Polymaker 的技术
Jam-Free™(防堵头技术):
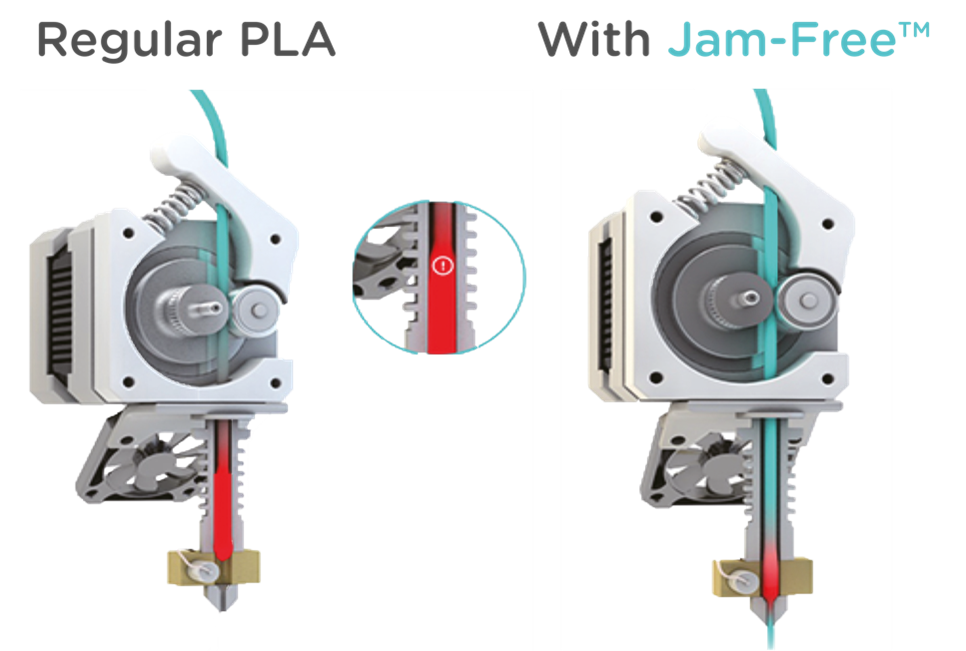
要理解这项技术,首先让我们了解堵塞问题的主要根本原因:
打印头可分为两部分:热端和冷端。热端是热块加热并熔化耗材的地方,冷端则阻止热端的热量扩散并损坏其它组件或在不需要时使耗材变软/熔化。
然而在长时间打印、双挤出打印或散热器设计不良的打印中,热量会向冷端上升并使耗材变软,可能导致耗材膨胀。这可能引发堵头,或导致挤出机咬入耗材。
PLA 最容易出现此问题,因为它的玻璃化转变温度(Tg)非常低(约 60˚C),因此如果温度稍微升高到 50˚C 以上,就可能产生堵塞风险。2.85mm 的耗材对此问题关注较少,因为其直径足够大,比 1.75mm 更加刚性。
为了解决此问题,Polymaker 将我们 1.75mm PLA 基产品(在打印前)的耐热温度提高到 140˚C。这意味着任何经 Jam-Free™ 技术处理的 PLA 可在比未处理的标准 PLA 更高的温度下干燥。
由于 PLA 是半结晶聚合物,Polymaker 通过首先对耗材进行退火来实现这一点,从而提高耗材的结晶度。正如我们在 材料科学 部分所说明的,晶体会在熔点(Polymaker PLA 约为 ~150˚C)开始破坏,因此它为材料提供了更高的耐热性。
Warp-Free™(防翘曲技术):

