Polymaker 材料打印提示
Polymaker PLA
PolyLite™ PLA
使用 PolyLite™ PLA 打印时没有特殊要求。您可以在任何打印机和任何设置下打印。
该材料属于标准 PLA 选项,可使用标准 PLA 设置打印。
为获得最佳表面质量,请将冷却风扇全速开启。
不适合高速打印。必须比高速 PLA 更慢打印。建议最大体积速度为 15mm^3/s。
PolyLite™ PLA Pro
该材料可在任何打印机上打印,无需任何特殊要求。
提示:
打印速度应比标准 PLA 慢。建议最大体积速度为 15mm^3/s。
在以 15mm^3/s 打印时,将打印温度提高至 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
Polymaker™ PLA Pro [NEW]
该材料可比标准 PLA 更快打印,同时保持相似的打印设置。
提示:
打印速度可设置为最高 22mm^3/s 的体积速度,而不会降低打印质量或表面一致性。
在这些高速打印时,请将打印温度设为 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
PolyMax™ PLA
该材料可在任何打印机上打印,无需任何特殊要求。
提示:
打印速度应比标准 PLA 慢。建议最大体积速度为 15mm^3/s。
在以 15mm^3/s 打印时,将打印温度提高至 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
该材料可在小口径 0.2mm 喷嘴上良好打印。
PolyLite™ CosPLA
该材料可在任何打印机上打印,无需任何特殊要求。
提示:
打印速度应比标准 PLA 慢。建议最大体积速度为 15mm^3/s
在以 15mm^3/s 打印时,将打印温度提高至 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
PolySonic™ PLA
该材料可比标准 PLA 更快打印,同时保持相似的打印设置。
提示:
打印速度可设置为最高 24mm^3/s 的体积速度,而不会降低打印质量或表面一致性。
在这些高速打印时,请将打印温度设为 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
PolySonic™ PLA Pro
该材料可比标准 PLA 更快打印,同时保持相似的打印设置。
提示:
打印速度可设置为最高 22mm^3/s 的体积速度,而不会降低打印质量或表面一致性。
在这些高速打印时,请将打印温度设为 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
PolyLite™ LW-PLA
该材料可能较难处理,并且比其他材料更容易拉丝。
提示:
打印温度 190˚C。
打印速度 50mm/s。
最大移动速度。
0.5mm 停出(coasting)和 1mm 擦拭(根据模型而定)。
使用停出和擦拭功能。
建议在可能的情况下在打印前干燥此耗材。如果挤出时听到“裂开”或“爆裂”声,则需要干燥耗材。
您可以在我们的以下渠道获得更多帮助: Discord
PolyLite™ PLA-CF
该材料可在任何打印机上打印,但由于具有磨蚀性,需使用硬化喷嘴。
提示:
使用硬化钢喷嘴。
打印速度应比标准 PLA 慢。建议最大体积速度为 15mm^3/s。
在以 15mm^3/s 打印时,将打印温度提高至 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
由于磨蚀性,不要在 AMS 中使用。
Polymaker HT-PLA
该材料可在任何打印机上打印,无需任何特殊要求。
提示:
