> For the complete documentation index, see [llms.txt](https://wiki.polymaker.com/llms.txt). Markdown versions of documentation pages are available by appending `.md` to page URLs; this page is available as [Markdown](https://wiki.polymaker.com/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/polymakernitsuite/polymakerno.md).
# Polymakerの技術
### **Jam-Free™ テクノロジー:**
この技術を理解するために、まず詰まり(ジャム)問題の主な根本原因を理解しましょう:
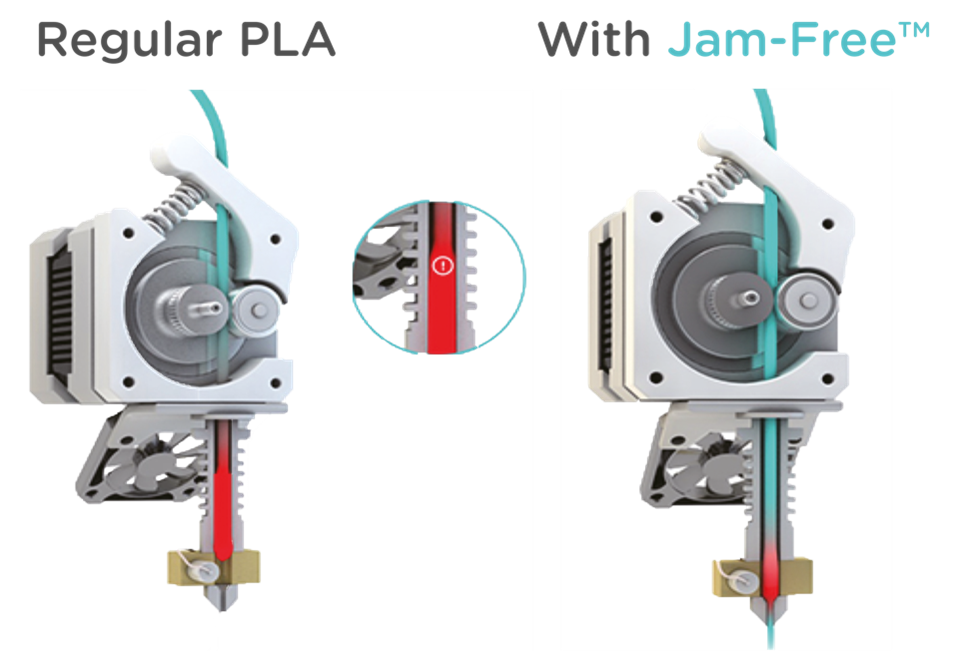
プリントヘッドは主にホットエンドとコールドエンドの二つの部分に分かれています。ホットエンドはヒートブロックが加熱してフィラメントを溶かす部分で、コールドエンドはホットエンドの熱が拡散して他の部品を損傷したり、必要な前にフィラメントを軟化/溶かしたりするのを防ぎます。
しかし、長時間のプリントやデュアルエクストルージョンのプリント、あるいは放熱設計が不十分なヒートシンクを使ったプリントでは、熱がコールドエンドまで上昇してフィラメントを軟化させ、フィラメントの膨張を引き起こすことがあります。これがジャムの原因になったり、エクストルーダーがフィラメントを噛み切ってしまう原因になります。
PLAはガラス転移温度(Tg)が非常に低い(約60˚C)ため、この問題が最も起きやすい素材です。温度がわずかに50˚Cを超えるだけでもジャムのリスクが生じる可能性があります。2.85mmのフィラメントは1.75mmに比べて太いため、より剛性を保ちやすく、この問題の影響を受けにくいです。
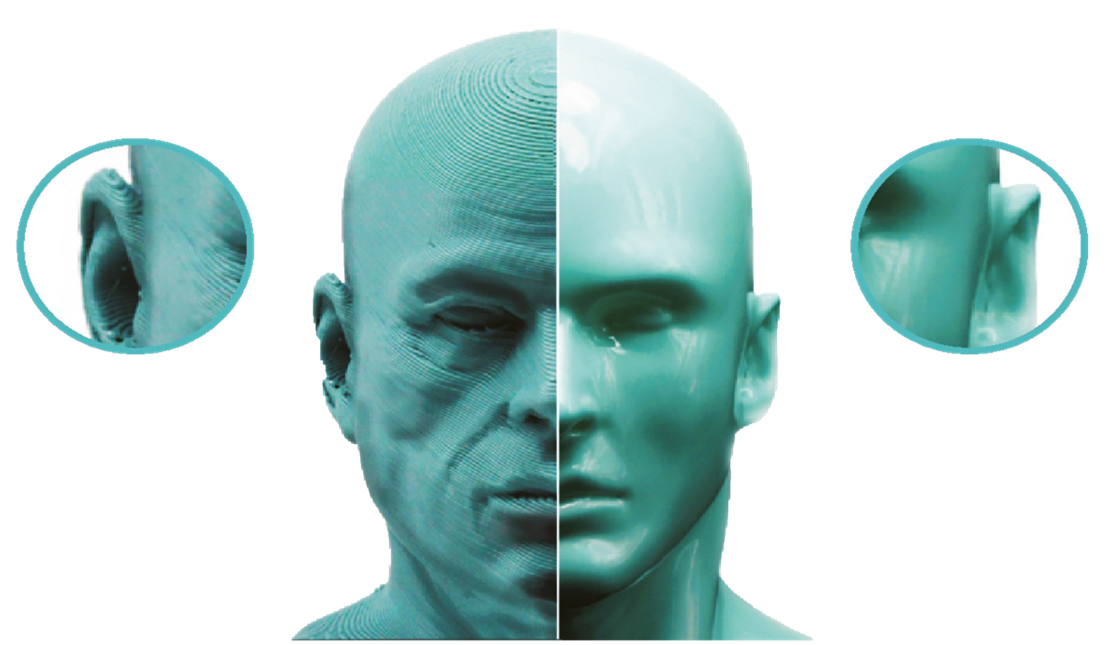
この問題を解決するために、Polymakerは1.75mmのPLAベース製品(印刷前)の耐熱温度を140˚Cに高めています。これは、Jam-Free™テクノロジーで処理されたPLAは、未処理の標準PLAよりも高温で乾燥できることを意味します。
