Уникальные вопросы о продукте 2025
Эти вопросы очень конкретные, но задавались ранее. Они специально приведены здесь как ресурс, по которому ИИ может просматривать информацию, чтобы лучше помочь вам.
Есть ли где-то место, где можно заказать образцы (swatches)?
Хотя мы в настоящее время не предлагаем образцы, третья сторона, по-видимому, производит варианты наших материалов. Эта компания не связана с Polymaker, но вы можете посмотреть некоторые их варианты для наших материалов ЗДЕСЬ
Назывались ли PolyMax™ или PolyLite™ PC в прошлом "PC-Plus" или "PC-Max"?
Это изменение названия произошло довольно давно, но да.
PolyMax™ PC назывался PC-Max PolyLite™ PC назывался PC-Plus
Есть ли у вас рекомендации по износостойкому материалу, похожему на SLS igus' iglidur i3-PL-10000?
Хотя мы не проводили тестов или сравнений, возможно лучшими вариантами для проб являются CoPA или PA612-CF15.
Можете ли вы предоставить адрес в США и номер телефона для любых документов SDS?
Это возможно, но может занять у нас несколько рабочих дней. Пожалуйста, свяжитесь по адресу [email protected] с указанием материалов, для которых вам нужны документы, и мы будем работать над их созданием.
Ранее подготовленные документы SDS с указанием местоположения в США: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
Есть ли у вас сертификат UL для PC-FR? Можете ли вы сделать его?
К сожалению, у PolyMax™ PC-FR (PC-FR) нет сертификата UL (например, UL Blue Card), но он был протестирован на огнестойкость компанией SGS (включено в ссылку, которую я отправлял ранее) методом IEC 60695-11-10:2013/Cor.1:2014 Метод B, который эквивалентен стандарту UL 94. Полученный результат — классификация V-0, что является высшей оценкой по устойчивости к воспламенению в тесте UL 94.
Наши результаты тестирования можно найти здесь: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
В настоящее время у нас нет планов по получению сертификатов UL.
Безопасен ли PETG при контакте с ацетоном?
Ответ взят из раздела "ДАННЫЕ О ХИМИЧЕСКОЙ УСТОЙЧИВОСТИ" в техническом листе PolyLite™ PETG. В нем говорится, что материал имеет "Плохую" устойчивость к сильным кислотам, с примечанием, что "Плохая" означает, что материал становится нестабильным при контакте с химикатом при комнатной температуре. Ацетон — сильный растворитель и подпадает под эту категорию. Следовательно, PolyLite™ PETG небезопасен при контакте с ацетоном, так как, вероятно, будет разрушаться или становиться нестабильным.
Содержит ли PLA натурального цвета какие-либо красители?
PLA натурального цвета означает, что красителей нет.
Я видел, что у некоторых людей раздражаются руки при обращении с напечатанными изделиями из филамента с волокнами. Есть ли у вас какие-либо рекомендации?
Способы уменьшения раздражения
Обработка без обнажения волокон
Минимизируйте агрессивную шлифовку, которая разрезает волокна.
Если шлифовка необходима, закончите очень мелкой зернистостью (например, 600+), чтобы уменьшить острые кончики волокон.
Рекомендации по покрытию
Эпоксидная смола (тонкий слой) → Лучшее для герметизации волокон и повышения прочности.
Полиуретановый прозрачный лак (аэрозоль для автомобилей) → Проще наносится, хорошая герметизация поверхности.
Акриловый прозрачный спрей-лак → Легкая герметизация, самый простой метод, но менее прочный.
Все эти покрытия создают гладкую поверхность, которая предотвращает контакт с волокнами и может улучшить внешний вид и стойкость к погодным условиям.
Можно ли пересушить материалы CF-Nylon? Например, сушить их, когда они не влажные?
Сушка CF-Nylon, когда он не влажный, не навредит материалу, если вы придерживаетесь рекомендованных температур и времени. Реальный риск — это перегрев, а не пересушка.
Сильно ли сопротивляемость течению (creep) у PET-CF зависит от отсутствия отжига?
Существует несколько способов улучшить поведение при ползучести:
1. Увеличьте толщину стенок и плотность заполнения печатаемой детали, чтобы обеспечить печать несущей поверхности в направлении плоскости, а не в направлении Z.
2. Мы настоятельно рекомендуем отжиг, который эффективно улучшит сопротивляемость ползучести. Если отжиг невозможен, рекомендуем установить несущую поверхность как нижнюю поверхность печати.
3. Если деформацию нельзя подавить, предлагаем добавить распорку, чтобы уменьшить часть нагрузки.
Безопасно ли резать PLA CO2-лазером? Содержит ли ваш материал PVC или другие материалы, которые не следует резать CO2-лазером?
Наш PLA не содержит PVC, но при нагреве значительно выделяет пары. Поэтому, если у кого-то нет ОЧЕНЬ хорошей системы вентиляции, это будет слишком токсично.
Короче говоря, его можно резать CO2-лазером, но мы бы этого не рекомендовали.
У моего Anycubic ACE Pro возникают проблемы с запутыванием филамента при использовании вашего Matte PLA, почему это происходит?
Это проблема, специфичная для конфигурации ACE Pro и специфична для Panchroma Matte PLA. Мы не уверены, почему это происходит, и расследуем это внутри компании. Но повторюсь, это касается только ACE Pro и Panchroma Matte PLA.
Если часто выполнять циклы сушки CF-Nylon, ухудшается ли производительность материала?
Повторная сушка CF-Nylon при правильных температурах не должна делать его хрупким или ухудшать. Просто убедитесь, что не сушите выше рекомендованной температуры.
Содержит ли какой-либо нейлон с углеродным волокном, производимый Polymaker, ПФАС (PFAS)?
В формулах PA-CF нет ПФАС.
Могу ли я использовать автомобильную шпатлевку, разбавленную ацетоном, на смесях Fiberon без утраты прочности, сдвигов и температурной устойчивости?
Использование автомобильной шпатлевки (разбавленной ацетоном)
Шпатлевку можно в целом использовать на композитах на основе нейлона таких как PA6-GF25 и PA6-CF20, но есть несколько ключевых моментов, которые следует учитывать:
Ацетон не рекомендуется для материалов на основе нейлона. Нейлон частично чувствителен к полярным растворителям таким как ацетон, который может вызвать смягчение поверхности, набухание или внутренние напряжения— особенно в полукристаллических полимерах, таких как PA6. Это может привести к локальной потере прочности или образованию трещин от напряжений со временем.
