Consejos de impresión de material Polymaker
Polymaker PLA
PolyLite™ PLA
No hay requisitos especiales al imprimir con PolyLite™ PLA. Puedes imprimirlo en cualquier impresora con cualquier configuración.
Este material es una opción estándar de PLA y se puede imprimir con los ajustes estándar de PLA.
Deja el ventilador de refrigeración al máximo para obtener la mejor calidad superficial.
No está diseñado para impresión a alta velocidad. Debe imprimirse a una velocidad más baja que el PLA de alta velocidad. Velocidad volumétrica máxima recomendada de 15 mm^3/s.
PolyLite™ PLA Pro
Este material puede imprimirse en cualquier impresora sin requisitos especiales.
Consejos:
Imprime más despacio que el PLA estándar. Velocidad volumétrica máxima recomendada de 15 mm^3/s.
Al imprimir a 15 mm^3/s, aumenta la temperatura de impresión a 220-230˚C.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
Polymaker™ PLA Pro [NUEVO]
Este material puede imprimirse más rápido que el PLA estándar manteniendo ajustes de impresión similares.
Consejos:
Las velocidades de impresión se pueden establecer hasta 22 mm^3/s de velocidad volumétrica máxima sin reducción en la calidad de impresión o el acabado consistente.
Imprime a 220-230˚C cuando imprimas a esas altas velocidades.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
PolyMax™ PLA
Este material puede imprimirse en cualquier impresora sin requisitos especiales.
Consejos:
Imprime más despacio que el PLA estándar. Velocidad volumétrica máxima recomendada de 15 mm^3/s.
Al imprimir a 15 mm^3/s, aumenta la temperatura de impresión a 220-230˚C.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
Este material puede imprimirse bien con boquillas pequeñas de 0.2 mm.
PolyLite™ CosPLA
Este material puede imprimirse en cualquier impresora sin requisitos especiales.
Consejos:
Imprime más despacio que el PLA estándar. Velocidad volumétrica máxima recomendada de 15 mm^3/s
Al imprimir a 15 mm^3/s, aumenta la temperatura de impresión a 220-230˚C.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
PolySonic™ PLA
Este material puede imprimirse más rápido que el PLA estándar manteniendo ajustes de impresión similares.
Consejos:
Las velocidades de impresión se pueden establecer hasta 24 mm^3/s de velocidad volumétrica máxima sin reducción en la calidad de impresión o el acabado consistente.
Imprime a 220-230˚C cuando imprimas a esas altas velocidades.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
PolySonic™ PLA Pro
Este material puede imprimirse más rápido que el PLA estándar manteniendo ajustes de impresión similares.
Consejos:
Las velocidades de impresión se pueden establecer hasta 22 mm^3/s de velocidad volumétrica máxima sin reducción en la calidad de impresión o el acabado consistente.
Imprime a 220-230˚C cuando imprimas a esas altas velocidades.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
PolyLite™ LW-PLA
Este material puede ser complicado y definitivamente es probable que genere más hilos que otros tipos de material.
Consejos:
Temperatura de impresión de 190˚C.
Velocidad de impresión de 50 mm/s.
Velocidad máxima de desplazamiento.
Coasting de 0.5 mm y wiping de 1 mm (dependiendo del modelo).
Usa coasting y wiping.
Se recomienda secar este filamento antes de imprimir cuando sea posible. Si escuchas ruidos de "crujido" o "chasquido" al extruir, el filamento necesita secarse.
Puedes encontrar más ayuda en nuestro Discord
PolyLite™ PLA-CF
Este material puede imprimirse en cualquier impresora pero requiere una boquilla endurecida debido a que es abrasivo.
Consejos:
Usa una boquilla de acero endurecido.
Imprime más despacio que el PLA estándar. Velocidad volumétrica máxima recomendada de 15 mm^3/s.
Al imprimir a 15 mm^3/s, aumenta la temperatura de impresión a 220-230˚C.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
No utilizar en un AMS debido a la abrasividad.
Polymaker HT-PLA
Este material puede imprimirse en cualquier impresora sin requisitos especiales.
Consejos:
Al imprimir a 15 mm^3/s o más, aumenta la temperatura de impresión a 220-230˚C.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
Este material es estable al calor bajo su propio peso hasta 150°C sin recocido. Esto significa que si hay presión sobre la pieza, se deformará por debajo de 150°C.
Si necesitas una HDT más alta (capacidad de soportar calor bajo presión), entonces sugerimos HT-PLA-GF.