在以 15mm^3/s 或更高速度打印时,将打印温度提高至 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
在未退火的情况下,该材料在自重下热稳定性可达 150°C。这意味着如果零件受压,它会在低于 150°C 时变形。
如果您需要更高的 HDT(承受压力下的耐热能力),我们建议使用 HT-PLA-GF。
Polymaker HT-PLA-GF
只要打印机配有硬化喷嘴,该材料可在任何打印机上打印,因为它具有磨蚀性。
提示:
在以 15mm^3/s 或更高速度打印时,将打印温度提高至 220-230˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
在未退火的情况下,该材料在自重下热稳定性可达 150°C。这意味着如果零件受压,它会在低于 150°C 时变形。
如果您需要更高的 HDT(承受压力下的耐热能力),则需要将打印件在 80–100°C 下退火 30 分钟。
Polymaker PETG
PolyLite™ PETG
该材料可在任何打印机上打印,无需升级或特殊要求。
提示
打印时将冷却风扇关闭或设置为非常低的速度。我们的 PETG 在冷却过快时可能会失去层间粘结。
最大体积速度请设置为 15mmm^3/s 或更低。
如果在关闭风扇且仍有层间粘结问题时,请将打印温度提高至 240˚C。
如果挤出时听到“爆裂”或“裂开”声,请对耗材进行干燥。
PETG 易拉丝,因此很难完全消除打印件上的丝状物/毛丝。
Polymaker™ PETG [NEW]
该材料可在任何打印机上打印,无需升级或特殊要求。
这一改良配方大大提高了层间粘结,因此您可以比 PolyLite™ PETG 使用更多的冷却风扇。
该 Polymaker PETG 在干燥状态下打印效果比潮湿时好很多,且较易吸湿——因此强烈建议保持耗材干燥。
如果挤出时听到“爆裂”或“裂开”声,请对耗材进行干燥。
PETG 易拉丝,所以要完全消除打印件上的丝状物/毛丝很困难。但此新配方在保证干燥的情况下几乎不会出现拉丝。如果使用该新配方的打印件异常拉丝,强烈建议将线轴在 60˚C 下干燥 6 小时。
PolyMax™ PETG
该材料可在任何打印机上打印,无需升级或特殊要求。
提示
打印时将冷却风扇关闭或设置为非常低的速度。我们的 PETG 在冷却过快时可能会失去层间粘结。
最大体积速度请设置为 15mmm^3/s 或更低。
如果在关闭风扇且仍有层间粘结问题时,请将打印温度提高至 240˚C。
如果挤出时听到“爆裂”或“裂开”声,请对耗材进行干燥。
PETG 易拉丝,因此很难完全消除打印件上的丝状物/毛丝。
Polymaker ABS/ASA
PolyLite™ ABS
该材料应在封闭的打印机上打印。我们建议使用可达 250˚C 以上的全金属热端,但并非强制要求。
提示:
温度越高、打印越慢,层间粘结越好。
打印前将热床加热至 90-100˚C 并维持 10 分钟,以便腔体有时间升温。
如果以慢速高温打印,会得到更好的层间粘结,但可能出现较差的悬垂面外观。您需要在良好层间粘结和优良悬垂质量之间权衡。
Magigoo Original 是解决床面粘附问题的优良产品。
如果有层间粘结或热床粘附问题,请关闭冷却风扇。
可通过丙酮进行表面平滑或焊接处理。
Polymaker™ ASA
该材料应在封闭的打印机上打印。我们建议使用可达 250˚C 以上的全金属热端,但并非强制要求。
提示:
温度越高、打印越慢,层间粘结越好。
打印前将热床加热至 90-100˚C 并维持 10 分钟,以便腔体有时间升温。
如果以慢速高温打印,会得到更好的层间粘结,但可能出现较差的悬垂面外观。您需要在良好层间粘结和优良悬垂质量之间权衡。
Magigoo Original 是解决床面粘附问题的优良产品。
如果有层间粘结或热床粘附问题,请关闭冷却风扇。
