유출(오징)
이 부분에서는 원인에 따라 두 가지 유형의 유출(oozing)을 구분하겠습니다.
첫 번째 원인은 압출된 필라멘트가 노즐 내부의 재료와 연결되어 발생하는 유출입니다. 압출된 필라멘트는 노즐이 다른 위치로 이동할 때 노즐 내부의 재료를 끌어내어 늘어나게 합니다. 이 현상을 문자열이 생성되기 때문에 스트링잉(stringing)이라고 부르겠습니다.
분자 간 상호작용이 높은 폴리머나 수분을 흡수한 폴리머는 이러한 문제가 발생하는 경향이 있습니다.
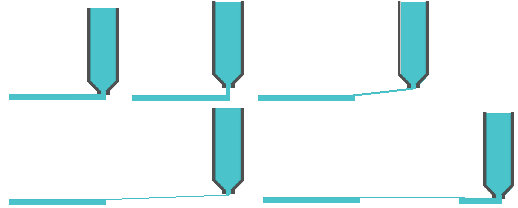
이 스트링잉 문제를 해결하는 간단한 방법은 노즐을 다른 위치로 이동하기 전에 노즐로 닦아내는(wiping) 동작을 수행하여 노즐 내부의 재료와 연결된 압출된 필라멘트를 끊는 것입니다.
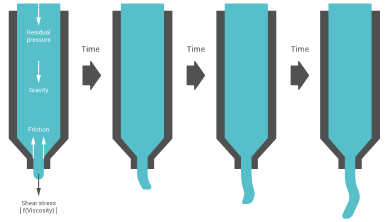
두 번째 원인은 잔류 압력과 중력에 의해 시간이 지남에 따라 재료가 노즐 밖으로 밀려나오는 실제 재료 유출입니다.
앞서 언급한 바와 같이, 위의 세 가지 요소가 노즐에서 유출되는 재료의 양을 결정합니다:
잔류 압력, 중력 및 시간.
유출을 줄이려면 각각을 감소시키거나 상쇄해야 합니다:
잔류 압력:
잔류 압력은 노즐 내부에서 일정 체적 속도로 압출하기 위해 프린터가 압력을 축적한 결과입니다. 이 압력은 매우 짧은 시간 안에 노즐에서 완전히 해소될 수 없기 때문에 재료가 약간 계속 압출됩니다. 잔류 압력을 줄이려면 리트랙션 설정(거리, 속도)을 늘리거나, 코스팅을 증가시켜(잔류 압력을 사용해 층을 마무리) 사용하거나, 압출 비율을 낮춰(압출에 필요한 압력이 적음) 또는 프린팅 온도를 높여(압출에 필요한 압력이 적음) 해결할 수 있습니다.
중력
중력은 항상 필라멘트를 노즐 밖으로 끌어당기며, 중력력이 노즐 내부 표면에 대한 플라스틱의 흐름 저항 및 플라스틱 내부의 전단력보다 강하면 유출이 발생합니다. 노즐 내부 표면과 플라스틱 간의 흐름 저항은 다이 L/D 비율(L: 다이 모세관의 길이, D: 노즐 구멍의 직경)을 증가시켜 높일 수 있습니다. 플라스틱 내부의 전단력은 노즐의 온도를 낮춤으로써(따라서 일부 듀얼 익스트루전 3D 프린터에서는 대기 온도) 증가시킬 수 있습니다.
시간
노즐에서 유출되는 재료의 양은 노즐이 비활성 상태인 시간의 길이에도 좌우됩니다. 지속 시간이 길수록 더 많은 양의 재료가 존재합니다. 이 시간은 이동 속도, 가속도 및 적절히 높은 저크(jerk) 설정을 통해 크게 줄일 수 있습니다. 재료가 모델의 다른 부분에 도달하기 전에 유출될 시간이 없게 됩니다. 높은 이동 속도와 가속도는 인쇄 속도와 가속도를 높일 때처럼 고스팅(ghosting)에 영향을 주지 않아야 합니다. 그러나 듀얼 익스트루전 인쇄의 경우 이 요소는 실제로 변경하기 어렵습니다.
Last updated
Was this helpful?