Polymaker HT-PLA-GF
Este material puede imprimirse en cualquier impresora siempre que tenga una boquilla endurecida debido a su abrasividad.
Consejos:
Al imprimir a 15 mm^3/s o más, aumenta la temperatura de impresión a 220-230˚C.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
Este material es estable al calor bajo su propio peso hasta 150°C sin recocido. Esto significa que si hay presión sobre la pieza, se deformará por debajo de 150°C.
Si necesitas una HDT más alta (capacidad de soportar calor bajo presión), entonces deberás recocer la pieza durante 30 minutos a 80–100°C.
Polymaker PETG
PolyLite™ PETG
Este material puede imprimirse en cualquier impresora sin mejoras ni requisitos especiales.
Consejos
Imprime con el ventilador de refrigeración apagado o a muy baja velocidad. Nuestro PETG puede perder adhesión entre capas si se enfría demasiado rápido.
Imprime con una velocidad volumétrica máxima de 15 mm^3/s o menor.
Si aún tienes problemas de adhesión entre capas y el ventilador está apagado, aumenta la temperatura de impresión a 240˚C.
Si escuchas ruidos de "chasquido" o "crujido" al extruir, seca el filamento.
El PETG es conocido por ser propenso a generar hilos, por lo que será difícil eliminar por completo las hebras en la pieza.
Polymaker™ PETG [NUEVO]
Este material puede imprimirse en cualquier impresora sin mejoras ni requisitos especiales.
Esta nueva fórmula mejorada ha incrementado enormemente la adhesión entre capas, por lo que puedes usar más ventilador de refrigeración que con PolyLite™ PETG.
Este PETG de Polymaker imprimirá mucho mejor cuando esté seco que cuando esté húmedo y es bastante higroscópico, por lo que recomendamos encarecidamente mantener el filamento seco.
Si escuchas ruidos de "chasquido" o "crujido" al extruir, seca el filamento.
El PETG es conocido por ser propenso a generar hilos, por lo que será difícil eliminar el 100% de las hebras en la impresión. Dicho esto, esta nueva fórmula tendrá muy pocos hilos si te aseguras de mantenerla seca. Si tus impresiones presentan exceso de hilos con esta nueva fórmula, te sugerimos secar la bobina a 60˚C durante 6 h.
PolyMax™ PETG
Este material puede imprimirse en cualquier impresora sin mejoras ni requisitos especiales.
Consejos
Imprime con el ventilador de refrigeración apagado o a muy baja velocidad. Nuestro PETG puede perder adhesión entre capas si se enfría demasiado rápido.
Imprime con una velocidad volumétrica máxima de 15 mm^3/s o menor.
Si aún tienes problemas de adhesión entre capas y el ventilador está apagado, aumenta la temperatura de impresión a 240˚C.
Si escuchas ruidos de "chasquido" o "crujido" al extruir, seca el filamento.
El PETG es conocido por ser propenso a generar hilos, por lo que será difícil eliminar por completo las hebras en la pieza.
Polymaker ABS/ASA
PolyLite™ ABS
Este material puede imprimirse en cualquier impresora cerrada. Recomendamos un hotend totalmente metálico que pueda alcanzar más de 250˚C, pero no es obligatorio.
Consejos:
Cuanto más caliente y más despacio imprimas, mejor será la adhesión entre capas.
Calienta la placa de construcción a 90-100˚C durante 10 minutos antes de comenzar la impresión para que la cámara tenga tiempo de calentarse.
Si imprimes despacio y caliente, obtendrás mejor adhesión entre capas pero puedes experimentar voladizos más feos. Habrá un equilibrio entre gran adhesión entre capas y buena calidad de voladizos.
Magigoo Original funciona muy bien para la adhesión a la cama si tienes problemas.
Mantén el ventilador de refrigeración apagado si tienes problemas de adhesión entre capas o de adhesión a la placa.
Puede ser alisado o soldado con acetona.
Polymaker™ ASA
Este material puede imprimirse en cualquier impresora cerrada. Recomendamos un hotend totalmente metálico que pueda alcanzar más de 250˚C, pero no es obligatorio.
Consejos:
Cuanto más caliente y más despacio imprimas, mejor será la adhesión entre capas.
Calienta la placa de construcción a 90-100˚C durante 10 minutos antes de comenzar la impresión para que la cámara tenga tiempo de calentarse.
Si imprimes despacio y caliente, obtendrás mejor adhesión entre capas pero puedes experimentar voladizos más feos. Habrá un equilibrio entre gran adhesión entre capas y buena calidad de voladizos.