可通过丙酮进行表面平滑或焊接处理。
PolyFlex™ TPU
PolyFlex™ TPU90
该材料可在大多数打印机上打印,但强烈建议使用直驱挤出(direct extruder)而非 Bowden 结构。
提示:
挤出机与热端之间的距离越远,该材料越难打印。
请慢速打印,如果挤出机与热端之间有间距则需更慢。建议 30mm/s - 60mm/s。
保持冷却风扇开启以获得良好表面质量。
该材料具有出色的层间粘结,这会使使用支撑材料变得非常困难。建议在设计零件时尽量减少对支撑材料的需求。
TPU 易拉丝,因此很难完全消除打印件上的丝状物/毛丝。
90 指其肖氏硬度为 90A。
PolyFlex™ TPU95
该材料可在大多数打印机上打印,但在直驱挤出机上可以打印得更快,而 Bowden 结构则较慢。
提示:
挤出机与热端之间的距离越远,打印速度需要越慢。
请慢速打印,如果挤出机与热端之间有间距则需更慢。建议 30mm/s - 60mm/s。
保持冷却风扇开启以获得良好表面质量。
该材料具有出色的层间粘结,这会使使用支撑材料变得非常困难。建议在设计零件时尽量减少对支撑材料的需求。
TPU 易拉丝,因此很难完全消除打印件上的丝状物/毛丝。
95 指其肖氏硬度为 95A。
PolyFlex™ TPU95-HF
该材料可在大多数打印机上打印,且设计用于高流量。即便如此,在直驱挤出机上仍可比 Bowden 结构打印更快。
提示:
挤出机与热端之间的距离越远,打印速度需要越慢。
如果挤出机与热端之间有距离,请减慢打印速度。建议 40mm/s - 100mm/s。
保持冷却风扇开启以获得良好表面质量。
该材料具有出色的层间粘结,这会使使用支撑材料变得非常困难。建议在设计零件时尽量减少对支撑材料的需求。
TPU 易拉丝,因此很难完全消除打印件上的丝状物/毛丝。
TPU95-HF 稍硬于 95A,其肖氏硬度更接近 98A 左右。
Polymaker PC and PA
PolyLite™ PC
该材料需要封闭打印机和全金属热端才能正确打印。
提示:
请慢速高温打印以改善层间粘结和防止翘曲。
关闭冷却风扇。
在开始打印前将热床设置为 105˚C 并维持 10-15 分钟,以使腔体预热。
由于 PC 略易吸湿,建议使用干燥箱或耗材烘干机打印。
使用较大直径喷嘴也有助于层间粘结。
Magigoo PC 是有助于聚碳酸酯床面粘附的良好产品。
打印聚碳酸酯后需要退火,尤其是在没有 90˚C+ 加热腔体的情况下。用烤箱在 90˚C 下退火 2 小时。
您需要在打印结束后立即将打印件放入烤箱,不要让其冷却。
PolyMax™ PC
该材料需要封闭打印机和全金属热端才能正确打印。
提示:
请慢速高温打印以改善层间粘结和防止翘曲。
关闭冷却风扇。
在开始打印前将热床设置为 105˚C 并维持 10-15 分钟,以使腔体预热。
由于 PC 略易吸湿,建议使用干燥箱或耗材烘干机打印。
使用较大直径喷嘴也有助于层间粘结。
Magigoo PC 是有助于聚碳酸酯床面粘附的良好产品。
打印聚碳酸酯后需要退火,尤其是在没有 90˚C+ 加热腔体的情况下。用烤箱在 90˚C 下退火 2 小时。
您需要在打印结束后立即将打印件放入烤箱,不要让其冷却。
PolyMax™ PC-FR
仅当您拥有能将腔体环境空气加热到 90˚C - 100˚C 的加热腔体打印机时,才应打印此材料。
这意味着这是工业材料,不应在标准消费级机器上打印。
提示:
请慢速高温打印以改善层间粘结和防止翘曲。
关闭冷却风扇
将腔体温度设置为 90˚C - 100˚C,并在开始打印前让腔体完全升温。
由于 PC 略易吸湿,建议使用干燥箱或耗材烘干机打印。
使用较大直径喷嘴也有助于层间粘结。
Magigoo PC 是有助于聚碳酸酯床面粘附的良好产品。
打印聚碳酸酯后需要退火。
