에서 동일한 출력물을 사진으로 촬영한 다음 각 픽셀을 알고리즘으로 처리하여 HEX 코드를 출력합니다.

폴리카보네이트로 만든 제품은 전구체 단량체인 비스페놀 A(BPA)를 포함할 수 있습니다. 그러나 다른 제품에는 포함되어서는 안 됩니다.
당사 필라멘트 중 PLA EN 13432 조건을 충족하는 것이 있나요?
저희는 이 적용 분야(포장)에 깊이 관여하지 않았기 때문에 현재까지 어느 제품도 이 기준으로 테스트되지 않았습니다.
Panchroma Satin과 Panchroma Matte의 차이는 무엇인가요?실제로 표면 마감의 차이입니다 - Panchroma Satin이 Panchroma Matte보다 덜 무광입니다. 브랜딩 측면에서 Panchroma Satin은 저희 PolyTerra PLA를 리브랜딩한 제품이었습니다. 따라서 Satin은 Matte보다 약간 강하지만 "+" 라벨을 붙일 만큼 충분히 강하다고 판단되지 않아 현재는 단지 표면 마감 차이로만 부르고 있습니다.
PolyDryer에 사용된 팬의 사양(회전수 및 공기압 포함)은 무엇인가요?
팬 속도(RPM)와 공기 유량은 고정되어 설정 변경을 위해 변하지 않습니다. 마찬가지로 히터 출력도 일정하지만 목표 온도 및 공기 온도 변화에 따라 전체 전력 소비는 달라지며 이는 주로 전류 조절에 의해 발생합니다.

PolyDryer의 비프음을 끌 수 있나요?
이는 변경할 수 없는 기능이지만 2025년 5월 이후 생산된 새 유닛은 가능합니 다: “SETTING” 모드에서 “Pause”와 “Decrease” 버튼을 동시에 5초간 눌러 버저 레벨 설정 모드로 진입하세요. 디스플레이에 “bu-01”이 표시됩니다. “Increase +” 또는 “Decrease −” 버튼으로 볼륨을 조절하세요. 총 3단계 볼륨 레벨이 있습니다. 원하는 볼륨을 설정한 후 “Pause” 버튼을 눌러 설정을 저장하고 “SETTING” 모드로 종료하세요. TPU가 -25℃와 같은 저온을 견딜 수 있나요? TPU는 유리전이온도 이하의 저온에서는 더 단단하고 취성이 되므로 이러한 저온에서는 권장되지 않습니다.

https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
ASA 또는 ABS의 압축 강도에 대한 데이터가 있나요?
현재 이 데이터는 보유하고 있지 않습니다.
UV 변환 PLA를 재충전(recharge)할 수 있나요? 효과는 몇 번의 노출만 지속되며 장시간 UV에 노출하지 않으면 지속되지 않습니다.
나일론의 특성은 젖은 상태와 건조 상태에서 크게 달라지지만, 사양서에 따르면 소재의 열변형온도(HDT)에는 영향을 주지 않는 것으로 보입니다. 이게 사실인가요?
HDT는 주로 폴리머의 결정 구조와 유리전이온도에 의해 결정되며, 흡수된 습기로 인해 크게 영향을 받지 않습니다.
습기가 인장 강도와 탄성을 저하시킬 수 있지만, 주어진 하중에서의 연화점(HDT 측정)은 기본 폴리머의 열적 전이와 섬유 보강에 의존하므로 상대적으로 안정적입니다.
그럼에도 불구하고 습한 환경에서의 장기 열적 노화는 HDT가 단기 시험에서 유사하게 유지되더라도 특성 저하를 가속화할 수 있습니다.
요약하자면:
PA6-CF의 HDT는 젖은 상태와 건조 상태에서 크게 달라지지 않지만, 이는 실제 조건에서 열과 하중 하의 성능이 동일하다는 것을 의미하지 않습니다. 크리프 저항성과 치수 안정성은 습기로 인해 여전히 저하될 수 있습니다.
응용이 고온 및 고습에 지속적으로 노출되는 경우 다음을 권장합니다:
✔ 건조 필라멘트로 인쇄하세요
✔ 인쇄 후 어닐링하여 결정화도와 치수 안정성을 향상하세요
✔ 습기 저항이 중요하다면 PET-CF 또는 PPS-CF 사용을 고려하세요
귀사 제품의 HS 코드는 무엇인가요?