此技术被 Polymaker 应用于我们的尼龙基材料。你可以在我们的 材料科学 页面上了解关于翘曲问题及潜在根本原因的许多信息。该技术解决了翘曲问题的一个根本原因:结晶化。
的确,尼龙因其翘曲行为而被认为难以打印,因为在打印过程中,每层内晶体的快速形成会产生大量内应力——导致零件变形。
Polymaker 的技术不仅减小了这种应力,还提高了零件的机械性能。该技术减缓了聚合物的结晶速率,防止在打印时各层内迅速形成小晶体。相反,它允许聚合物在多层之间缓慢形成较大的晶体,因为在晶体形成之前有足够时间打印多层。这些跨层晶体也会显著提高层间粘附。这也是 Polymaker 建议在打印后对零件进行退火的原因之一。 退火 可确保零件达到最高结晶度,从而提供最佳的热性能和机械性能。
Layer-Free™(无层纹技术):
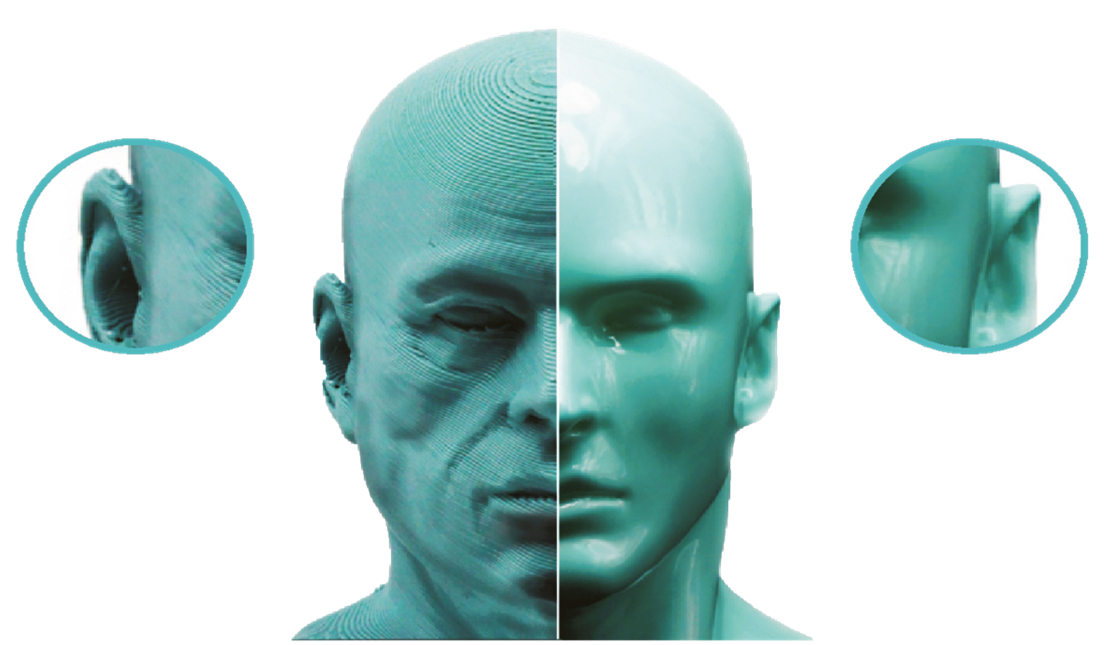
该技术与聚合物科学关系较少,更多是将合适的材料与合适的溶剂完美结合。Polymaker 关注于丙酮浴对 ABS 打印件带来平滑效果,但我们认为 ABS 打印太困难,丙酮又是一种危险化学品且使用不安全。而且没有专门为使用此类溶剂抛光 ABS 零件而设计的实际设备。
Polymaker 面临的第一个挑战是找到一种既易于打印又能与易于获取且比丙酮危害更小的溶剂发生反应的聚合物。
Polymaker 最终发现 PVB 是完美的候选材料。由此我们开始开发基于 PVB 的特定材料配方, PolySmooth™ 便是该开发的成果。