打印完成后需将腔体温度保持在 90˚C - 100˚C 2 小时,然后让打印件慢慢冷却至室温。
Polymaker PC-ABS
仅当您拥有能将腔体环境空气加热到 90˚C - 105˚C 的加热腔体打印机时,才应打印此材料。
这意味着这是工业材料,不应在标准消费级机器上打印。
提示:
请慢速高温打印以改善层间粘结和防止翘曲。
关闭冷却风扇。
将腔体温度设置为 90˚C - 105˚C,并在开始打印前让腔体完全升温。
由于 PC 略易吸湿,建议使用干燥箱或耗材烘干机打印。
使用较大直径喷嘴也有助于层间粘结。
Magigoo PC 是有助于聚碳酸酯床面粘附的良好产品。
打印聚碳酸酯后需要退火。
打印完成后需将腔体温度保持在 90˚C - 105˚C 2 小时,然后让打印件慢慢冷却至室温。
Polymaker PC-PBT
仅当您拥有能将腔体环境空气加热到 100˚C - 115˚C 的加热腔体打印机时,才应打印此材料。
这意味着这是工业材料,不应在标准消费级机器上打印。
提示:
请慢速高温打印以改善层间粘结和防止翘曲。
关闭冷却风扇。
将腔体温度设置为 100˚C - 115˚C,并在开始打印前让腔体完全升温。
由于 PC 略易吸湿,建议使用干燥箱或耗材烘干机打印。
使用较大直径喷嘴也有助于层间粘结。
Magigoo PC 是有助于聚碳酸酯床面粘附的良好产品。
打印聚碳酸酯后需要退火。
打印完成后需将腔体温度保持在 100˚C - 115˚C 2 小时,然后让打印件慢慢冷却至室温。
PolyMide™ CoPA
该材料唯一要求是使用可达到 250˚C 或更高温度的全金属热端打印。
提示:
不要将热床设置高于 50˚C,并保持任何腔体门打开。如果让热床或环境空气超过 50˚C,则可能导致翘曲或打印效果不佳。
如有床面粘附问题,请使用胶棒或 Magigoo PA。
CoPA 的悬垂打印较困难,建议在设计零件时尽量减少悬垂部分。
CoPA 对温度较敏感,可能需要调整以获得良好表面质量的打印温度。
CoPA 非常易吸湿,因此应在整个打印过程中始终放在加热的耗材烘干机中打印。
如果听到“爆裂”或“裂开”声,则需要对耗材进行干燥。
打印后需要在 80˚C 下退火 6 小时。
退火后,零件会被烘干,因此需要进行湿度调理(恢复一定湿度)。
即使不做任何处理,材料也会从空气中吸湿而进行湿度调理。为加速湿度调理,可将零件置于潮湿环境 48 小时。
Polymaker Special Feature and Support
PolyCast™
该材料为 PVB 材料,打印时无需任何特殊打印机要求。
提示:
打印速度应比标准 PLA 慢。建议最大体积速度为 15mm^3/s。
如果以 15mm^3/s 的高速打印,请将打印温度提高至 220˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
我们的 PolyCast 的烧失温度为 1,100 - 1,200˚C,可完全烧尽。
关于此材料的更多信息可在我们应用说明的第 7 页找到: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyCast_Application_Note_V1.pdf?v=1640965091
如果无法达到 1,100˚C,可参考帮助视频 https://www.youtube.com/watch?v=QeNMc_THrow
PolySmooth™
该材料为 PVB 材料,打印时无需任何特殊打印机要求。
提示:
打印速度应比标准 PLA 慢。建议最大体积速度为 15mm^3/s。
如果以 15mm^3/s 的高速打印,请将打印温度提高至 220˚C。
为获得最佳表面质量,请保持风扇全速。如发现层间粘结问题,请降低风扇转速。
您可以使用 Polysher 来平滑层线,因为 PVB 可溶于酒精。