필라멘트 HS 코드: 3916909000
Polybox HS 코드: 84193900
PolyDryer HS 코드: 8419390000
PolyDryer 박스 HS 코드: 8419908590
Polysher HS 코드: 8465930000
Nebulizer HS 코드: 8424300000
Pellet PolyCore HS 코드: 3903900000
UV 변환 Panchroma PLA의 효과가 시간이 지나며 약해졌을 때 재충전할 방법이 있나요?
PLA의 UV 변환 효과가 사라지면 재충전하거나 복원할 수 없습니다—이것은 소재의 알려진 한계입니다.
나일론의 온도 저항성은 젖었을 때와 건조했을 때 달라지나요?
PA6-CF를 포함한 나일론 기반 소재는 습기 함량에 따라 기계적 특성이 크게 변합니다. 일반적으로 흡습이 증가하면 강도, 강성 및 치수 안정성이 감소합니다.
노즐은 소모품이며 모든 탄소섬유 소재는 노즐을 마모시킵니다. 섬유가 더 단단하고 함량이 높을수록 더 빨리 마모됩니다. 경화 강철 노즐은 이 과정을 늦춥니다. 정밀도가 중요하다면 노즐을 정기적으로 교체하는 것을 권장합니다.
또한 노즐 마모는 선형적이지 않으므로 자주 교체하고 싶지 않다면 0.6mm 노즐을 사용하거나 일정 기간 후 치수 보상을 추가하는 것을 고려하세요.
Polymaker 제품의 HS 코드는 무엇인가요?
PA6-CF의 HDT는 젖은 상태와 건조 상태에서 크게 달라지지 않지만, 이는 실제 조건에서 열과 하중 하의 성능이 동일하다는 것을 의미하지 않습니다. 크리프 저항성과 치수 안정성은 습기로 인해 여전히 저하될 수 있습니다.
응용이 고온 및 고습에 지속적으로 노출되는 경우 다음을 권장합니다:
PolyFlex TPU95의 VOC 함량이 있나요?
현재 이 데이터는 보유하고 있지 않습니다.
Polysher HS 코드: 8465930000
Nebulizer HS 코드: 8424300000
Polymaker 필라멘트의 ECCN 번호는 무엇인가요?
ECCN: EAR99
PLA의 UV 변환 효과가 사라지면 재충전하거나 복원할 수 없습니다—이것은 소재의 알려진 한계입니다.
나일론의 온도 저항성은 젖었을 때와 건조했을 때 달라지나요?
PA6-CF를 포함한 나일론 기반 소재는 습기 함량에 따라 기계적 특성이 크게 변합니다. 일반적으로 흡습이 증가하면 강도, 강성 및 치수 안정성이 감소합니다.
Polymaker CoPE의 히트 크리프(heat creep)에 대한 정보가 있나요?
히트 크리프가 콜드 엔드에서 필라멘트가 연화되어 걸림(jamming)을 초래하는 것을 의미한다면, CoPE는 유사한 열적 특성 때문에 일반 PLA와 유사한 성능을 보입니다(무 jam-free 특성).
Polymaker 제품의 열전도율 정보를 가지고 있나요?
보유하고 있지 않습니다. 폴리머는 일반적으로 열전도성 목적보다는 다른 특성으로 사용됩니다.
제품의 CTI(전기 아크 추적 지수) 값을 가지고 있나요? 아니요, 기본 소재를 참조할 것을 권장합니다. 3D 프린팅 부품은 인필이 달라 전체 부품 특성이 바뀝니다.
그러나 제3자 ATEX 인증을 보유하고 있지 않으며 폭발성 대기 환경에 대해 특별히 검증된 바도 없습니다.
3D 프린팅 매개변수, 부품 형상 및 환경 조건(습도 및 마모 등)이 ESD 거동에 영향을 줄 수 있으므로 필라멘트 데이터만으로 ATEX 요구사항 충족을 보장할 수 없습니다. Fiberon™ PETG-ESD 현재로서는 정식 ATEX 승인을 받은 필라멘트를 제공하지 않습니다. 인증된 소재가 필요하면 작동 조건에서의 응용별 테스트를 수행하거나 인쇄된 부품으로 공인기관에 인증을 의뢰할 것을 권장합니다.
그렇지만 주로 일관된 ESD 성능을 유지하는 것이 요구조건이라면 다음을 제안합니다: PETG-ESD를
더 높은 노즐 온도(약 270°C 전후) 로 인쇄하여 최적의 전도성을 달성하세요.인쇄된 부품의 표면 저항을 정기적으로 테스트하여 요구 범위 내에 있는지 확인하세요.