PolySmooth™ 可使用与 PLA 相同的设置打印,然后可用酒精进行抛光。
第二个挑战是设计一款能安全、可靠地使用酒精对 PolySmooth™ 模型进行抛光的设备。 Polysher™ 就是这款设备开发的成果。Polysher™ 的核心是雾化器、精心挑选的膜以及为雾化器找到合适频率而开发的专用算法。
Ash-Free™(低灰分技术):
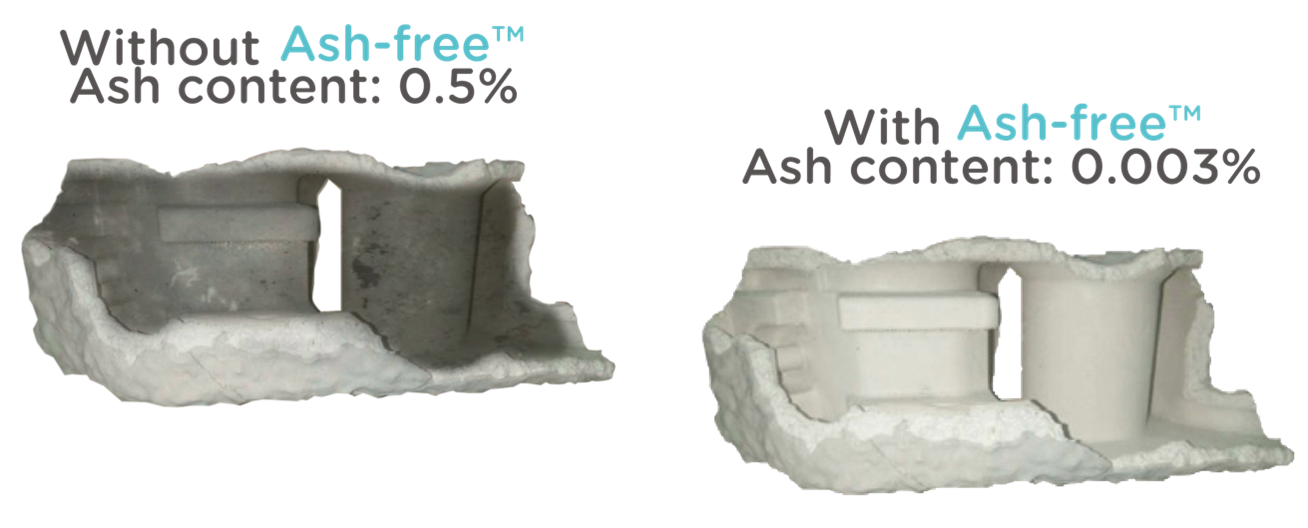
该技术被用于 Polymaker 的 Polycast™产品。它使用多种精心挑选的组分组合来创建铸造材料。这些组分在烧失时经过精心选择,能够无残留燃尽。
Fiber Adhesion™(纤维增强技术):
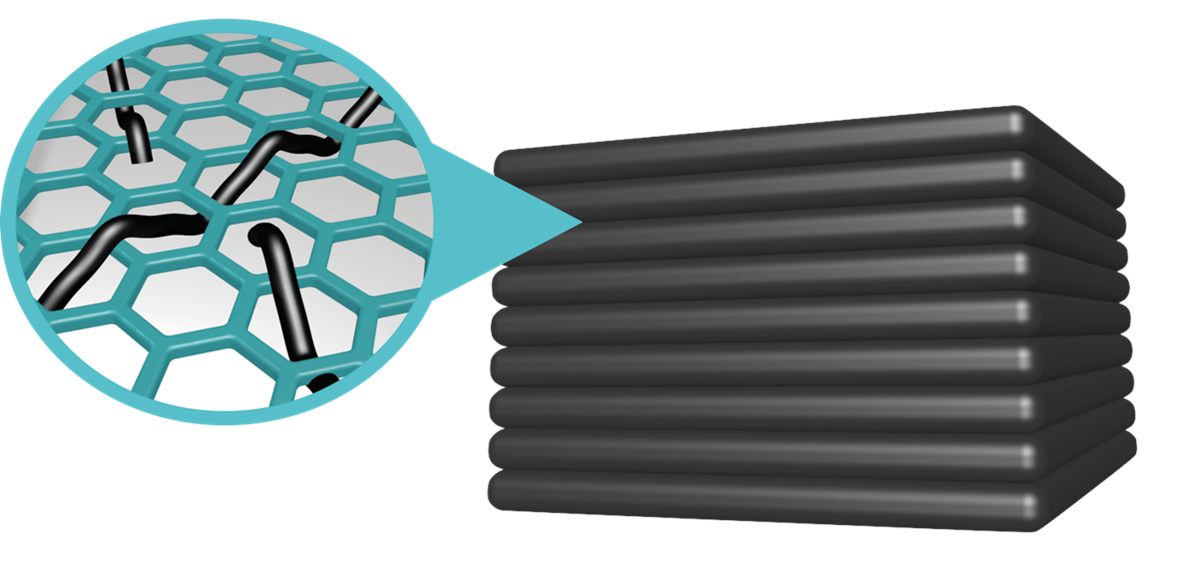
纤维增强材料提供出色的热学和机械性能,然而在基于挤出的 3D 打印中,它可能对层间粘附产生负面影响。Polymaker 认为层间粘附问题源自纤维与基体聚合物之间结合/匹配不佳。
经过数月开发,我们成功优化了纤维的表面化学,以实现更好的分散和与基体的结合。
当将该技术应用于 Fiberon™ PA6-CF 和 Fiberon™ PA6-GF时,层间粘附并未受到负面影响,实际反而更强(CF 提高 +27%,GF 提高 +15%)。
Nano-reinforcement™(纳米增强技术):