您也可以使用喷雾瓶轻喷多层以获得类似效果。
PolySupport™ for PLA
该材料是一种用于 PLA 的可撕离支撑材料(不可溶),但也可用于 PolySmooth™、PolyCast™ 以及小型 PolyMax™ PC 零件。
提示:
虽然可以用单喷嘴使用 PolySupport™ for PLA,但不推荐这样做,因为换料时堵塞风险增加。若与不同打印温度的材料(如 PolyMax™ PC)一起使用尤其如此。建议使用 IDEX 或 ToolChanger。
建议打印 PolySupport™ for PLA 时比 PLA 标准更慢。最大体积速度为 12mm^3/s,但为降低堵塞风险,我们建议更慢速度。
PolySupport™ for PA12
该材料是一种用于尼龙(特别是 PA12)的可撕离支撑材料(不可溶)。
提示:
虽然可以用单喷嘴使用 PolySupport™ for PA12,但不推荐这样做,因为换料时堵塞风险增加。若与不同打印温度的材料一起使用尤其如此。
必须保持干燥,因为该材料极易吸湿。
“避免用于热床”这一通用建议同样适用。
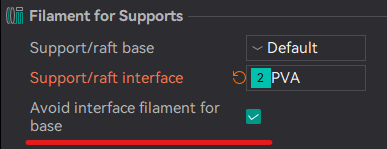
PolyDissolve™ S1 (PVA)
该材料为 PVA,可溶于水,可用于非常复杂的几何结构或此前无法实现的打印。PolyDissolve™ S1 可用于 PLA、TPU、PVB 及我们产品线中的尼龙基线材。其被专门设计为能与这些材料形成完美接口,同时显示良好的可溶性。
提示:
虽然可以用单喷嘴使用 PolyDissolve™ S1,但不推荐这样做,因为换料时堵塞风险增加。若与不同打印温度的材料(例如我们的某些尼龙)一起使用尤其如此。建议使用 IDEX 或 ToolChanger。
PolyDissolve™ S1 是一种高度吸湿的材料,意味着它很容易吸收水分。因此保持干燥非常重要。整个打印过程中应在最低档位使用加热耗材烘干机。
如果听到任何“爆裂”或“裂开”声,或挤出时看到耗材起泡,则需要对材料进行干燥。
PolyDissolve™ S1 需要非常慢速打印——我们建议速度不超过 60mm/s 或最大体积速度 8mm^3/s。
如果使用温热且流动的水,PolyDissolve™ S1 溶解得更快。最快的溶解方式是使用沸水,但需确保母材能承受如此高温。一种方法是将零件放在温水槽中,放在可加热的热床上,然后运行一个能让热床前后震动的 G-code。水温越高、流动越强,溶解越快。
还建议每隔数小时更换一次水,以加快溶解速度。
Panchroma
除 Luminous、Glow 和 CoPE 外的所有效果
除 Luminous、Glow 和 Regular 外,所有 Panchroma 效果和颜色均无特殊要求。您可以在任何打印机和任何设置下打印它们。
提示:
这些材料属于标准 PLA 选项,可使用标准 PLA 设置打印。
丝绸及其他高光泽选项应在外层壳体采用较慢的打印速度,以保持光泽。如果打印过快,它们会看起来更“哑光”。
新丝绸配方可更快打印,最高可达 250mm/s,同时不失去光泽。外层壳体仍应略微降低速度。
不要使用小于 0.4mm 喷嘴打印亮片/闪光效果材料。
为获得最佳表面质量,请将冷却风扇全速开启。
Panchroma™ Glow PLA and Panchroma™ Luminous PLA
这些夜光材料添加了使其非常有磨蚀性的添加剂。因此,除非您使用硬化喷嘴,否则不应打印它们。
提示:
由于具有磨蚀性,我们不建议在带塑料齿轮和导管的 AMS 中打印这些材料。
除磨蚀性外,这些材料属于标准 PLA 选项,可使用标准 PLA 设置打印。
为获得最佳表面质量,请将冷却风扇全速开启。
Panchroma™ CoPE
