オーバーハング
オーバーハング角のサポートを使用することが推奨されますが、高品質なオーバーハング面を印刷できることは通常、時間と材料の節約になります。
オーバーハング面を印刷する際の課題は、実際にサポートされていない領域の量です。下図のように、同じ角度でも層高によってサポートされていない面積は異なります。サポートされていない面積が小さいほど良いように見えるかもしれませんが、層高が小さいほどサポートされていない領域の剛性は低くなります。剛性とサポートされていない面積の量との間で常にバランスが必要です。
さまざまな要因がオーバーハング面に影響を与えます。下図に示すように、サポートされていない領域には主に二つの力が作用します:その重さ(F1)とポリマーの応力(F2)。
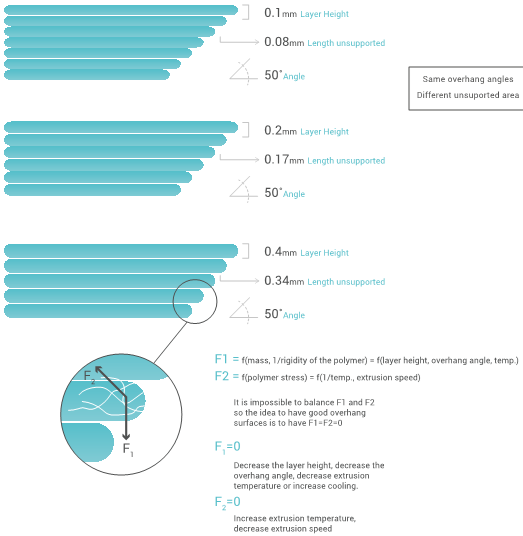
これらの力に影響を与える主な要因は上に要約されていますが、一般的には高い層高(より高い剛性)、低い印刷速度(より安定した押出)、および高い押出率(より安定した押出)が最良のオーバーハング面をもたらします。
最終更新
役に立ちましたか?