Вместо этого мы рекомендуем использовать шпатлевки на эпоксидной или полиэфирной основе без разбавления сильными растворителямиили использовать шпатлевку, совместимую с пластиком, предназначенную для автомобильных бамперов или пластиков на основе нейлона.
Всегда тестируйте любую шпатлевку или наполнитель на небольшой части перед полным нанесением.
Покрытие полиэфирной смолой – риск деформации
Ваши опасения по поводу тепла, выделяющегося при отверждении смолы, абсолютно обоснованы:
Многие полиэфирные смолы экзотермичны во время отверждения, при этом внутренние температуры могут превышать 80–100°C, в зависимости от объема и условий окружающей среды.
Поскольку композиты PA6 начинают смягчаться выше примерно 100–120°C (хотя сильная деформация обычно начинается около ~200°C), тонкостенные или слабо поддерживаемые детали могут деформироваться во время отверждения, особенно если они зажаты или опираются неравномерно.
Если вы хотите использовать покрытие, вот несколько более безопасных вариантов:
Рекомендуемые варианты отделки
2-компонентный эпоксидный грунт или автомобильный наполнительный грунт
Эти грунты обеспечивают хорошую адгезию к материалам PA (особенно при легкой шлифовке или использовании адгезионных праймеров) и термически устойчивы при отверждении.
Промотеры адгезии для автомобильного пластика
Используйте промотор адгезии, разработанный для поверхностей PA или PP, перед нанесением финишных покрытий или шпатлевок.
Эпоксидное покрытие с низкой экзотермичностью
Если вы хотите покрытие смолой, выбирайте эпоксидную систему с низкой экзотермичностью, предназначенную для выравнивания поверхностей композитов. Сначала протестируйте на небольшой детали, чтобы обеспечить размерную стабильность.
Механическая отделка + покраска
Для наилучшего результата: шлифуйте, нанесите грунт-шпаклевку, снова отшлифуйте и закончите автомобильной краской, предназначенной для пластиковых кузовных деталей.
Резюме
Избегайте нанесения шпатлевки на основе ацетона непосредственно на нейлоновые детали
Полиэфирная смола может вызвать деформацию — используйте с осторожностью или избегайте для больших/тонких деталей
Используйте совместимые с пластиком наполнители, покрытия с низкой экзотермичностью или связку праймер-шпатлевка + краска как более безопасный подход
Есть ли у вас материалы с биосовместимостью?
В настоящее время у нас нет материала, прошедшего строгие тесты на биосовместимость, но мы работаем над этим.
Почему продукты PLA имеют предупреждение Proposition 65 о бензоле?
Это было решение команды по продуктам. Гипотеза заключалась в том, что бензол является часто используемым ингредиентом, CA-65 требует от производителя указать хотя бы одно вещество, но мы не могли протестировать все наши продукты, поэтому команда приняла решение указать бензол на наклейке. Это не означает, что наши продукты содержат бензол.
Возможно, в будущем мы проведем дополнительные испытания, чтобы выяснить, можно ли убрать эту маркировку.
Какое содержание влаги у материалов Fiberon™ на момент упаковки?
Все филаменты Fiberon™ высушиваются и вакуумно запечатываются, чтобы обеспечить содержание влаги менее 0,3%. По результатам тестов на уровне партии типичные значения ниже 0,15%.
Вы сушите филамент Fiberon™ после водяного охлаждения при экструзии?
Да. Все филаменты Fiberon™ проходят выделенный процесс сушки после экструзии перед смоткой и упаковкой.
Почему печать ESD-материалов при более высокой температуре значительно уменьшает сопротивление?
Более высокие температуры печати улучшают подвижность и дисперсию CNT (углеродных нанотрубок) в полимерной расплаве, что позволяет формироваться лучшей сети. Эта улучшенная связь снижает поверхностное сопротивление, иногда на несколько порядков.
Есть ли у вас тестирование EN71-3 для ЕС для игрушек для каких-либо продуктов?
На данный момент у нас такого нет. Но это то, что мы сейчас рассматриваем.
Какой филамент Polymaker устойчив к распространенным смывочным растворителям/растворителям?
PPS будет лучшим вариантом, поэтому мы бы предложили либо Fiberon™ PPS-CF10, либо Fiberon™ PPS-GF20.
Как работает полимерная сушилка и почему один и тот же вентилятор и нагреватель создают 3 разных уровня мощности?
Регулировка настроек и температуры в основном достигается за счет регулирования тока. Скорость вентилятора (обороты) и объемный поток воздуха фиксированы и не изменяются для регулировки настроек. Аналогично, мощность нагревателя остается постоянной; однако общее потребление мощности варьируется в зависимости от целевой температуры и изменений температуры воздуха, что в основном обусловлено регулировкой тока.
Ниже приведены соответствующие характеристики вентилятора.

Какой материал вы бы предложили, который маленький, как этот, и устойчив к ползучести?
Лучшим вариантом для этого, вероятно, будет PolyMax™ PC.
Есть ли у вас информация о факторе рассеяния (dissipation factor) материала PPS-GF20?
Мы ранее не тестировали фактор рассеяния.
Мы проверили и у нас есть небольшие дозы других компонентов в наших составах для улучшения печатаемости материала, и они могут вызвать повышенный фактор рассеяния, но у нас нет конкретных значений. Рекомендуется провести соответствующие испытания в параметрах конкретного применения.
Также мы понимаем, что высокая кристалличность PPS помогает снизить диссипацию и диэлектрическую постоянную, и рекомендуется отжигать материал при 130 градусах или при 230 градусах перед тестированием.
Кроме того, в TDS есть значения диэлектрической постоянной, которые могут помочь.
Я планирую использовать филамент PolyCast не для литья по выплавляемой модели (lost-wax), а для литья в пену (lost-foam) — возможно ли это?
Нет, это не сработает: расплавленный металл недостаточен, чтобы удалить форму PolyCast.
Пена легко выгорает и испаряется при контакте с расплавленным металлом, мы считаем, что PolyCast слишком плотный.
Можно ли использовать HT-PLA в качестве поддерживающего материала для материалов с более высокой температурой?