Panchroma™ CoPE 不是 PLA,而是 Polymaker 开发的新配方(共聚聚酯)。这意味着在与 PLA 打印件结合时不应使用,因为它们不会良好粘合在一起。
CoPE 也会过度粘附于纹理化 PEI 床面,因此不建议使用纹理化 PEI。
该新配方允许快速打印并具有出色的悬垂性能。
打印提示
您可以以最高 400mm/s 的速度打印,因此无需担心速度问题。
为获得最佳表面质量,请将冷却风扇全速开启。
如果难以从纹理化 PEI 床面取下打印件,可使用 Magigoo Original。我们建议改用其他床面,例如平滑 PEI、PC、玻璃等。
Fiberon
Fiberon™ PPS-CF10
该材料需要能达到 310˚C - 350˚C 的热端,并且由于有磨蚀性需使用硬化喷嘴。
提示:
如有层间粘结问题,请稍微降低打印速度。
关闭冷却风扇。
不需要腔体但建议使用封闭腔体。
为获得最佳层间粘结和耐热性,请在 125˚ 下退火 16 小时。
由于磨蚀性,不要在 AMS 中使用。
耗材也可能容易断裂,因此强烈建议确保耗材路径没有剧烈弯折或急转。
Fiberon™ PPS-GF20
该材料需要能达到 310˚C - 350˚C 的热端,并且由于有磨蚀性需使用硬化喷嘴。
提示:
如有层间粘结问题,请稍微降低打印速度。
关闭冷却风扇。
不需要腔体但建议使用封闭腔体。
为获得最佳层间粘结和耐热性,请在 130˚ 下退火 10 小时。
由于磨蚀性,不要在 AMS 中使用。
耗材也可能容易断裂,因此强烈建议确保耗材路径没有剧烈弯折或急转。
Fiberon™ PET-CF17
打印此材料的唯一要求是使用能够达到 270˚C - 300˚C 的全金属热端,并且由于磨蚀性需使用硬化喷嘴。
提示:
如有层间粘结问题,请稍微降低打印速度。
关闭冷却风扇。
如果在封闭打印机中打印,请保持门打开——不需要封闭腔体。
为获得最佳层间粘结和耐热性,请在 120˚ 下退火 10 小时。
由于磨蚀性,不要在 AMS 中使用。
Fiberon™ PET-GF15
打印此材料的唯一要求是使用能够达到 280˚C - 310˚C 的全金属热端,并且由于磨蚀性需使用硬化喷嘴。
如有层间粘结问题,请稍微降低打印速度。
关闭冷却风扇。
为获得最佳层间粘结和耐热性,请在 120˚ 下退火 16 小时。
在干净的纹理化 PEI 床面上打印时,取下打印件可能有些困难。我们强烈建议等待热床冷却至室温后再取下。其他床面辅助剂如 Magigoo、Vision Miner、胶棒或发胶可帮助更容易取下零件。
Fiberon™ PA612-CF15
该材料要求使用可达到 250˚C 或更高温度的全金属热端,并且需要硬化喷嘴。
提示:
不要将热床设置高于 50˚C,并保持任何腔体门打开。如果让热床或环境空气超过 50˚C,则可能导致翘曲或打印效果不佳。
如有床面粘附问题,请使用胶棒或 Magigoo PA。
PA-CF 非常易吸湿,因此应在整个打印过程中始终放在加热的耗材烘干机中打印。
如果听到“爆裂”或“裂开”声,则需要对耗材进行干燥。
打印后需要在 100˚C 下退火 16 小时。
退火后,零件会被烘干,因此需要进行湿度调理(恢复一定湿度)。
即使不做任何处理,材料也会从空气中吸湿而进行湿度调理。为加速湿度调理,可将零件置于潮湿环境 48 小时。
由于具有磨蚀性,不应在 AMS 中使用。
Fiberon™ PA6-CF20
该材料要求使用可达到 280˚C 或更高温度的全金属热端,并且需要硬化喷嘴。
提示:
不要将热床设置高于 50˚C,并保持任何腔体门打开。如果让热床或环境空气超过 50˚C,则可能导致翘曲或打印效果不佳。
如有床面粘附问题,请使用胶棒或 Magigoo PA。
PA-CF 非常易吸湿,因此应在整个打印过程中始终放在加热的耗材烘干机中打印。
如果听到“爆裂”或“裂开”声,则需要对耗材进行干燥。
打印后需要在 100˚C 下退火 16 小时。