왜 제 출력물의 상단과 하단은 쉘 벽보다 덜 광택이 있고 더 무광인가요? 이는 FDM 프린터가 레이어를 쌓는 방식 때문에 빛이 산란되어 표면이 덜 광택 있게 보이기 때문입니다. 측면이 더 선명하게 보이는 것은 레이어가 쌓이는 방식 때문입니다. 팬 속도를 낮추거나 인쇄 속도를 줄이거나 온도를 조정해 볼 수 있지만 어느 정도의 무광 마감은 공정의 일부입니다. 2.85mm 필라멘트를 단종하나요?
예 - 수요 부족으로 인해 서서히 단종되고 있습니다. 다만 맞춤형 스풀은 여전히 제작 가능하나 대량 주문의 경우 1,000KG의 최소 주문 수량이 있습니다. PolyMax PC-FR에 무슨 일이 있었나요?원자재 조달 문제로 현재 생산되지 않고 있습니다. 대체 솔루션을 조사 중입니다. 그동안 V0 난연 특성을 가진 PPS-CF 또는 PPS-GF를 확인해 보시길 권장합니다. Pachroma CoPE를 PLA의 서포트 재료로 사용할 때 권장 인쇄 설정(Z-gap 및 서포트 인터페이스 밀도 등)에 대한 제안이 있나요?
PLA용 서포트를 사용할 때 권장되는 서포트 설정을 사용하면 됩니다 - 예를 들어 Z 거리 0mm 등. PolyCast의 왁스 함량은 얼마인가요?PolyCast의 소각 후 재(ash) 잔류량은 얼마인가요?
Fiberon™ PETG-ESD(구 PolyMax™ PETG-ESD) 필라멘트가 ANSI S20.20 ESD 표준을 충족하나요? Fiberon™ PETG-ESD(구 PolyMax™ PETG-ESD)는 내부 테스트에서 ESD 안전 범위 내의 안정적인 표면 저항을 보이는 것으로 확인되었습니다. 그러나 현재로서는 ANSI/ESD S20.20
또는 다른 제3자 표준에 대한 공식 인증은 없습니다.
3D 프린팅은 변동성(프린터 설정, 형상, 환경 등)을 도입하므로 최종 부품의 ESD 성능이 달라질 수 있습니다. 따라서 고객이 요구하는 시험 기준에 따라 특정 인쇄 부품의 ESD 특성을 검증할 것을 권장합니다.
Fiberon PET-CF17가 표준 PETG와 단일 인쇄에서 잘 붙나요?
Fiberon™ PET-CF17과 표준 PETG는 일반적으로 호환되며 인쇄 중 서로 접착될 수 있습니다. 두 소재 모두 PET 기반이기 때문에 PET-CF17을 구조적 코어로, PETG를 외층으로 사용하는 것이 가능합니다.
다만 최종 부품에 사용하기 전에는
검증을 수행할 것을 권장합니다. 접착이 일반적으로 양호하긴 하지만 몇 가지 고려사항이 있습니다:
기계적 차이: PET-CF17은 보강되어 강성이 높고 수축이 낮은 반면 일반 PETG는 더 연성이 있습니다. 이러한 불일치는 특히
큰 접합 면적
이나 열적 사이클링 하에서 내부 응력을 유발할 수 있습니다.
실무 조언: 작은 표면 인터페이스에서는 보통 잘 결합됩니다. 큰 접촉 면적의 경우 접착만으로는 장기적 안정성을 보장하지 못할 수 있으므로 권장하지 않습니다.
요약하면 조합은 작동할 수 있지만 적용 요구사항으로 검증하세요. 기계적 요구가 높은 부품의 경우 PETG와 PET-CF17 사이의 매우 큰 접합 면적을 피하는 것을 권장합니다.
0.003%
Panchroma Matte 또는 기타 Panchroma PLA 제품에 대한 피부 안전 데이터가 있나요?
아니요, Panchroma에 대한 피부 안전 데이터는 없습니다. 가장 큰 문제는 식품/피부 안전 필라멘트에 대한 산업 표준이 없다는 점입니다. PET-CF의 압축 강도 데이터를 보유하고 있나요? 죄송하지만
일반적인 “어닐링된 PET-CF17 관통 볼트 연결용 단일 압축 강도”를 공개하지 않습니다. FFF 부품의 압축/베어링 성능은 인쇄 방향, 벽 두께, 인필, 어닐링 절차 및 국부 기하학에 강하게 의존하기 때문입니다.