Да! Сообщество протестировало HT-PLA, и он отлично работает как поддерживающий материал для PET-CF. Он может подойти и для других высокотемпературных материалов, но пока протестирован только PET-CF.
TPU Polymaker основан на эфирах (ether) или эстерах (ester)?
Мы не можем раскрывать эту информацию в настоящее время.
Есть ли у вас относительная проницаемость (relative permittivity) для ABS и ASA?
К сожалению, у нас этого нет на данный момент.
Можете ли вы продавать пустые катушки (spools)?
К сожалению, в настоящее время мы не предлагаем продажу пустых катушек. Возможно, стоит проверить нашу очень активную Discord сообщество, чтобы узнать, есть ли у кого-то пустые катушки, которыми они готовы поделиться.
На коробке PolyDryer над уплотнением поршня есть линия. Это нормально?
Да, это нормально. Это след от шва при литье под давлением.
Его трудно полностью удалить, особенно на прозрачном материале
Требуется ли вентиляция при отжиге PPS-CF или других материалов?
Хотя хорошая вентиляция необходима для всех материалов при печати, при отжиге это обычно не требуется, так как температура не достигает уровня, который бы оправдывал необходимость вентиляции.
Перерабатываются ли ваши пластиковые катушки 5KG?
Наши катушки 5KG изготовлены из PP (полипропилен) и даже содержат некоторое количество переработанного PP. Они подлежат переработке при условии, что вы сначала уточните это в местном пункте переработки.
Выделяются ли при печати ASA летучие органические соединения (VOC)?
Да, обычно запах при печати ASA сильнее, чем у PLA/PETG, поскольку в ASA остается больше малых молекул от процесса полимеризации, что можно считать присущим свойством ASA. Также рекомендуем посмотреть это видео Томаса Санледера: https://www.youtube.com/watch?v=nofn_MHrxrsКак видно в этом видео, рекомендуется иметь надлежащую вентиляцию и фильтрацию независимо от типа пластика, с которым вы печатаете.
Есть ли у вас сертификат, что TPU90 соответствует основным требованиям безопасности и эффективности Регламента (ЕС) 2017/745 Европейского парламента и Совета от 5 апреля 2017 г. о медицинских изделиях?
Тесты, проведенные на PolyFlex TPU90, выполнялись по методам ISO 10993 - 5 (тесты на цитотоксичность in vitro), 10 (тесты на раздражение и сенсибилизацию кожи), 11 (тесты на системную токсичность), 23 (тесты на раздражение). Все отчеты о тестах приложены. Вот некоторые выводы:
ISO 10993 — это стандарт для медицинских изделий (а не для материала). (EU) 2017/745 также является стандартом для медицинских изделий (а не для материала). В данном случае тесты должны быть окончательно выполнены на напечатанных стельках, что означает, что материалы, принтеры, процесс печати, среда печати и т. д. связаны с конечным результатом, и тесты должны проводиться нашим клиентом, если их продукт рассматривается как медицинское изделие, которое должно соответствовать (EU) 2017/745
Цель компаний-производителей материалов (таких как мы) проводить тесты на материале — лишь повысить уверенность в том, что конечные изделия (например, стельки) смогут пройти тесты.
В общем понимании, если материал проходит ISO-10993-5/10/11/23, это хорошо для применения в контакте с кожей.
Каковы коэффициенты усадки наших нейлонов? Насколько уменьшаются CoPA или PA6-CF или PA12-CF или PA612-CF или любой нейлон?
Это зависит от того, говорите ли вы о детали сразу после печати и отжига, или после того, как вы дадите ей кондиционироваться по влажности. Сразу после отжига нейлоновая печать слегка сожмется, но после того как деталь впитает влагу при кондиционировании, она фактически немного увеличится в размере.
Больше данных можно найти ЗДЕСЬ
Как соединить две напечатанные детали из PolyCast или PolySmooth PVB?
Чтобы соединить две детали PolyCast: спирт (это хороший растворитель для PVB: он растворяет PVB в жидкость, затем части связываются друг с другом, а растворитель испаряется и образует твердое соединение).
Какое покрытие или шпатлевка лучше всего подходит к PolyCast для литья по выплавляемой модели (investment casting)?
Для инвестиционного литья с использованием филамента PolyCast выбор керамического покрытия может зависеть от типа металла и желаемой отделки поверхности. Общие варианты включают:
Покрытия на основе диоксида кремния (кремнезема): широко используются и обычно совместимы с различными металлами.
Покрытия на основе циркония: часто предпочитаются для высокотемпературных применений, так как обеспечивают лучшую стойкость к тепловым ударам.
Насколько гигроскопичен ваш Fiberon PPS-CF? Насколько он чувствителен к влаге? Требует ли PPS-CF сушилки для филамента?
PPS-CF имеет очень медленную скорость поглощения влаги и не чувствителен к влаге. Однако влага, прилипшая к филаменту, может ухудшать внешний вид напечатанных деталей. Поэтому мы рекомендуем использовать PolyBox или PolyDryer для хранения филамента. Если филамент был открыт и подвергался воздействию окружающей среды более 3 дней, мы рекомендуем снова высушить его перед использованием.
Можно ли печатать Fiberon PPS-CF при 300°C? Можно ли печатать PPS-CF при более низкой температуре?
Мы установили минимальную рекомендуемую температуру печати для PPS-CF на уровне 310°C, потому что хотя экструдирование возможно при 300°C, это может привести к значительно сниженной прочности межслойного соединения. Это негативно скажется на общей производительности и опыте пользователя.
Будут ли у нас катушки Fiberon по 1KG? PET-CF, PPS-CF, PA-CF. Катушки 1KG для Fiberon?
В ближайшем будущем мы не будем делать катушки Fiberon по 1KG, так как смеси с углеродным волокном более хрупкие на катушке и сложнее наматываются плотно. Это означает, что сердечник катушки больше, и 1KG филамента не поместится на 1KG катушке.
Однако мы предлагаем опции 3KG для всех продуктов Fiberon.
Какова химическая совместимость PPS-CF10 при контакте с сырым нефтью и ароматическими растворителями при ~120°C в течение длительных периодов (несколько месяцев)?