退火后,零件会被烘干,因此需要进行湿度调理(恢复一定湿度)。
即使不做任何处理,材料也会从空气中吸湿而进行湿度调理。为加速湿度调理,可将零件置于潮湿环境 48 小时。
由于具有磨蚀性,不应在 AMS 中使用。
Fiberon™ PA6-GF25
该材料要求使用可达到 280˚C 或更高温度的全金属热端,并且需要硬化喷嘴。
提示:
不要将热床设置高于 50˚C,并保持任何腔体门打开。如果让热床或环境空气超过 50˚C,则可能导致翘曲或打印效果不佳。
如有床面粘附问题,请使用胶棒或 Magigoo PA。
PA-CF 非常易吸湿,因此应在整个打印过程中始终放在加热的耗材烘干机中打印。
如果听到“爆裂”或“裂开”声,则需要对耗材进行干燥。
打印后需要在 100˚C 下退火 16 小时。
退火后,零件会被烘干,因此需要进行湿度调理(恢复一定湿度)。
即使不做任何处理,材料也会从空气中吸湿而进行湿度调理。为加速湿度调理,可将零件置于潮湿环境 48 小时。
由于具有磨蚀性,不应在 AMS 中使用。
Fiberon™ PA12-CF10
该材料要求使用可达到 280˚C 或更高温度的全金属热端,并且需要硬化喷嘴。
提示:
不要将热床设置高于 50˚C,并保持任何腔体门打开。如果让热床或环境空气超过 50˚C,则可能导致翘曲或打印效果不佳。
如有床面粘附问题,请使用胶棒或 Magigoo PA。
PA-CF 非常易吸湿,因此应在整个打印过程中始终放在加热的耗材烘干机中打印。
如果听到“爆裂”或“裂开”声,则需要对耗材进行干燥。
打印后需要在 100˚C 下退火 16 小时。
退火后,零件会被烘干,因此需要进行湿度调理(恢复一定湿度)。
即使不做任何处理,材料也会从空气中吸湿而进行湿度调理。为加速湿度调理,可将零件置于潮湿环境 48 小时。
由于具有磨蚀性,不应在 AMS 中使用。
Fiberon™ ASA-CF08
该材料要求使用可达到 260˚C 或更高温度的全金属热端,并且需要硬化喷嘴。
确保耗材路径非常通畅——该材料可能较脆,不能承受急弯。
保持腔体封闭有助于层间粘结
建议在打印时有良好的空气过滤/通风
应保存在干燥环境中,如挤出时听到任何爆裂声应对耗材进行干燥。
Fiberon™ PETG-rCF08
该材料由于磨蚀性需要硬化喷嘴。建议使用全金属热端,但并非必须。
提示:
如有层间粘结问题,请稍微降低打印速度。
将冷却风扇最大设置为 50%,如出现层间粘结问题请降低风扇转速。
如果在封闭打印机中打印,请保持门打开——不需要封闭腔体。
由于磨蚀性,不要在 AMS 中使用。
Fiberon™ PETG-ESD
该材料唯一要求是打印机需要具备可达到 250˚C 或更高温度的全金属热端。
提示:
应使用与标准 PETG 相似的设置打印。
为获得最佳层间粘结,请关闭冷却风扇。
如遇层间粘结问题,请降低打印速度。
Fiberon™ PA612-ESD
该材料要求使用可达到 250˚C 或更高温度的全金属热端,并且需要硬化喷嘴。
提示:
不要将热床设置高于 50˚C,并保持任何腔体门打开。如果让热床或环境空气超过 50˚C,则可能导致翘曲或打印效果不佳。
如有床面粘附问题,请使用胶棒或 Magigoo PA。
PA 非常易吸湿,因此应在整个打印过程中始终放在加热的耗材烘干机中打印。
如果听到“爆裂”或“裂开”声,则需要对耗材进行干燥。
打印后可在 100˚C 下退火 16 小时以获得更佳性能。
退火后,零件会被烘干,因此需要进行湿度调理(恢复一定湿度)。
即使不做任何处理,材料也会从空气中吸湿而进行湿度调理。为加速湿度调理,可将零件置于潮湿环境 48 小时。
由于材料的磨蚀性和脆性,不应在 AMS 中使用。
由于材料易脆,强烈建议保持耗材路径畅通
打印温度越高,耗材越“导电”。在 320˚C 打印可能导致打印件具有导电性。
最后更新于
这有帮助吗?