Magigoo Original funciona muy bien para la adhesión a la cama si tienes problemas.
Mantén el ventilador de refrigeración apagado si tienes problemas de adhesión entre capas o de adhesión a la placa.
Puede ser alisado o soldado con acetona.
PolyFlex™ TPU
PolyFlex™ TPU90
Este material puede imprimirse en la mayoría de las impresoras, pero se recomienda encarecidamente usar una configuración de extrusor directo y no Bowden.
Consejos:
Cuanto mayor sea la distancia entre tu extrusor y el hotend, más difícil será imprimir este material.
Imprime despacio, y aún más despacio si tu extrusor está a distancia del hotend. 30 mm/s - 60 mm/s.
Mantén el ventilador de refrigeración encendido para una buena calidad superficial.
Este material tiene una adhesión entre capas asombrosa, lo que hará que usar material de soporte parental sea muy difícil. Se sugiere diseñar la pieza para no necesitar soporte tanto como sea posible.
El TPU es conocido por producir hilos, por lo que será difícil eliminar todas las hebras en la impresión.
90 se refiere a su dureza Shore de 90A.
PolyFlex™ TPU95
Este material puede imprimirse en la mayoría de las impresoras, pero puede imprimirse más rápido en un extrusor directo que en una configuración Bowden.
Consejos:
Cuanto mayor sea la distancia entre tu extrusor y el hotend, más despacio tendrás que imprimir.
Imprime despacio, y aún más despacio si tu extrusor está a distancia del hotend. 30 mm/s - 60 mm/s.
Mantén el ventilador de refrigeración encendido para una buena calidad superficial.
Este material tiene una adhesión entre capas asombrosa, lo que hará que usar material de soporte parental sea muy difícil. Se sugiere diseñar la pieza para no necesitar soporte tanto como sea posible.
El TPU es conocido por producir hilos, por lo que será difícil eliminar todas las hebras en la impresión.
95 se refiere a su dureza Shore de 95A.
PolyFlex™ TPU95-HF
Este material puede imprimirse en la mayoría de las impresoras y está diseñado para alto flujo. Dicho esto, puede imprimirse más rápido en un extrusor directo que en una configuración Bowden.
Consejos:
Cuanto mayor sea la distancia entre tu extrusor y el hotend, más despacio tendrás que imprimir.
Imprime más despacio si tu extrusor está a distancia del hotend. 40 mm/s - 100 mm/s.
Mantén el ventilador de refrigeración encendido para una buena calidad superficial.
Este material tiene una adhesión entre capas asombrosa, lo que hará que usar material de soporte parental sea muy difícil. Se sugiere diseñar la pieza para no necesitar soporte tanto como sea posible.
El TPU es conocido por producir hilos, por lo que será difícil eliminar todas las hebras en la impresión.
TPU95-HF es ligeramente más duro que 95A y tiene una dureza Shore más cercana a alrededor de 98A.
Polymaker PC y PA
PolyLite™ PC
Este material requiere una impresora cerrada y un hotend totalmente metálico para imprimirse correctamente.
Consejos:
Imprime despacio y caliente para ayudar con la adhesión entre capas y la deformación por calor.
Mantén los ventiladores de refrigeración apagados.
Configura la temperatura de la placa de construcción a 105˚C durante 10-15 minutos antes de comenzar la impresión para permitir que la cámara se caliente.
Se recomienda una caja seca o un secador de filamento al imprimir con PC debido a que es ligeramente más higroscópico.
Usar una boquilla de mayor diámetro también ayudará con la adhesión entre capas.
Magigoo PC es un gran producto para ayudar con la adhesión del policarbonato a la placa de construcción.
El recocido es necesario después de imprimir policarbonato, especialmente si no tienes una cámara calentada a más de 90˚C. Recocer en tu horno a 90˚C durante 2 horas.
Debes meter la pieza en el horno justo cuando la impresión termine y no permitir que se enfríe.
PolyMax™ PC
Este material requiere una impresora cerrada y un hotend totalmente metálico para imprimirse correctamente.
Consejos:
Imprime despacio y caliente para ayudar con la adhesión entre capas y la deformación por calor.
Mantén los ventiladores de refrigeración apagados.
Configura la temperatura de la placa de construcción a 105˚C durante 10-15 minutos antes de comenzar la impresión para permitir que la cámara se caliente.
Se recomienda una caja seca o un secador de filamento al imprimir con PC debido a que es ligeramente más higroscópico.
Usar una boquilla de mayor diámetro también ayudará con la adhesión entre capas.