필라멘트가 PFAS/PFOS 무함유임을 선언하는 문서가 있나요?
예, 당사 웹사이트의 해당 페이지에서 확인하실 수 있습니다.
Fiberon ESD 소재에 사용된 ESD 테스트 방법은 무엇인가요? 그동안 V0 난연 특성을 가진 PPS-CF 또는 PPS-GF를 확인해 보시길 권장합니다. Fiberon™ PETG-ESD 및 PA612-ESD의 표면 저항은 ANSI/ESD STM11.11 표준을 사용하여 3D 인쇄 바에서 테스트되었습니다.
제 PETG-rCF 출력물이 빌드 플레이트에 너무 잘 달라붙습니다.PVA/PVP 풀을 사용하면 도움이 될 수 있습니다. Fiberon 스풀 끝의 테이프가 프린트를 실패하게 합니다 - 수정할 수 있나요? 예! 이 문제는 2025년 8월 이후 제조된 모든 Fiberon 제품에 대해 이미 수정되었습니다.
필라멘트에 대한 일반적 합격 증명서(GCC) 또는 아동용 제품 증명서(CPC)가 있나요?GCC는 당사
페이지에서 확인하실 수 있습니다.PETG-ESD의 유전율 데이터가 있나요?
아니요, 유전율은 Fiberon PPS-GF20과 같은 절연 재료에 더 관련이 있으며 저희는 해당 소재에 대한 데이터는 보유하고 있습니다.
ASA-CF 또는 Panchroma Luminous는 0.6mm 노즐이 필요합니까 아니면 0.4mm로 사용해도 괜찮습니까?
모든 Fiberon 필라멘트는 0.4mm에서 잘 작동합니다. Panchroma Luminous는 0.6mm 노즐을 요구하지 않지만 경화된(hardened) 노즐이 필요합니다. 필라멘트에 히트셋(heat set)을 넣기 위해 인두 온도를 얼마로 사용해야 하나요? 완벽한 온도는 없지만 추출 온도 부근 또는 약간 높은 온도를 권장합니다. 이 온도에서는 빠르게 작업해야 하므로 너무 높으면 온도를 낮춰 조절하세요. Polydryer의 빨간 깜박이는 불빛이 고장임을 의미하나요?.
아닙니다! 빨간 깜박이는 불빛은 작동 중이며 적극적으로 건조하고 있음을 의미합니다.
귀사의 PLA Pro에 인(P) 성분이 포함되어 있나요? 인증 및 선언문아니요, 포함되어 있지 않습니다.
ASA 서포트가 ABS와 같은 설정에서 더 보기 흉한 출력물을 유발하는 것을 발견했습니다 - 어떻게 하시겠습니까?
일부 사용자는 ASA에서 서포트 Z-gap을 ABS보다 줄이면 더 나은 결과를 얻는 것으로 보고했습니다.
PET-GF에 권장하는 서포트 재료가 있나요?
PA12 또는 PLA용 PolySupport와 호환됩니다. 다만 R&D 테스트에 따르면 접착력이 너무 강하여 서포트로 적합하다고 간주하기 어렵습니다. 따라서 TDS에 포함하지 않았습니다.
있습니다 - 그러나 매우 비용이 많이 들 수 있습니다. 저희는 자체 크리프 측정 방법을 개발 중이며 향후 TDS 문서에 추가할 예정이지만 ETA는 없습니다.
PolySmooth의 Z축 영률(Young's Modulus)에 대해 TDS와 앱이 다른 이유는 무엇인가요? 인증 및 선언문두 값은 모두 올바르지만 테스트 방법이 다릅니다. Material App은 최신 테스트 방법입니다.
이는 깨끗하고 새 텍스처드 PEI 플레이트에서 가장 두드러집니다. 빌드 플레이트에 접착스틱을 바르고 빌드 플레이트가 실온이 될 때까지 기다린 후 부품 제거를 시도해 보세요.
인쇄하기 쉬운 흰색 버전의 Fiberon TDS가 있나요?
添昌/Tchang CJ110B-Z1
PolyLite™ PLA의 열전도율(λ) 또는 U-값 데이터를 가지고 있나요?
고체 상태에서 PolyLite PLA의 열전도율은 참조값으로 0.231 W/(m*K)입니다. 매우 상세한 데이터는 현재 제공되지 않습니다.
현재는 PA12용 PolySupport를 권장합니다.
유럽에서 PolyCast를 사용할 수 있는 주조소를 알고 있나요?