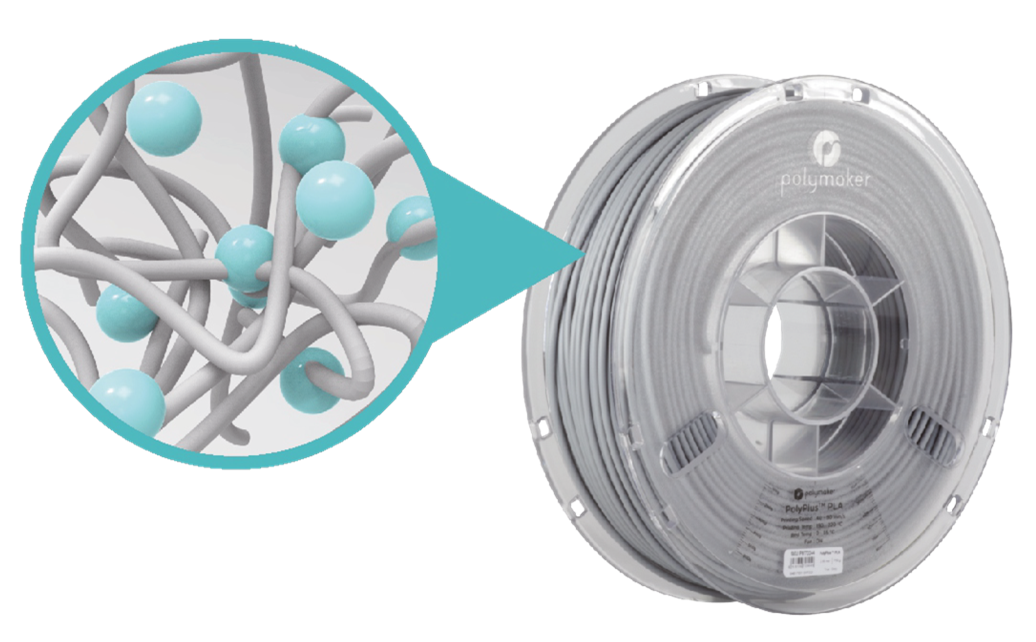
该技术用于 Polymaker 的 PolyMax™ 系列产品。它用纳米颗粒增强聚合物,使其更坚韧,同时保持类似的打印条件。PolyMax™ PLA、PolyMax™ PETG 和 PolyMax™ PC 是 PolyMax™ 系列的三款产品。它们均可使用与其常规对应物相同的设置打印:PolyLite™ PLA、PolyLite™ PETG 和 PolyLite™ PC,然而它们的韧性可提高至多 5 倍,使其更耐用。正如在 材料科学 部分回顾的那样,断裂韧性可以由材料的抗冲击性能很好地表示。
Stabilized Foaming™(稳定发泡技术):
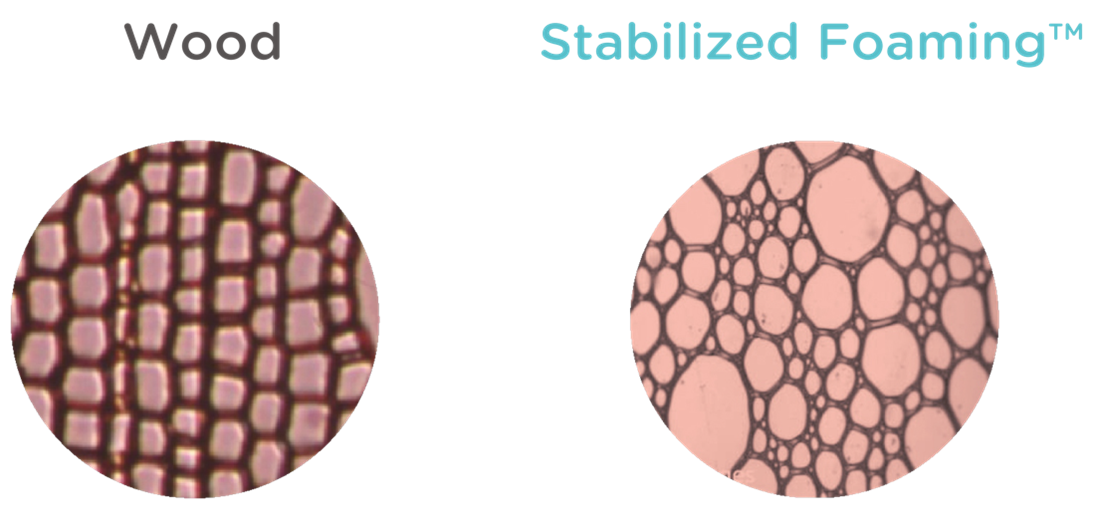
这项技术是 Polymaker 最早期的开发之一。在多次使用木质填充耗材打印时堵塞喷嘴的糟糕经历后,我们思考了如何在不使用木粉的情况下使耗材看起来像木材,因为耗材中的木粉会对打印过程产生负面影响。
Polymaker 认识到木材外观的主要原因是其植物细胞结构和颜色。复制某种木材的颜色很容易,而植物细胞结构则通过发泡剂复制,形成类似的细胞网络。
主要挑战是设计和配制一种在 3D 打印挤出过程中不会受到负面影响的泡沫结构,因此称为“稳定发泡”,意味着泡沫在打印过程后仍能保持稳定。我们最终基于该技术开发出了 LW-PLA。
最后更新于
这有帮助吗?