Magigoo PC es un gran producto para ayudar con la adhesión del policarbonato a la placa de construcción.
El recocido es necesario después de imprimir policarbonato, especialmente si no tienes una cámara calentada a más de 90˚C. Recocer en tu horno a 90˚C durante 2 horas.
Debes meter la pieza en el horno justo cuando la impresión termine y no permitir que se enfríe.
PolyMax™ PC-FR
Este material solo debe imprimirse si dispones de una impresora con cámara calefactada que pueda alcanzar temperaturas ambientales de 90˚C - 100˚C.
Esto significa que es un material industrial que no debe imprimirse en máquinas de consumo estándar.
Consejos:
Imprime despacio y caliente para ayudar con la adhesión entre capas y la deformación por calor.
Mantén los ventiladores de refrigeración apagados
Configura la temperatura de la cámara a 90˚C - 100˚C y permite que la cámara se caliente completamente antes de comenzar la impresión.
Se recomienda una caja seca o un secador de filamento al imprimir con PC debido a que es ligeramente más higroscópico.
Usar una boquilla de mayor diámetro también ayudará con la adhesión entre capas.
Magigoo PC es un gran producto para ayudar con la adhesión del policarbonato a la placa de construcción.
El recocido es obligatorio después de imprimir policarbonato.
Debes mantener la temperatura de la cámara a 90˚C - 100˚C durante 2 horas después de que la impresión termine. Luego permite que la pieza se enfríe lentamente hasta la temperatura ambiente.
Polymaker PC-ABS
Este material solo debe imprimirse si dispones de una impresora con cámara calefactada que pueda alcanzar temperaturas ambientales de 90˚C - 105˚C.
Esto significa que es un material industrial que no debe imprimirse en máquinas de consumo estándar.
Consejos:
Imprime despacio y caliente para ayudar con la adhesión entre capas y la deformación por calor.
Mantén los ventiladores de refrigeración apagados.
Configura la temperatura de la cámara a 90˚C - 105˚C y permite que la cámara se caliente completamente antes de comenzar la impresión.
Se recomienda una caja seca o un secador de filamento al imprimir con PC debido a que es ligeramente más higroscópico.
Usar una boquilla de mayor diámetro también ayudará con la adhesión entre capas.
Magigoo PC es un gran producto para ayudar con la adhesión del policarbonato a la placa de construcción.
El recocido es obligatorio después de imprimir policarbonato.
Debes mantener la temperatura de la cámara a 90˚C - 105˚C durante 2 horas después de que la impresión termine. Luego permite que la pieza se enfríe lentamente hasta la temperatura ambiente.
Polymaker PC-PBT
Este material solo debe imprimirse si dispones de una impresora con cámara calefactada que pueda alcanzar temperaturas ambientales de 100˚C - 115˚C.
Esto significa que es un material industrial que no debe imprimirse en máquinas de consumo estándar.
Consejos:
Imprime despacio y caliente para ayudar con la adhesión entre capas y la deformación por calor.
Mantén los ventiladores de refrigeración apagados.
Configura la temperatura de la cámara a 100˚C - 115˚C y permite que la cámara se caliente completamente antes de comenzar la impresión.
Se recomienda una caja seca o un secador de filamento al imprimir con PC debido a que es ligeramente más higroscópico.
Usar una boquilla de mayor diámetro también ayudará con la adhesión entre capas.
Magigoo PC es un gran producto para ayudar con la adhesión del policarbonato a la placa de construcción.
El recocido es obligatorio después de imprimir policarbonato.
Debes mantener la temperatura de la cámara a 100˚C - 115˚C durante 2 horas después de que la impresión termine. Luego permite que la pieza se enfríe lentamente hasta la temperatura ambiente.
PolyMide™ CoPA
Este material solo requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 250˚C o más.
Consejos:
No establezcas la placa de construcción por encima de 50˚C y mantén las puertas de la cámara abiertas. Si permites que la placa de construcción o el aire ambiente superen los 50˚C, corres el riesgo de deformación o impresiones feas.
Usa un pegamento en barra o Magigoo PA si experimentas problemas de adhesión a la cama.
CoPA puede ser difícil de imprimir en voladizos, por lo que se recomienda diseñar la pieza con la menor cantidad de voladizos posible.
CoPA puede ser bastante sensible a la temperatura, por lo que puede requerir ajustes para encontrar la temperatura de impresión correcta para una buena calidad superficial.
CoPA es muy higroscópico y por lo tanto solo debe imprimirse manteniéndolo en un secador de filamento calentado durante todo el tiempo de impresión.