Мы оптимизировали печатаемость PPS-CF10, сделав его удобнее в работе, но базовый материал остается PPS. PPS обладает хорошей стойкостью к маслам и ароматическим углеводородам, и мы полагаем, что эти свойства химической стойкости сохранятся в этом составе.
Однако из-за специфики вашего применения мы рекомендуем провести тестирование, чтобы подтвердить работу материала перед полноценным внедрением. Это поможет гарантировать, что любые потенциальные отличия из-за смены материалов не повлияют негативно на результаты.
Есть ли способ сделать углеродно-волоконный нейлон герметичным? Это включает PA6-CF, PA12-CF, PA612-CF. Можно ли сделать углеродно-волоконный нейлон водонепроницаемым?
У нас нет обширного опыта в этом вопросе, но мы нашли несколько статей о том, как сделать детали водонепроницаемыми с помощью правильного процесса печати.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
Есть ли сертификация UL94 для PPS-CF? Сертифицирован ли PPS-CF по UL94?
Для PPS-CF нет сертификата UL94
Как работает зависимость поверхностной удельной проводимости PETG-ESD от температуры печати? Влияет ли температура печати на поверхностную удельную проводимость?
Поверхностная удельная проводимость связана с температурой сопла, поскольку поверхностная удельная проводимость зависит от
проводимости материала
адгезии оболочки к оболочке и слоя к слою — меньшие зазоры между оболочками и слоями помогают снижать поверхностную удельную проводимость
Поэтому использование более высокой температуры сопла помогает снизить поверхностную удельную проводимость.
Больше информации ЗДЕСЬ
Почему температура стеклования (Tg) ниже, чем температура деформации при нагреве (HDT) для нейлоновых материалов (или других материалов, для которых это верно)?
Температура стеклования (Tg) относится к температуре, при которой аморфные участки полимера размягчаются. Однако HDT измеряет способность материала выдерживать нагрузки при повышенных температурах, что больше зависит от кристаллических областей и армирования волокнами. Поскольку кристалличность увеличивается при отжиге, HDT может превысить Tg, так как материал сохраняет структурную стабильность при более высоких температурах под нагрузкой.
Отжиг способствует увеличению кристалличности полимера. Для PA-CF это означает, что кристаллические области в материале становятся более организованными и плотными. Эти кристаллические области имеют более высокую термическую стабильность, чем аморфные области, что позволяет материалу сохранять форму и жесткость при более высоких температурах, даже выше Tg.
Одинаковы ли углеродные волокна в различных наполненных филаментах между смесями (PA6, PA12, PA612 и т. д.) только по количеству волокна? Или длины волокон также различаются?
Для PA6-CF, PA12-CF и PA612-CF мы используем одно и то же углеродное волокно в производстве. Для PET-CF углеродное волокно будет короче из-за отличий процесса. Для PETG-rCF волокно другое и получено из переработанного материала.
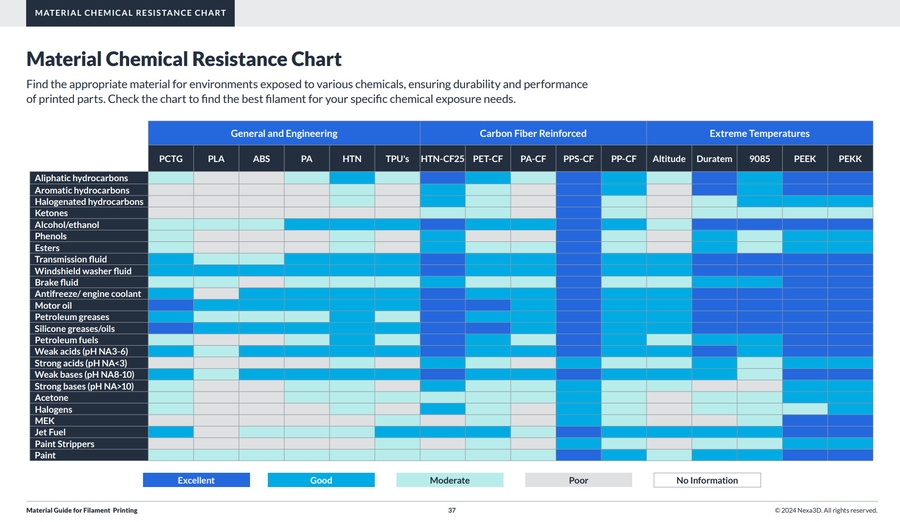
Химически ли устойчив PET-CF?
Химическая стойкость в основном определяется базовым материалом, и PET в целом обладает хорошей химической стойкостью. Проверьте таблицы ниже:

Как светятся наши филаменты «Glow in the Dark»? Используются ли в них оксид цинка или стронций аллюминат?
В Panchroma Glow используется стронций, но не цинк. Для дополнительной информации общий весовой процент люминесцентного порошка в филаменте составляет 2–2,5 вес.%, но мы не знаем точного содержания стронция в составе.
Как определяются шестнадцатеричные коды (hex)?
HEX-код в настоящее время является оценкой воспринимаемого цвета: мы фотографируем один и тот же отпечаток при одинаковых условиях освещения и пропускаем каждый пиксель через алгоритм, который выдает HEX-код.
Как определяются TD (Transmission Distances)?
TD измеряется с помощью TD-1 на опорной (референсной) партии.
Содержится ли бисфенол А (BPA) в каких-либо наших филаментах? Используется ли BPA в каком-либо материале?
Бисфенол А часто используется для полимеризации в материалы PC.Изделия из поликарбоната могут содержать предшественник мономера бисфенол А (BPA). Но ни один другой продукт не должен его содержать.
Проходит ли какой-либо наш филамент условия PLA EN 13432?
Поскольку мы не углублялись в это применение (упаковка), ни один из наших продуктов пока не тестировался по этому стандарту.
В чем разница между Panchroma Satin и Panchroma Matte?
На самом деле это просто отделка — Panchroma Satin менее матовый, чем Panchroma Matte. Но в части брендинга наш Panchroma Satin — это наш PolyTerra PLA, переименованный как Panchroma Satin. Satin немного прочнее, чем Matte — но недостаточно, чтобы оправдать маркировку "+", поэтому сейчас мы просто называем это по отделке поверхности.
Каковы характеристики вентилятора, используемого в PolyDryer, включая обороты и давление воздуха?