다음 프랑스 회사와 연락한 적이 있습니다: https://www.nowak.fr/en/
네덜란드에서 PolyCast와 함께 작업한 적 있는 곳 하나는 다음과 같습니다: https://www.kustersgoumans.nl/nl/
Matte가 일반 PLA와 실제로 무엇이 다른지 설명해 주실 수 있나요? "유기/광물 충전"이라고 적혀 있는데 정확히 무슨 의미인가요?
유기 충전제는 식물과 같이 살아있거나 한때 살아있었던 유기체에서 유래합니다. 전분은 PLA의 원료인 좋은 예입니다.
광물 충전제는 채굴되어 미세한 분말로 갈아진 천연 암석과 광물에서 유래합니다. 점토와 실리카가 전형적인 예입니다.
Panchroma™ Matte PLA 포뮬라는 다른 포뮬러를 사용하기 때문에 일반 PLA보다 퇴비화 가능성이 더 높습니다.
하지만 Panchroma Matte PLA에 사용된 정확한 재료는 당사의 소재 포뮬러에 대한 기밀 정보이므로 알려드릴 수 없어 죄송합니다.

왜 제 필라멘트가 스풀에서 서로 붙어 있나요?
이는 일반적으로 스풀에 재료에 비해 너무 높은 온도가 가해졌기 때문입니다. 이를 방지하려면 항상 권장 온도 범위에서 필라멘트를 건조하시기 바랍니다.
PETG-ESD가 출력물의 위치에 따라 표면 저항이 다른 것을 확인했는데, 왜 그런가요?
왜 바닥 표면이 더 전도성이 높은가요
PETG-ESD의 ESD 성능은 탄소 나노튜브(CNT)가 형성하는 전도 경로에서 나옵니다.
그 바닥 표면은 빌드 플레이트에 직접 눌려져, 강한 용융 압축과 우수한 CNT 정렬을 가지므로 저항이 낮습니다.
그 상단 표면은 특히 용융 흐름이 완전히 합쳐지지 않거나 너무 빨리 냉각되면 약한 CNT 접촉을 형성할 수 있으며, 이는 매우 높은 저항값으로 이어집니다.
상단 레이어가 충분히 조밀하지 않거나 용융이 완전히 결합되지 않으면 이 차이는 매우 커질 수 있습니다.
상단 표면의 ESD 성능을 개선하는 방법
상단 표면의 저항을 크게 줄이기 위해 다음을 강력히 권장합니다:
상단 레이어 수를 최소 6–8로 늘리십시오 용융의 완전한 결합을 보장하기 위해
단단한 상단 인필 패턴을 사용하십시오 (직선형 또는 동심원형).
상단 표면 인쇄 속도를 낮추십시오 (20–40 mm/s) 용융 융합을 개선하기 위해.
상단 레이어의 플로우를 100–105%로 증가시키십시오 상단 레이어에 대해.
상단 표면 아이로닝을 수행하십시오이는 표면을 재용융시켜 CNT 네트워크가 보다 균일하게 재형성되도록 함으로써 CNT 연결성을 크게 개선할 수 있습니다.
아이로닝은 사용자가 상단 레이어에서 매우 높은 저항을 볼 때 종종 가장 큰 영향을 주는 단일 단계입니다.
PolyCast를 태우거나 녹일 때 유독가스나 증기가 발생하나요?
Polycast 성분의 유리 전이 온도는 60–70 °C이므로 섭씨 335도(℉로 표기된 값) 이상의 온도에서는 소량의 성분이 유출될 수 있습니다.
또한 Polycast 가열 중 발생하는 '달콤한' 냄새는 추가 확인이 필요합니다. 그 냄새를 유발하는 특정 화합물을 식별하려면 외부 시험이 필요하며 상당한 시간이 걸릴 수 있습니다.
단기적인 해결책으로는 고객에게 왁스 소성 과정에서 사용하는 온도를 낮출 것을 제안드립니다.
Panchroma 듀얼 그라디언트 우드 PLA에서 더 어두운 갈색은 무엇이며, 단독으로 판매하나요?
그것은 Earth Brown Matte PLA입니다 - 그러나 그라디언트 색상에 혼합된 상태와 완전히 동일하게 보이지는 않을 것입니다. 그 이유는 그라디언트 색상 제작 과정에서는 색상이 계속 혼합되기 때문입니다.
Fiberon ASA-CF08에 권장하는 서포트 재료는 무엇인가요?