Si escuchas ruidos de "chasquido" o "crujido", entonces el filamento necesita secarse.
Esto necesita recocerse después de imprimir a 80˚C durante 6 horas.
Después del recocido, la pieza estará deshidratada y por lo tanto necesitará acondicionamiento de humedad.
El acondicionamiento por humedad ocurrirá incluso si no haces nada, ya que el material absorbe humedad del aire. Para acelerar el acondicionamiento, mantenlo en un ambiente húmedo durante 48 horas.
Funciones especiales y soporte de Polymaker
PolyCast™
Este material es un PVB y no necesita requisitos especiales de impresora para imprimirse.
Consejos:
Imprime más despacio que el PLA estándar. Velocidad volumétrica máxima recomendada de 15 mm^3/s.
Aumenta la temperatura de impresión a 220˚C si imprimes a esta rápida velocidad de 15 mm^3/s.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
La temperatura de descomposición para nuestro PolyCast es de 1.100 - 1.200˚C para una combustión completa.
Puedes encontrar más información en la página 7 de nuestras notas de aplicación para este material: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyCast_Application_Note_V1.pdf?v=1640965091
Video de ayuda si no puedes alcanzar 1.100˚C https://www.youtube.com/watch?v=QeNMc_THrow
PolySmooth™
Este material es un PVB y no necesita requisitos especiales de impresora para imprimirse.
Consejos:
Imprime más despacio que el PLA estándar. Velocidad volumétrica máxima recomendada de 15 mm^3/s.
Aumenta la temperatura de impresión a 220˚C si imprimes a esta rápida velocidad de 15 mm^3/s.
Mantén la velocidad del ventilador al máximo para la mejor calidad superficial. Redúcela si observas problemas de adhesión entre capas.
Puedes usar el Polysher para suavizar las líneas de capa ya que el PVB es soluble en alcohol.
También puedes usar un pulverizador de niebla y aplicar capas ligeras para obtener un efecto similar
PolySupport™ para PLA
Este material es un soporte desprendible (no soluble) para PLA aunque también puede funcionar con PolySmooth™, PolyCast™ y pequeñas piezas de PolyMax™ PC.
Consejos:
Aunque es posible usar PolySupport™ para PLA con una sola boquilla, no se recomienda debido al aumento del riesgo de atascos al cambiar materiales. Esto es especialmente cierto si se usa PolySupport™ para PLA con un material que tiene una temperatura de impresión diferente, como PolyMax™ PC. Se recomiendan IDEX o ToolChanger.
Se sugiere imprimir más despacio que los estándares de PLA al imprimir PolySupport™ para PLA. Una velocidad volumétrica máxima de 12 mm^3/s, aunque recomendamos aún más despacio para tener mejores posibilidades de no obstruir.
PolySupport™ para PA12
Este material es un soporte desprendible (no soluble) para nylon, específicamente PA12.
Consejos:
Aunque es posible usar PolySupport™ para PA12 con una sola boquilla, no se recomienda debido al aumento del riesgo de atascos al cambiar materiales. Esto es especialmente cierto si se usa PolySupport™ para PA12 con un material que tiene una temperatura de impresión diferente
Debe mantenerse seco ya que este material es extremadamente higroscópico.
El consejo general de "evitar en la placa de construcción" es aplicable.
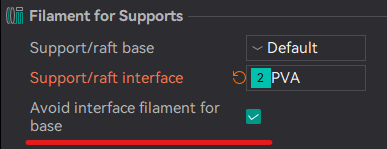
PolyDissolve™ S1 (PVA)
Este material es un PVA que se disuelve en agua, lo que significa que puedes usarlo para geometrías muy complejas o impresiones anteriormente imposibles. PolyDissolve™ S1 funcionará con filamentos basados en PLA, TPU, PVB y Nylon de nuestro portafolio. Está específicamente diseñado para tener una interfaz perfecta con estos materiales a la vez que muestra buena solubilidad.
Consejos:
Aunque es posible usar PolyDissolve™ S1 con una sola boquilla, no se recomienda debido al aumento del riesgo de atascos al cambiar materiales. Esto es especialmente cierto si se usa PolyDissolve™ S1 con un material que tiene una temperatura de impresión diferente, como uno de nuestros nylons. Se recomiendan IDEX o ToolChanger.
PolyDissolve™ S1 es un material muy higroscópico, lo que significa que absorbe humedad con mucha facilidad. Por eso es muy importante mantenerlo seco. Debes usar un secador de filamento calentado en la configuración más baja durante toda la impresión.