Скорость вентилятора (RPM) и объемный поток воздуха фиксированы и не изменяются для регулировки настроек. Аналогично, мощность нагревателя остается постоянной; однако общее потребление мощности варьируется в зависимости от целевой температуры и изменений температуры воздуха, что в основном обусловлено регулировкой тока.

Panchroma Translucent Natural PLA — это тот же продукт, что и PolyLite PLA Natural?
Да — это тот же продукт, просто под новым брендом.
Есть ли у вас относительная проницаемость (relative permittivity) для ABS и ASA?
Это не то, что у нас есть в настоящее время
Имеет ли блок питания PolyDryer сертификацию безопасности от Intertek или UL?
Да! Найдите их здесь: UL Test Report GCC Certificate
Можно ли отключить звуковой сигнал на PolyDryer?
Это нельзя изменить на старых устройствах — однако новые устройства, произведенные после мая 2025 года, могут: в режиме “SETTING” нажмите и удерживайте одновременно кнопки “Pause” и “Decrease” в течение 5 секунд, чтобы войти в режим настройки уровня зуммера. На дисплее появится “bu-01”. Используйте кнопки “Increase +” или “Decrease −”, чтобы отрегулировать громкость. Доступно 3 уровня громкости. После установки желаемого уровня нажмите кнопку “Pause”, чтобы сохранить настройку и выйти в режим “SETTING”.

Сможет ли TPU работать при температуре до −25℃?
TPU не рекомендуется для таких низких температур, так как это ниже температуры стеклования — TPU становится более твердым и хрупким.
Есть ли способ использовать PolyDryer вместе с PolyBox?
Здесь доступен файл для скачивания, который вы можете использовать: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
Есть ли у вас данные по прочности при сжатии для ASA или ABS?
На данный момент у нас нет этих данных.
Есть ли способ «перезарядить» PLA с переходом под УФ (UV transition)?
Эффект продержится всего пару циклов, если не подвергать отпечаток длительному воздействию УФ.
Свойства нейлона существенно меняются в зависимости от того, печатали ли его влажным или сухим; однако, кажется, это не влияет на температуры деформации под нагрузкой (HDT) материала согласно вашим спецификациям. Это правда?
HDT в первую очередь зависит от кристаллической структуры полимера и температуры стеклования, которые незначительно зависят от поглощенной влаги.
Хотя влага снижает прочность на разрыв и модуль, точка размягчения под заданной нагрузкой (которая измеряется HDT) остается относительно стабильной, поскольку она зависит от термического перехода базового полимера и армирования волокнами, а не от небольших изменений в аморфных областях.
Тем не менее длительное термическое старение во влажной среде все еще может ускорить деградацию свойств, даже если HDT при краткосрочных тестах остается схожим.
Итак, вкратце:
Хотя HDT PA6-CF в значительной степени не зависит от влажного или сухого состояния, это не означает, что поведение при нагреве и нагрузке будет идентично в реальных условиях, потому что сопротивление ползучести и размерная стабильность могут ухудшаться с влагой.
Если ваше применение включает постоянное воздействие высокой температуры и влажности, мы рекомендуем:
✔ Печатать сухим филаментом
✔ Выполнять отжиг после печати для улучшения кристалличности и размерной стабильности
✔ Рассмотреть PET-CF или PPS-CF для превосходной гидролитической стабильности, если влагостойкость критична
Каковы коды HS для ваших продуктов?
HS код Филамент: 3916909000
HS код Polybox: 84193900
HS код PolyDryer 8419390000
HS код коробки PolyDryer 8419908590
HS код Polysher: 8465930000
HS код Nebulizer: 8424300000
HS код пеллет PolyCore: 3903900000
Есть ли способ восстановить UV-переход Panchroma PLA, если со временем эффект ухудшился?
Как только эффект UV-перехода в PLA исчезает, его нельзя перезарядить или восстановить — это известное ограничение материала.
Меняется ли температурная стойкость нейлона во влажном состоянии по сравнению с сухим?
Материалы на основе нейлона, включая PA6-CF, демонстрируют значительные изменения механических свойств в зависимости от содержания влаги. Прочность, жесткость и размерная стабильность обычно снижаются по мере увеличения поглощения влаги.
Однако в отношении температуры деформации (HDT):
HDT в первую очередь зависит от кристаллической структуры полимера и температуры стеклования, которые незначительно зависят от поглощенной влаги.
Хотя влага снижает прочность на разрыв и модуль, точка размягчения под заданной нагрузкой (которая измеряется HDT) остается относительно стабильной, поскольку она зависит от термического перехода базового полимера и армирования волокнами, а не от небольших изменений в аморфных областях.
Катушки Fiberon изнашивают мое закаленное сопло — ожидаемо ли это?
Сопла — расходные части, и все материалы с углеродным волокном будут изнашивать сопла. Чем тверже волокно и выше его содержание, тем быстрее будет износ. Материал закаленного стального сопла замедляет этот процесс. Если требуется высокая точность модели, мы рекомендуем регулярно менять сопла для печати.
Также износ сопла не является линейным, поэтому если вы не хотите часто менять сопла, рассмотрите использование сопел 0.6 мм или добавление размерной компенсации через период времени, чтобы поддерживать стабильность.
Каков HS код для продукции Polymaker?
Коды HS одинаковы в зависимости от формы продукта:
HS код Филамент: 3916909000
HS код Polybox: 84193900
HS код Polydryer 8419390000
HS код коробки Polydryer 8419908590
HS код Polysher: 8465930000
HS код Nebulizer: 8424300000
HS код пеллет PolyCore: 3903900000
Есть ли у Polymaker данные по содержанию VOC для PolyFlex TPU95?
У нас нет этих данных на данный момент
Есть ли у вас информация о тепловом ползучести (heat creep) у CoPE от Polymaker?
Если под тепловым ползучестью понимается размягчение филамента в холодной зоне и образование застреваний, то CoPE ведет себя аналогично обычному PLA (без jam-free), поскольку имеет схожие термические свойства.
Можно ли использовать традиционный гипсовый метод для литья модели, напечатанной филаментом PolyCast?
Мы не очень рекомендуем гипсовое литье, так как оно обычно недостаточно прочное, и потребуется очень длительный процесс обжига.
Вот человек, который пробовал литье в гипс: https://www.youtube.com/watch?v=QeNMc_THrow
Есть ли у вас данные по теплопроводности продуктов Polymaker?