PA12에는 지원 재료용으로 특별히 설계된 PolySupport를 권장합니다. PLA는 대안으로 고려할 수 있습니다.
PolyDryer용 교체 스풀 롤러를 구매할 수 있는 옵션이 있나요?
현재는 없습니다. 따라서 하나를 출력할 것을 권장합니다. 참조 데이터는 다음과 같습니다: 길이 90.5mm, Φ20.8mm.
어닐링되지 않은 PPS-GF의 HDT 데이터가 있나요?
결정질 재료의 어닐링되지 않은 HDT 제공에 관해서는 일반적인 오해가 있습니다. PET-GF15의 경우 저희는 '인쇄된 상태'의 재료 HDT를 제공합니다. 그러나 이는 인쇄된 샘플의 HDT를 나타낼 뿐이며 모든 인쇄 공정에 걸친 어닐링되지 않은 HDT를 의미하지 않습니다. 이는 서로 다른 인쇄 공정이 초기 결정화 수준에 차이를 초래하며, 결정질 재료의 HDT에 큰 영향을 미치기 때문입니다.
어닐링되지 않은 상태에서 재료의 최소 내열성을 평가하려면 유리 전이 온도(Tg)를 신뢰할 수 있는 기준점으로 사용할 것을 권장합니다. 또한 저희 테스트는 PPSCF 포뮬레이션이 Bambu와 비교하여 큰 차이가 없음을 보여줍니다. 기계적 물성은 Bambu보다 약간 낮지만 인쇄 성능은 다소 우수합니다.
귀사의 PPS-GF가 230V 선로 전압 애플리케이션에서 작동하나요?
전기 절연 관점에서
PPS(폴리페닐렌 설파이드)는 본질적으로 우수한 전기 절연체입니다그리고 유리 섬유(GF) 의 추가는 재료를 전기적으로 전도성으로 만들지않습니다. 벌크 재료 관점에서 PPS-GF는 높은 부피 저항률과 유전 강도를 유지하여 230V 시스템을 포함한 일반적인 저전압 전기 절연 응용에 적합합니다.
그러나 3D 인쇄된 부품의 경우전기적 성능은 기본 폴리머뿐만 아니라 다음에도 영향을 받습니다:
레이어 간 계면
내부 기공
인쇄 방향 및 벽 두께
습도 및 오염과 같은 환경적 요인
이 때문에 인쇄된 PPS-GF 부품은 인증된 전기 안전 장벽이 아니라구조적 또는 기능적 절연으로 취급해야 합니다(검증되지 않은 한).
안전 및 규정 준수 고려사항
저희는 3D 인쇄된 PPS-GF 부품에 대해 제3자 전기 인증(예: IEC, UL 절연 클래스)을 주장하지 않습니다 만약 부품이 전원 도체 근처에서 사용된다면,
유격 및 누설 거리(크리페이지 및 클리어런스)는 적용 가능한 전기 표준에 따라 설계되어야 합니다 재료 선택과는 독립적으로.중요한 애플리케이션의 경우,
최종 인쇄 부품에 대한 내전압 및 절연 저항 테스트 를 강력히 권장합니다. 열적 및 환경 적합성
PPS-GF는 다음과 같은 경우에 특히 적합합니다:
높은 작동 온도
열 사이클
오일, 연료 또는 공격적인 화학물질에의 노출
이들은 PPS-GF가 일반적으로 많은 공학용 플라스틱보다 우수한 성능을 보이는 영역입니다.
실용적 권장사항
230 V 애플리케이션에서 전기 안전을 극대화하려면:
다음을 사용하십시오
다중 외곽선 및 높은 인필 내부 공극을 줄이기 위해. 라이브 도체 근처의 얇은 단면을 피하십시오.
부품이 서비스 중에
건조하고 깨끗한 상태를 유지하도록 하십시오. 실제 운전 조건(전압, 온도 및 습도)을 포함하여
최종 인쇄 부품을 검증하십시오. 재료 능력:절연 관점에서 PPS-GF 자체는 230 V에 적합합니다
플라스틱 호환 필러, 저발열 코팅 또는 프라이머-필러 + 도장 조합을 더 안전한 접근법으로 사용하세요
주요 제한 사항: 최종 전기 안전성은 부품 설계 및 인쇄 품질에 따라 달라집니다
모범 사례: 배치 전에 애플리케이션별 전기 테스트를 수행하십시오
Perform application-specific electrical testing before deployment 애플리케이션별 전기 테스트를 배포 전에 수행하십시오
Last updated
Was this helpful?