Si escuchas cualquier ruido de "chasquido" o "crujido", o ves que el filamento burbujea al extruir, necesitas secar el material.
Necesitas imprimir PolyDissolve™ S1 muy despacio: recomendamos no más de 60 mm/s o 8 mm^3/s de velocidad volumétrica máxima.
PolyDissolve™ S1 se disolverá más rápido si usas agua tibia en movimiento. La forma más rápida de disolver es usar agua hirviendo, aunque debes asegurarte de que el material principal soporte temperaturas tan altas. Un método es colocar la pieza en una cubeta con agua tibia, ponerla sobre una cama calentada que sacuda la placa de construcción y ejecutar un g-code que haga mover la cama de un lado a otro. A mayor temperatura del agua y mayor flujo, más rápido se disolverá.
También se recomienda cambiar el agua cada pocas horas para que se disuelva más rápido.
Panchroma
Todos los efectos excepto Luminoso, Glow y CoPE
Todos los efectos y colores Panchroma, con excepción de Luminoso, Glow y Regular, no tendrán requisitos especiales. Puedes imprimirlos en cualquier impresora con cualquier configuración.
Consejos:
Estos materiales son opciones estándar de PLA y se pueden imprimir con los ajustes estándar de PLA.
Las sedas y otras opciones muy brillantes deben imprimirse a una velocidad de impresión más lenta en la carcasa exterior para que se mantenga el brillo. Si imprimes estos materiales demasiado rápido, se verán más "mate".
La nueva fórmula de seda puede imprimirse más rápido, hasta 250 mm/s, sin perder brillo. Debe reducirse ligeramente para la pared exterior.
No imprimas materiales con efecto brillo/escarcha con boquillas menores de 0.4 mm.
Deja el ventilador de refrigeración al máximo para obtener la mejor calidad superficial.
Panchroma™ Glow PLA y Panchroma™ Luminous PLA
Estos materiales luminiscentes tienen un aditivo que los hace muy abrasivos. Esto significa que no debes imprimirlos a menos que tengas una boquilla endurecida.
Consejos:
Debido a la abrasividad, no recomendamos imprimirlos en un AMS con engranajes y tubos de plástico.
Aparte de ser abrasivos, estos materiales son opciones estándar de PLA y se pueden imprimir con los ajustes estándar de PLA.
Deja el ventilador de refrigeración al máximo para obtener la mejor calidad superficial.
Panchroma™ CoPE
Panchroma™ CoPE no es un PLA y es una nueva fórmula (copoliéster) creada por Polymaker. Esto significa que no debe usarse combinada con impresiones PLA, ya que no se adherirán correctamente entre sí.
CoPE también se adhiere demasiado bien a una placa PEI texturizada y no se recomienda usarla.
Esta nueva fórmula permite impresión rápida con excelentes voladizos.
Consejos de impresión
Puedes imprimir esto a velocidades máximas de hasta 400 mm/s, así que no te preocupes por la velocidad.
Deja el ventilador de refrigeración al máximo para obtener la mejor calidad superficial.
Si tienes dificultades para retirar impresiones de una placa PEI texturizada, puedes usar Magigoo Original. Sugerimos en su lugar usar una placa de construcción diferente como PEI lisa, PC, vidrio, etc.
Fiberon
Fiberon™ PPS-CF10
Este material requiere un hotend que pueda alcanzar 310˚C - 350˚C y una boquilla endurecida debido a la abrasividad.
Consejos:
Imprime un poco más despacio si experimentas problemas de adhesión entre capas.
Mantén el ventilador de refrigeración apagado.
No se necesita una carcasa, pero se recomienda.
Recocede la pieza a 125˚ durante 16 h para la mejor adhesión entre capas y resistencia a la temperatura.
No utilizar en un AMS debido a la abrasividad.
El filamento también puede romperse fácilmente, por lo que se recomienda encarecidamente tener una ruta de filamento sin curvas o giros extremos.
Fiberon™ PPS-GF20
Este material requiere un hotend que pueda alcanzar 310˚C - 350˚C y una boquilla endurecida debido a la abrasividad.
Consejos:
Imprime un poco más despacio si experimentas problemas de adhesión entre capas.
Mantén el ventilador de refrigeración apagado.
No se necesita una carcasa, pero se recomienda.
Recocer la pieza a 130˚ durante 10 h para la mejor adhesión entre capas y resistencia a la temperatura.
No utilizar en un AMS debido a la abrasividad.
El filamento también puede romperse fácilmente, por lo que se recomienda encarecidamente tener una ruta de filamento sin curvas o giros extremos.