У нас нет этой информации, поскольку полимеры обычно не используются из-за их теплопроводности.
Есть ли у вас значения CTI для ваших продуктов?
Нет, мы предлагаем ориентироваться на базовый материал. 3D-печатные детали имеют различную плотность заполнения, что изменяет свойства конечной детали.
Подходит ли диапазон PETG-ESD для зоны ATEX?
Наш Fiberon™ PETG-ESD сформулирован так, чтобы обеспечивать стабильные свойства электрического разряда (ESD),но обратите внимание на следующие важные моменты:
Материал был протестирован внутренне на значения поверхностного сопротивления, которые попадают в диапазон безопасных для ESD значений.
Однако он не имеет сторонней сертификации ATEXи не был специально валидирован для взрывоопасных атмосфер.
Потому что параметры печати, геометрия детали и условия окружающей среды (такие как влажность и износ) могут влиять на поведение ESD, мы не можем гарантировать соответствие требованиям ATEX, основываясь только на данных о филаменте.
На данный момент мы не предлагаем филаменты с формальным одобрением ATEX. Если ваше применение требует сертифицированных материалов, мы рекомендуем провести испытания, специфичные для применения, в условиях вашей эксплуатации или pursue сертификацию с нотифицированным органом на основе напечатанных деталей.
Тем не менее, если ваша цель в основном — поддерживать стабильную ESD производительность, мы предлагаем:
Печатать PETG-ESD при более высоких температурах сопла (около 270 °C), чтобы добиться оптимальной проводимости.
Регулярно проверять поверхностное сопротивление напечатанных деталей, чтобы убедиться, что оно остается в требуемом диапазоне.
Почему верх и низ моего печатного изделия менее блестящие и более матовые, чем боковые стенки оболочки?
Это вызвано тем, как FDM-принтеры укладывают слои, что рассеивает свет и делает поверхность менее глянцевой. Боковые стороны выглядят чище из-за способа наложения слоев. Вы можете попробовать снизить скорость вентилятора, уменьшить скорость печати или настроить температуру, но некоторая матовая отделка — часть процесса.
Вы прекращаете выпуск филамента 2.85 мм?
Да — он постепенно снимается с производства из-за отсутствия спроса. У нас по-прежнему есть возможность производить нестандартные катушки любого размера, но для этого у нас большой минимальный заказ, например 1 000 кг.
Что случилось с вашим PolyMax PC-FR?
У нас возникли проблемы с поставкой сырья, и в настоящее время он не производится. Мы ищем альтернативное решение.
Тем временем мы рекомендуем ознакомиться с PPS-CF или PPS-GF, так как оба имеют класс V0 по огнестойкости.
Есть ли у вас рекомендации по настройкам печати (Z-gap и плотность интерфейса опор и т.д.) при использовании Pachroma CoPE в качестве поддерживающего материала для PLA?
Рекомендуемые настройки поддержки такие же, как и при использовании поддержки для PLA — например, Z-расстояние 0 мм.
Соответствует ли филамент Fiberon™ PETG-ESD (ранее PolyMax™ PETG-ESD) стандарту ANSI S20.20 по ESD?
Fiberon™ PETG-ESD (ранее PolyMax™ PETG-ESD) был протестирован внутренне и показал стабильные значения поверхностного сопротивления в диапазоне, безопасном для ESD. Однако сам материал официально не сертифицирован по ANSI/ESD S20.20 или другим сторонним стандартам на данный момент.
Поскольку 3D-печать вносит вариативность (настройки принтера, геометрия, окружающая среда и т.д.), свойства ESD у готовых деталей могут отличаться. По этой причине мы рекомендуем клиентам валидировать ESD-характеристики их конкретных напечатанных деталей в соответствии с требуемыми стандартами тестирования.
Прилипает ли Fiberon PET-CF17 к стандартному PETG в одном печатном процессе?
Fiberon™ PET-CF17 и стандартный PETG в целом совместимы и могут адгезироваться друг к другу при печати, поскольку оба основаны на PET. Это позволяет использовать PET-CF17 как структурный сердечник с PETG в качестве внешнего слоя.
Тем не менее мы рекомендуем провести испытания, специфичные для применения, перед использованием этого сочетания в конечных деталях. Хотя адгезия обычно хорошая, есть несколько важных моментов:
Механические различия: PET-CF17 армирован и имеет большую жесткость с меньшей усадкой, в то время как обычный PETG более пластичен. Это несоответствие может вызвать внутренние напряжения, особенно в больших областях соединения или при термических циклах.
Практические советы: Для небольших интерфейсов поверхности материалы обычно хорошо сцепляются. Для больших контактных площадей не рекомендуется полагаться только на адгезию, так как напряжения могут накапливаться и влиять на долговременную стабильность.
Условия процесса: Сушка обоих филаментов и печать при достаточно высокой температуре сопла помогут обеспечить хорошее межслойное сцепление.
В итоге сочетание может работать, но подтвердите его соответствие требованиям вашего применения. Для ответственных механических деталей мы рекомендуем избегать очень больших площадей соединения между PETG и PET-CF17.
Есть ли у вас данные о безопасности контакта с кожей для Panchroma Matte или других продуктов Panchroma PLA?
Нет, у нас нет данных о безопасности контакта с кожей для Panchroma. Главная проблема в том, что нет промышленного стандарта для филаментов, безопасных для пищи/кожи.
Есть ли у вас данные по прочности при сжатии для PET-CF?
Извините, мы не публикуем единого универсального «значения прочности при сжатии для отполированных PET-CF17 с насквозь болтовыми соединениями», потому что прочность при сжатии/упорная прочность FFF-деталей сильно зависит от ориентации печати, толщины стенок, заполнения, процедуры отжига и локальной геометрии.
Есть ли у вас декларация о том, что ваши филаменты не содержат PFAS/PFOS?
Да, вы можете найти это на нашей Сертификаты и декларациистранице.
Какие методы тестирования ESD использовались для материалов Fiberon ESD?
Поверхностное сопротивление для Fiberon™ PETG-ESD и PA612-ESD тестируется по стандарту ANSI/ESD STM11.11 на напечатанных 3D-брусках.
Мои отпечатки PETG-rCF слишком хорошо прилипают к платформе.