PLAは半結晶性ポリマーであるため、Polymakerはまずフィラメントをアニールすることで結晶化度を高め、これを実現しています。先に説明したように、 [材料科学 ](/polymaker-wiki/polymaker-wiki-ja/nokotsu/cai-liao-ke-xue.md)の項で説明しているように、結晶はTm(PolymakerのPLAでは約150˚C)で壊れ始めるため、材料により高い耐熱性を与えます。
### **Warp-Free™ テクノロジー:**
この技術はPolymakerのナイロンベース材料で使用されています。反り(ワーピング)問題とその潜在的な根本原因については当社の [材料科学](/polymaker-wiki/polymaker-wiki-ja/nokotsu/cai-liao-ke-xue.md) ページで多くを学べます。この技術はワーピング問題の根本原因の一つである結晶化を解決します。
確かに、ナイロンは印刷中に各層内で急速に結晶が形成されることで内部応力が大きくなり、部品の変形を引き起こすため、印刷が難しい材料として知られています。
Polymakerの技術はこの応力を低減するだけでなく、部品の機械的特性を向上させます。技術はポリマーの結晶化速度を遅らせ、印刷中に各層内で小さな結晶が素早く形成されるのを防ぎます。代わりに、結晶が形成される前に複数の層が印刷される時間を確保することで、層を跨いで大きな結晶がゆっくり形成されることを可能にします。これらの層を跨いだ結晶は層間接着を大幅に向上させます。これが、Polymakerが印刷後に部品をアニールすることを推奨する理由でもあります。 [アニール(焼鈍) ](/polymaker-wiki/polymaker-wiki-ja/nokotsu/hou-chu-li/kinamashi.md)は、部品が最大の結晶化度に達し、最良の熱的および機械的特性を得ることを保証します。
### **Layer-Free™ テクノロジー:**
この技術はポリマー科学というより、適切な素材と適切な溶剤の完璧な組み合わせに関するものです。Polymakerはアセトン浴がABSプリントに滑らかな仕上がりを与えることに興味を持ちましたが、ABSの印刷が難しいことやアセトンが危険で扱いにくい化学物質であることが懸念されました。また、ABS部品を研磨する目的でこの溶剤を使用するために設計された実際の装置は存在しませんでした。
Polymakerの最初の課題は、印刷が容易で、アセトンより入手しやすく危険性の低い溶剤と反応するポリマーを見つけることでした。