Fiberon™ PET-CF17
Los únicos requisitos para imprimir este material son un hotend totalmente metálico que pueda alcanzar 270˚C - 300˚C y una boquilla endurecida debido a la abrasividad.
Consejos:
Imprime un poco más despacio si experimentas problemas de adhesión entre capas.
Mantén el ventilador de refrigeración apagado.
Mantén la puerta abierta si imprimes en una impresora cerrada: no se necesita una carcasa.
Recocer la pieza a 120˚ durante 10 h para la mejor adhesión entre capas y resistencia a la temperatura.
No utilizar en un AMS debido a la abrasividad.
Fiberon™ PET-GF15
Los únicos requisitos para imprimir este material son un hotend totalmente metálico que pueda alcanzar 280˚C - 310˚C y una boquilla endurecida debido a la abrasividad.
Imprime un poco más despacio si experimentas problemas de adhesión entre capas.
Mantén el ventilador de refrigeración apagado.
Recocer la pieza a 120˚ durante 16 h para la mejor adhesión entre capas y resistencia a la temperatura.
Al imprimir con una placa PEI texturizada limpia, puede ser un poco difícil retirar las impresiones. Recomendamos esperar hasta que la placa se enfríe a temperatura ambiente antes de retirarla. Otros adhesivos para placa de construcción como Magigoo, Vision Miner, pegamento en barra o laca para el cabello pueden ayudar a que la pieza sea más fácil de retirar.
Fiberon™ PA612-CF15
Este material requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 250˚C o más, así como la necesidad de una boquilla endurecida.
Consejos:
No establezcas la placa de construcción por encima de 50˚C y mantén las puertas de la cámara abiertas. Si permites que la placa de construcción o el aire ambiente superen los 50˚C, corres el riesgo de deformación o impresiones feas.
Usa un pegamento en barra o Magigoo PA si experimentas problemas de adhesión a la cama.
PA-CF es muy higroscópico y por lo tanto solo debe imprimirse manteniéndolo en un secador de filamento calentado durante todo el tiempo de impresión.
Si escuchas ruidos de "chasquido" o "crujido", entonces el filamento necesita secarse.
Esto necesita recocerse después de imprimir a 100˚C durante 16 horas.
Después del recocido, la pieza estará deshidratada y por lo tanto necesitará acondicionamiento de humedad.
El acondicionamiento por humedad ocurrirá incluso si no haces nada, ya que el material absorbe humedad del aire. Para acelerar el acondicionamiento, mantenlo en un ambiente húmedo durante 48 horas.
No debe usarse en un AMS debido a la abrasividad.
Fiberon™ PA6-CF20
Este material requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 280˚C o más, así como la necesidad de una boquilla endurecida.
Consejos:
No establezcas la placa de construcción por encima de 50˚C y mantén las puertas de la cámara abiertas. Si permites que la placa de construcción o el aire ambiente superen los 50˚C, corres el riesgo de deformación o impresiones feas.
Usa un pegamento en barra o Magigoo PA si experimentas problemas de adhesión a la cama.
PA-CF es muy higroscópico y por lo tanto solo debe imprimirse manteniéndolo en un secador de filamento calentado durante todo el tiempo de impresión.
Si escuchas ruidos de "chasquido" o "crujido", entonces el filamento necesita secarse.
Esto necesita recocerse después de imprimir a 100˚C durante 16 horas.
Después del recocido, la pieza estará deshidratada y por lo tanto necesitará acondicionamiento de humedad.
El acondicionamiento por humedad ocurrirá incluso si no haces nada, ya que el material absorbe humedad del aire. Para acelerar el acondicionamiento, mantenlo en un ambiente húmedo durante 48 horas.
No debe usarse en un AMS debido a la abrasividad.
Fiberon™ PA6-GF25
Este material requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 280˚C o más, así como la necesidad de una boquilla endurecida.
Consejos:
No establezcas la placa de construcción por encima de 50˚C y mantén las puertas de la cámara abiertas. Si permites que la placa de construcción o el aire ambiente superen los 50˚C, corres el riesgo de deformación o impresiones feas.
Usa un pegamento en barra o Magigoo PA si experimentas problemas de adhesión a la cama.
PA-CF es muy higroscópico y por lo tanto solo debe imprimirse manteniéndolo en un secador de filamento calentado durante todo el tiempo de impresión.
Si escuchas ruidos de "chasquido" o "crujido", entonces el filamento necesita secarse.