Мы можем порекомендовать использовать клей PVA/PVP для помощи
Лента на конце катушки Fiberon вызывает сбои в печати — можно ли это исправить?
Да! Это уже исправлено для всех продуктов Fiberon, произведенных после августа 2025 года.
Есть ли у вас General Certificate of Conformity (GCC) или Children's Product Certificate (CPC) для вашего филамента?
Вы можете найти наш GCC на нашей Сертификаты и декларациистранице
Есть ли у вас данные по диэлектрической постоянной для PETG-ESD?
Нет, диэлектрическая постоянная больше относится к изоляционным материалам, таким как Fiberon PPS-GF20, по которому у нас есть эти данные.
Требуется ли для ASA-CF или Panchroma Luminous сопло 0.6 мм или их нормально печатать с 0.4 мм?
Все филаменты Fiberon подходят для 0.4 мм. Panchroma Luminous не требует сопла 0.6 мм, но требует закаленного сопла.
Какая температура паяльника нужна, чтобы установить нагревательную вставку в филамент?
Нет идеального числа, но мы бы рекомендовали около или немного выше температуры экструзии. На этой температуре нужно действовать быстро, поэтому при необходимости можно уменьшить температуру, если она слишком высокая.
Красный мигающий индикатор на моем Polydryer означает неисправность?
Нет! Красный мигающий индикатор означает, что устройство работает и активно сушит.
Замечаю, что поддержки ASA ухудшают качество печати при тех же настройках, что и ABS — что вы посоветуете?
Некоторые пользователи добиваются лучших результатов при поддержке ASA, уменьшая Z-gap поддержки по сравнению с ABS.
Есть ли рекомендованный поддерживающий материал для PET-GF?
Он совместим с PolySupport для PA12 или PLA. Однако по результатам НИОКР адгезия слишком сильная, чтобы считаться поддерживающей. Поэтому мы не включили его в TDS.
Сейчас у нас нет материала, который мы могли бы рекомендовать.
Существует ли измерение для определения ползучести?
Существует — но оно может быть очень дорогостоящим. Мы разрабатываем собственный внутренний метод измерения ползучести, который должен быть добавлен в документы TDS в будущем, но точной даты пока нет.
Почему есть расхождения между вашим TDS и приложением по модулю Юнга в оси Z для PolySmooth?
Оба правильны, но используются разные методы испытаний; Material App — это наиболее новый метод тестирования.
Старый метод тестирования: Печать образца типа "dog bone" вертикально
Новый метод тестирования: Печать цилиндра и вырезание формы "dog bone" из него
TDS будет обновлен в ближайшее время.
Содержит ли ваш PolyLite PC PC01001 силикон или силиконовыми компоненты?
Нет, он не содержит силикон или силиконовые компоненты.
PET-GF слишком сильно прилипает к моей текстурированной PEI, есть предложения?
Это наиболее заметно на чистых новых текстурированных PEI-пластинах. Мы предлагаем использовать немного клеевого карандаша на столе и дождаться, пока стол остынет до комнатной температуры, прежде чем пытаться удалить деталь.
Есть ли у вас версия TDS Fiberon в более легко печатаемом белом цвете?
Пока нет, но вскоре мы запустим новую версию нашего приложения, где вы сможете экспортировать информацию TDS в печатный PDF.
Почему я не могу купить PC-FR?
У нас проблемы с поставками сырья, поэтому мы сейчас не производим этот материал.
Есть ли у вас данные по теплопроводности (λ) или U-значению PolyLite™ PLA?
Теплопроводность PolyLite PLA в твердом состоянии можно принять как 0.231 W/(m*K), а очень детальные данные в настоящее время недоступны.
Кроме того, данные по теплопроводности не являются постоянной величиной и зависят от состояния кристаллизации, плавления и других конденсированных состояний PLA.
Какой поддерживающий материал вы бы рекомендовали для PET-GF?
Сейчас мы предлагаем PolySupport для PA12
Знаете ли вы литейные заводы в Европе, которые могут работать с вашим PolyCast?
Мы ранее контактировали с этой французской компанией:
Вот одна компания в Нидерландах, которая работала с нашим Polycast раньше:
https://www.kustersgoumans.nl/nl/
Вот очень большая компания с представительствами по всей Европе, которую я нашёл через Google:
Можете ли вы предложить PTFE-трубку с высокой стойкостью к истиранию для абразивных филаментов?
Мы не знаем таких — сожалеем
Вы предлагаете DMA (динамический механический анализ)?
Существует много видов DMA — у нас нет этих данных, но пожалуйста сообщите, что вам нужно, и мы сможем изучить этот вопрос
Есть ли у вас планы включить коды составов в продукты — чтобы был одинаковый код независимо от размера катушки или диаметра филамента?
На данный момент у нас таких планов нет
Не могли бы вы объяснить, чем именно Matte отличается от «обычного» PLA? Там указано «с органической/минеральной начинкой». Что именно это означает?
Органическая наполнителя происходит от живых или когда-то живых организмов, например растений. Крахмал — хороший пример, он является исходным сырьём для PLA.
Минеральные наполнители получают из природных пород и минералов, которые добывают и измельчают в тонкий порошок. Типичными примерами здесь являются глина и кремнезём.
Формула Panchroma™ Matte PLA имеет более высокую компостируемость, чем обычный PLA, потому что у неё другая формула.
Но, к сожалению, мы не можем разглашать, какой именно материал используется в Panchroma Matte PLA, поскольку это конфиденциальная информация о составе материала.
Можно ли использовать любой PolyFlex TPU в AMS?
На данный момент (05.12.2025) у нас нет TPU, совместимых с AMS

Почему мой филамент слипся на катушке?
Обычно это происходит потому, что катушка нагрелась слишком сильно для данного материала. Будьте осторожны и всегда сушите филамент в рекомендуемом температурном диапазоне, чтобы предотвратить это.
Мы заметили, что у PETG-ESD разное поверхностное сопротивление в зависимости от участка печати — почему так?
Почему нижняя поверхность более проводящая
Для PETG-ESD ESD-характеристики достигаются за счёт проводящего пути, образованного углеродными нанотрубками (CNT).
Нижняя поверхность, прижатая непосредственно к столу принтера, имеет сильную компрессию расплава и отличную ориентацию CNT, что приводит к меньшему сопротивлению.