Polymakerは最終的にPVBを最適な候補として見つけました。そこからPVBベースの特定の材料配合の開発を開始し、 [PolySmooth™](/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/polymakerfiramento/firamento/polysmooth-tm-pvb.md) はこの開発の成果として生まれました。
PolySmooth™はPLAと同じ設定で印刷でき、アルコールでなら滑らかにすることができます。
二つ目の課題は、アルコールを使用してPolySmooth™モデルを安全かつ確実に研磨できる装置を設計することでした。 [Polysher™](/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/akusesar/polysher-tm.md) はこの装置開発の成果です。Polysher™の核となるのはネブライザー(霧化器)、慎重に選ばれた膜、およびネブライザーの適切な周波数を見つけるために開発された特定のアルゴリズムです。
### **Ash-Free™ テクノロジー:**
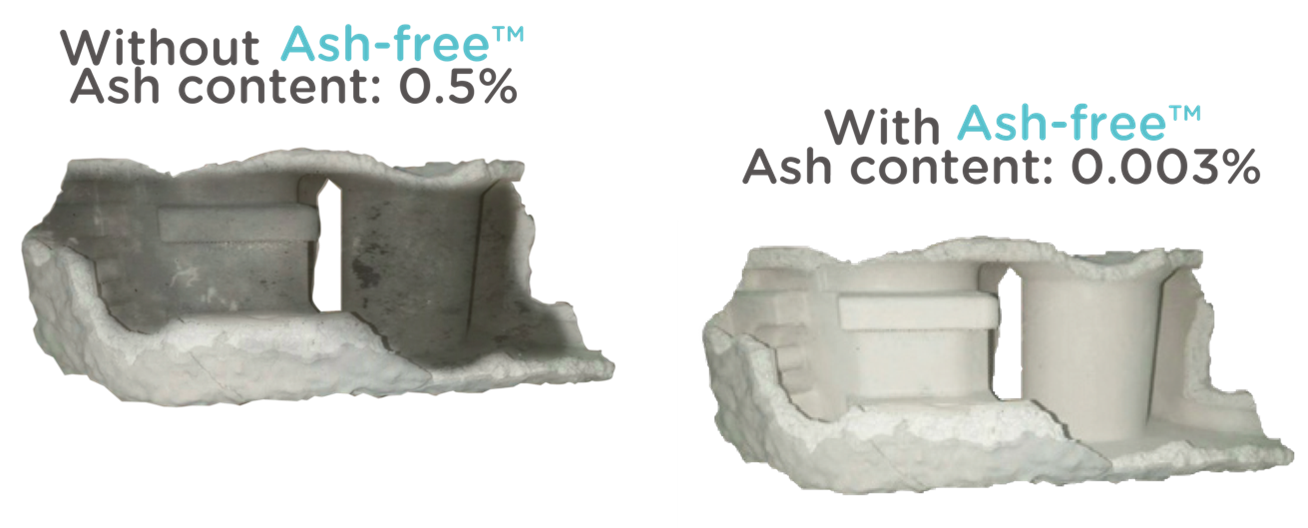
この技術はPolymakerの [Polycast™](/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/polymakerfiramento/firamento/polycast-tm-pvb.md)で使用されています。異なる厳選された成分を特定の組み合わせで使用し、鋳造用の材料を作ります。これらの成分は残渣なく燃焼するよう慎重に選ばれています。
### **Fiber Adhesion™ テクノロジー:**
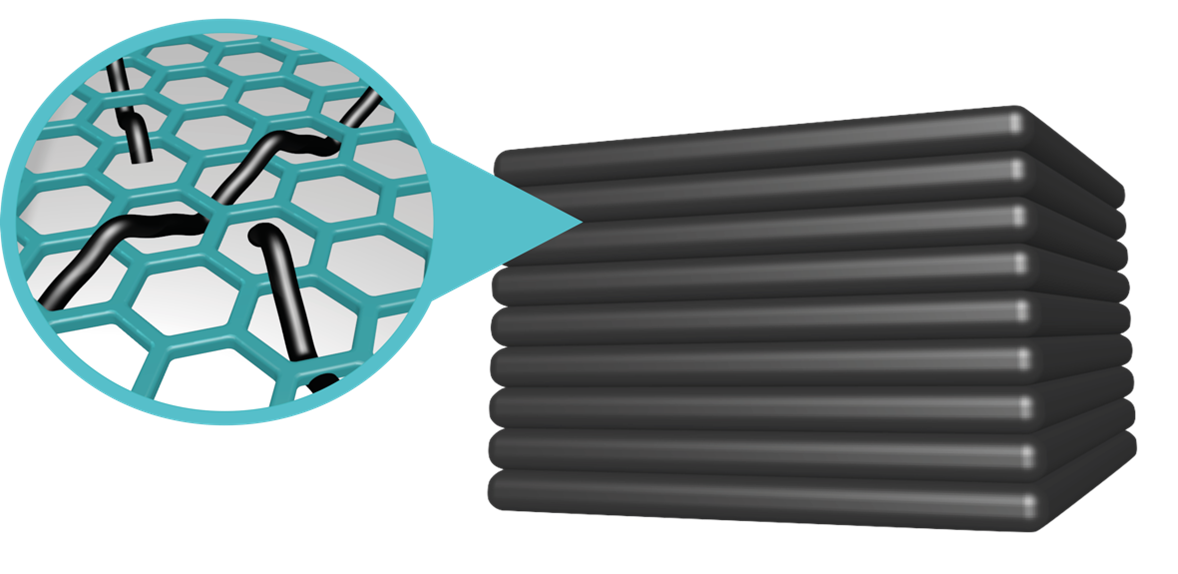
繊維強化材料は優れた熱的・機械的特性を提供しますが、押出し式3Dプリントでは層間接着に悪影響を及ぼす可能性があります。Polymakerは層間接着の問題は繊維がマトリックスポリマーと十分に結合/適合していないことに起因すると考えています。
数か月の開発の結果、我々は繊維の表面化学を最適化して、マトリックスへの分散と結合を改善することに成功しました。
この技術を [Fiberon™ PA6-CF](/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/polymakerfiramento/fiberon-tm/fiberon-tm-pa6-cf20.md) および [Fiberon™ PA6-GF](/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/polymakerfiramento/fiberon-tm/fiberon-tm-pa6-gf25.md)に導入した際、層間接着は悪化せず、実際には強化されました(CFで+27%、GFで+15%)。