Esto necesita recocerse después de imprimir a 100˚C durante 16 horas.
Después del recocido, la pieza estará deshidratada y por lo tanto necesitará acondicionamiento de humedad.
El acondicionamiento por humedad ocurrirá incluso si no haces nada, ya que el material absorbe humedad del aire. Para acelerar el acondicionamiento, mantenlo en un ambiente húmedo durante 48 horas.
No debe usarse en un AMS debido a la abrasividad.
Fiberon™ PA12-CF10
Este material requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 280˚C o más, así como la necesidad de una boquilla endurecida.
Consejos:
No establezcas la placa de construcción por encima de 50˚C y mantén las puertas de la cámara abiertas. Si permites que la placa de construcción o el aire ambiente superen los 50˚C, corres el riesgo de deformación o impresiones feas.
Usa un pegamento en barra o Magigoo PA si experimentas problemas de adhesión a la cama.
PA-CF es muy higroscópico y por lo tanto solo debe imprimirse manteniéndolo en un secador de filamento calentado durante todo el tiempo de impresión.
Si escuchas ruidos de "chasquido" o "crujido", entonces el filamento necesita secarse.
Esto necesita recocerse después de imprimir a 100˚C durante 16 horas.
Después del recocido, la pieza estará deshidratada y por lo tanto necesitará acondicionamiento de humedad.
El acondicionamiento por humedad ocurrirá incluso si no haces nada, ya que el material absorbe humedad del aire. Para acelerar el acondicionamiento, mantenlo en un ambiente húmedo durante 48 horas.
No debe usarse en un AMS debido a la abrasividad.
Fiberon™ ASA-CF08
Este material requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 260˚C o más, así como la necesidad de una boquilla endurecida.
Asegúrate de que la ruta del filamento esté muy despejada: este material puede ser quebradizo y por tanto no soporta giros bruscos.
Mantener la cámara cerrada puede ayudar con la adhesión entre capas
Se recomienda tener una buena filtración/ventilación del aire al imprimir
Debe mantenerse en un ambiente seco y debe secarse si escuchas ruidos de estallido al extruir.
Fiberon™ PETG-rCF08
Este material requiere una boquilla endurecida debido a la abrasividad. Se recomienda un hotend totalmente metálico, aunque no es obligatorio.
Consejos:
Imprime un poco más despacio si experimentas problemas de adhesión entre capas.
Haz funcionar el ventilador de refrigeración a un máximo del 50% y redúcelo si experimentas problemas de adhesión entre capas.
Mantén la puerta abierta si imprimes en una impresora cerrada: no se necesita una carcasa.
No utilizar en un AMS debido a la abrasividad.
Fiberon™ PETG-ESD
Este material solo requiere que tu impresora tenga un hotend totalmente metálico que pueda alcanzar 250˚C o más.
Consejos:
Debe imprimirse con ajustes similares al PETG estándar.
Mantén el ventilador de refrigeración apagado para la mejor adhesión entre capas.
Imprime más despacio si experimentas problemas de adhesión entre capas.
Fiberon™ PA612-ESD
Este material requiere que imprimas con un hotend totalmente metálico que pueda alcanzar 250˚C o más, así como la necesidad de una boquilla endurecida.
Consejos:
No establezcas la placa de construcción por encima de 50˚C y mantén las puertas de la cámara abiertas. Si permites que la placa de construcción o el aire ambiente superen los 50˚C, corres el riesgo de deformación o impresiones feas.
Usa un pegamento en barra o Magigoo PA si experimentas problemas de adhesión a la cama.
PA es muy higroscópico y por lo tanto solo debe imprimirse manteniéndolo en un secador de filamento calentado durante todo el tiempo de impresión.
Si escuchas ruidos de "chasquido" o "crujido", entonces el filamento necesita secarse.
Esto puede recocerse después de imprimir para un mejor rendimiento a 100˚C durante 16 horas.
Después del recocido, la pieza estará deshidratada y por lo tanto necesitará acondicionamiento de humedad.
El acondicionamiento por humedad ocurrirá incluso si no haces nada, ya que el material absorbe humedad del aire. Para acelerar el acondicionamiento, mantenlo en un ambiente húmedo durante 48 horas.
No debe usarse en un AMS debido a la abrasividad y la fragilidad del material.
Se sugiere encarecidamente una ruta de filamento despejada debido a la fragilidad
Cuanto mayor sea la temperatura de impresión, más "conductivo" se volverá el filamento. Imprimir a 320˚C puede resultar en una pieza conductora.
Última actualización
¿Te fue útil?