Нижняя Верхняя, особенно если поток расплава не полностью сливается или слишком быстро охлаждается, может образовывать слабый контакт CNT, что приводит к чрезвычайно высоким значениям сопротивления.
Эта разница может стать очень большой, если верхние слои недостаточно плотные или если расплав не полностью сплавляется.
Как улучшить ESD-характеристики верхней поверхности
Чтобы значительно снизить сопротивление на верхней поверхности, мы настоятельно рекомендуем:
Увеличить число верхних слоёв до как минимум 6–8 чтобы обеспечить полное слияние расплава.
Использовать плотный узор заливки для верха (прямолинейный или концентрический).
Снизить скорость печати для верхней поверхности (20–40 мм/с), чтобы улучшить сплавление расплава.
Увеличить подачу до 100–105% для верхних слоёв.
Выполнить глажку (ironing) верхней поверхности, что может значительно улучшить связь CNT за счёт повторного расплавления поверхности и более равномерного восстановления сети CNT.
Глажка часто является единственным самым значимым шагом, когда пользователи сталкиваются с чрезвычайно высоким сопротивлением на верхнем слое.
Выделяются ли токсичные дым или пары при сжигании или плавлении PolyCast?
Температура стеклования компонентов в PolyCast составляет 60–70 °C, поэтому температуры выше 335 °F могут вызвать выделение небольшого количества компонентов.
Кроме того, «сладковатый» запах, возникающий при нагреве PolyCast, требует дополнительного подтверждения. Идентификация конкретного соединения, ответственного за этот запах, потребовала бы внешнего тестирования, что может занять значительное время.
В качестве краткосрочного решения мы предлагаем клиенту снизить температуру, используемую в процессе прожига воска.
Что представляет собой более тёмный коричневый в Panchroma dual gradient wood PLA, вы продаёте его отдельно?
Это Earth Brown Matte PLA — но он не будет выглядеть идентично в зависимости от того, с чем смешан в градиентных цветах. Просто потому, что при производстве градиента цвета постоянно смешиваются.
Какой материал поддержки вы бы порекомендовали для PolyCast?
Лучше всего подходит PolyDissolve. Также можно использовать PLA в качестве поддерживающего материала для отламывания.
Какой поддерживающий материал вы бы порекомендовали для Fiberon ASA-CF08?
Мы рекомендуем PolySupport для PA12, так как он специально разработан как поддерживающий материал. В качестве альтернативы можно рассмотреть PLA.
Есть ли у вас варианты покупки заменяющего ролика для катушки PolyDryer?
Пока нет. Поэтому мы предлагаем распечатать его. Вот справочные данные: длина 90.5 мм, Φ20.8 мм.
Есть ли у вас рекомендация по клею для стола при работе с Fiberon PETG-rCF?
Тестов мы не проводили, но предполагаем, что 3D Gloop для PET должен подойти.
Можно ли получить паспорта безопасности (SDS), перечисляющие 100% состава?
Сожалеем, но мы не можем предоставить эту информацию, поскольку она является собственностью компании
Есть ли у вас данные HDT для неполностью отожжённого PPS-GF?
Существует распространённое заблуждение относительно предоставления HDT для кристаллических материалов в неотожжённом состоянии. Для PET-GF15 мы приводим HDT материала в состоянии «как напечатано». Однако это представляет только HDT напечатанных образцов и не применимо к неотожжённому HDT для всех процессов печати. Это связано с тем, что разные процессы печати дают разные начальные уровни кристалличности, что значительно влияет на HDT кристаллических материалов.
Чтобы оценить минимальную термостойкость материалов в неотожжённом состоянии, я рекомендую использовать температуру стеклования (Tg) как надёжную точку отсчёта. Кроме того, наши испытания показывают, что формула PPSCF имеет минимальные различия по сравнению с Bambu. Наши механические характеристики немного ниже, чем у Bambu, но производительность при печати несколько лучше.
Подойдёт ли ваш PPS-GF для применения с линейным напряжением 230 В?
С точки зрения электрической изоляции
PPS (полифениленсульфид) по своей природе является хорошим электрическим изолятором, и добавление стекловолокна (GF) не делает материал электрически проводящим. С точки зрения объёмного материала PPS-GF сохраняет высокую объёмную удельную сопротивляемость и диэлектрическую прочность, что подходит для типичных низковольтных изоляционных применений, включая системы на 230 В.
Однако для 3D-печатных деталей, электрические характеристики зависят не только от базового полимера, но и от:
интерфейсов слой-к-слою
внутренней пористости
ориентации печати и толщины стенок
внешних факторов, таких как влажность и загрязнения
Поэтому печатные детали из PPS-GF следует рассматривать как структурную или функциональную изоляцию, а не как сертифицированный электрический барьер безопасности без валидации.
Вопросы безопасности и соответствия
Мы не заявляем о наличии сторонней электрической сертификации (например, соответствие IEC, класс изоляции UL) для 3D-печатных деталей из PPS-GF.
Если деталь используется вблизи под напряжением проводников, кулисные и воздушные расстояния должны быть спроектированы в соответствии с применимым электрическим стандартом, независимо от выбора материала.
Для критических применений настоятельно рекомендуется проведение испытаний диэлектрической прочности и сопротивления изоляции для окончательно отпечатанной детали .
Тепловая и экологическая пригодность
PPS-GF особенно хорошо подходит, если приложение также включает:
повышенные рабочие температуры
тепловые циклы
воздействие масел, топлива или агрессивных химикатов
В этих областях PPS-GF обычно превосходит многие инженерные пластики.
Практические рекомендации
Чтобы максимально повысить электрическую безопасность в приложении на 230 В:
Используйте несколько периметров и высокий процент заполнения чтобы уменьшить внутренние пустоты.
Избегайте тонких участков рядом с проводниками под напряжением.
Убедитесь, что деталь остаётся сухой и чистой во время эксплуатации.
Проверьте напечатанный компонент в реальных рабочих условиях, включая напряжение, температуру и влажность.
Резюме
Возможности материала: Сам PPS-GF подходит для 230 В с точки зрения изоляции
Ключевое ограничение: Окончательная электрическая безопасность зависит от конструкции детали и качества печати
Лучшая практика: Провести специфичные для применения электрические испытания перед вводом в эксплуатацию
Последнее обновление
Это было полезно?