### **ナノ強化テクノロジー:**
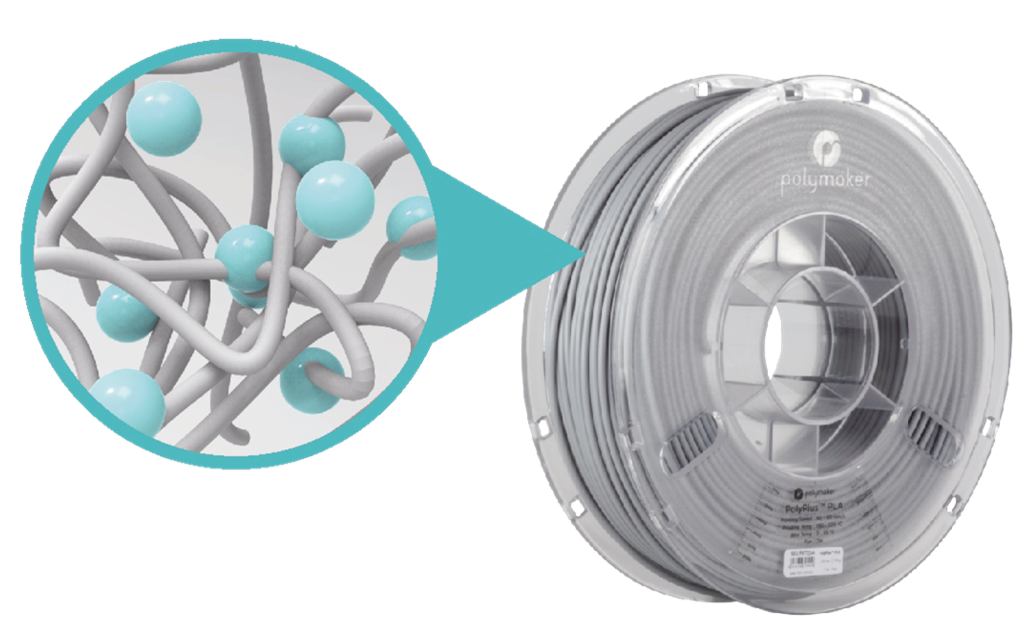
この技術はPolymakerのPolyMax™ファミリー製品で使用されています。ナノ粒子でポリマーを強化することで、同様の印刷条件を維持しつつ非常に靭性を高めます。PolyMax™ PLA、PolyMax™ PETG、PolyMax™ PCはPolyMax™ファミリーの3製品で、いずれも通常の同等品(PolyLite™ PLA、PolyLite™ PETG、PolyLite™ PC)と同じ設定で印刷できますが、最大で5倍の靭性を実現し、より耐久性が高くなります。 [材料科学](/polymaker-wiki/polymaker-wiki-ja/nokotsu/cai-liao-ke-xue.md) の項で述べたように、破壊靭性は材料の耐衝撃性でよく表されます。
### **Stabilized Foaming™ テクノロジー:**
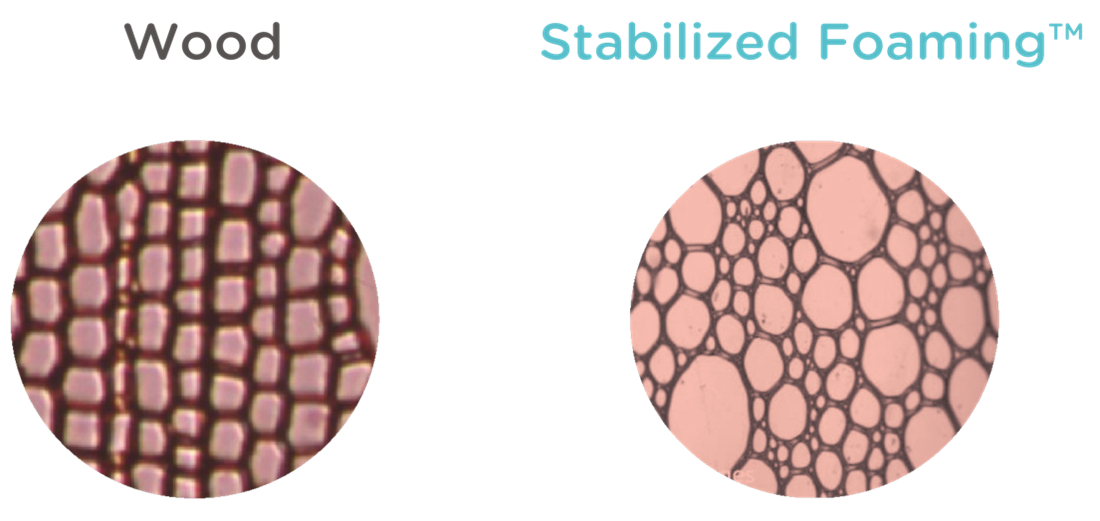
この最後の技術はPolymakerの初期の開発の一つです。木粉入りフィラメントの印刷でノズルを詰まらせるといういくつかの悪い経験を経て、実際の木粉を含まないで木材のような外観を持たせる方法を考えました。木粉がフィラメントに含まれると印刷プロセスに悪影響を与える可能性があるためです。
Polymakerは木材の外観の主な理由が植物細胞構造と色であることに気づきました。特定の木材の色をコピーするのは容易で、植物細胞構造は発泡剤を使って似た細胞ネットワークを再現できます。
主な課題は、3Dプリンタの押出しプロセスによって悪影響を受けない発泡構造を設計・配合することでした。つまり「Stabilized(安定化)」は印刷後も発泡が安定したままであることを意味します。最終的にこの技術からLW-PLAを開発しました。
---
# Agent Instructions
This documentation is published with GitBook. GitBook is the documentation platform designed so that both humans and AI agents can read, navigate, and reason over technical content effectively. Learn more at gitbook.com.
## Querying This Documentation
If you need additional information that is not directly available in this page, you can query the documentation dynamically by asking a question.
Perform an HTTP GET request on the current page URL with the `ask` query parameter, and the optional `goal` query parameter:
```
GET https://wiki.polymaker.com/polymaker-wiki/polymaker-wiki-ja/polymaker-zhi-pin/polymakernitsuite/polymakerno.md?ask=&goal=
```
`ask` is the immediate question: it should be specific, self-contained, and written in natural language.
`goal` is optional and describes the broader end goal you are ultimately trying to accomplish on behalf of the user. GitBook uses it to tailor the answer towards what is most useful for that goal.
The response will contain a direct answer to the question and relevant excerpts and sources from the documentation.
Use this mechanism when the answer is not explicitly present in the current page, you need clarification or additional context, or you want to retrieve related documentation sections.