渗出
在本部分中,我们将根据根本原因区分两种滴出(渗漏)情况。
第一种根本原因是由挤出的细丝与喷嘴内部的材料相连而产生的滴出。挤出的细丝会在喷嘴移动到另一个位置时牵拉喷嘴内的材料从喷嘴伸出。我们将这种现象称为拉丝(因为产生了这类细丝)。
具有较强分子相互作用的聚合物,或已吸收水分的聚合物,往往会出现此问题。
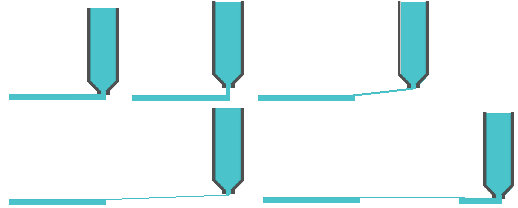
解决这种拉丝问题的一种简单方法是在喷嘴移动到另一个位置之前,通过喷嘴执行擦拭动作将挤出的细丝与喷嘴内的材料切断。
第二种根本原因是真正由残余压力和重力引起的材料渗出,这会随着时间推移将材料从喷嘴挤出。
如前所述,上述 3 个因素将决定从喷嘴渗出的材料量:
残余压力、重力和时间。
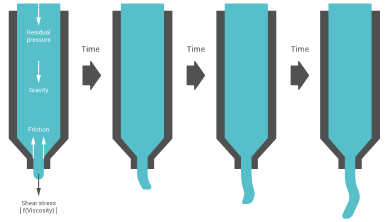
为了减少渗出,我们需要减少或抵消每一个因素:
残余压力:
残余压力是打印机为以某一体积速率挤出而在喷嘴内建立的压力的结果。该压力在很短时间内无法完全从喷嘴中释放,因此材料会持续略微挤出。为减少残余压力,我们可以增加回抽设置(距离、速度)、增加停挤(利用残余压力完成该层)、降低挤出率(需要更少压力即可挤出)或提高打印温度(需要更少压力即可挤出)。
重力
重力会始终拉动细丝从喷嘴中流出,如果重力大于塑料相对于喷嘴内表面的流动阻力以及塑料内部的剪切力,材料就会渗出。注意,可以通过增加模具长径比(L: 模具毛细管长度,D: 喷嘴孔直径)来提高喷嘴内表面与塑料之间的流动阻力。通过降低喷嘴温度(例如多喷头 3D 打印机的待机温度)可以增加塑料内部的剪切力。
时间
从喷嘴渗出的材料量还取决于喷嘴处于非活动状态的时间。持续时间越长,渗出的材料越多。通过提高移动速度、加速度和适当较高的跃变(jerk)设置可以显著缩短该时间。材料在到达模型的其他部分之前没有时间渗出。提高移动速度和加速度不应像提高打印速度和加速度那样影响重影。但是,对于双喷头打印,这一因素实际上无法改变。
最后更新于
这有帮助吗?