> For the complete documentation index, see [llms.txt](https://wiki.polymaker.com/llms.txt). Markdown versions of documentation pages are available by appending `.md` to page URLs; this page is available as [Markdown](https://wiki.polymaker.com/printing-tips/material-science/strength-testing.md).
# Strength Testing
Before closing this section, it can be useful to also learn about the different mechanical and thermal properties which can define a polymer. These 3 tests can determine how “strong” a material is depending on the application you require from your print.
Let us first review the 3 main mechanical tests:
### **Tensile testing**

The tensile testing is where a polymer specimen is subjected to tension until it breaks. The test can be used to determine a specimen’s tensile strength, Young’s modulus, and elongation at break.
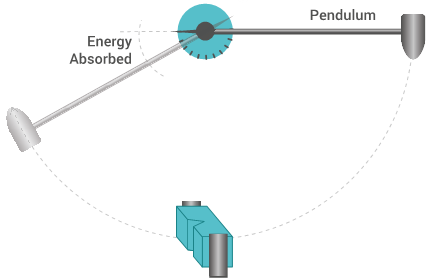
### **Charpy impact test**
The Charpy impact test is the process of measuring the amount of energy upon impact that is required to fracture a test specimen. This test is conducted by fixing an appropriate polymer specimen in place and releasing a pendulum with a set mass at a set height to collide with the test specimen.
### **Three-point flexural test**
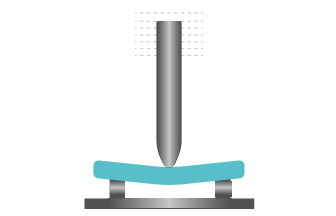
Three-point flexural test is the measurement of a specimen’s resistance to deformation under a gradual load. The test samples are subjected to significant tensile and compressive stresses in their plane in addition to shear stresses. This test can be used to determine the bending strength and bending modulus.
Each of these tests will give important data which will define the material performance:
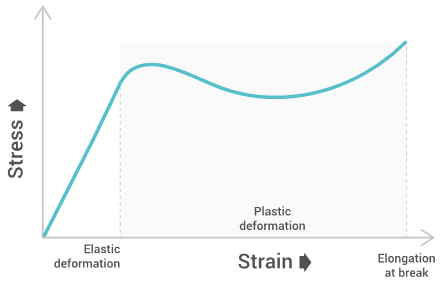
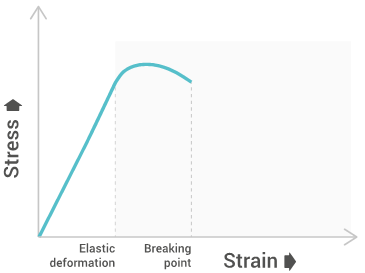
The tensile strength will give a graph similar to the below one:
### **Tensile strength**
Tensile strength characterizes the maximum stress required to pull the specimen to the point where it yields or breaks. Tensile strength at yield measures the stress at which a test specimen yields to stress (known as necking), tensile strength at break measures the stress at which a test specimen breaks, and the ultimate tensile strength is the maximum between both. This allows us to understand the limit of a materials strength and its behavior when under stress.
### **Elongation at break**
Elongation at break measures the deformation ratio between initial length and increased length right before breakage. This allows us the see the amount of stretching a material can endure before breaking.
### **Young’s modulus**
Young’s modulus measures the resistance of polymers to deformation under stress along a single axis. Young’s modulus can be used to estimate the stiffness of structures made by the material.
The bending strength will give a graph similar to the below one:
### **Bending modulus**
Bending modulus is a local physical property that is computed as the ratio of stress to strain in flexural deformation. The Bending modulus has similarities to Young’s modulus as it tests the polymers ability to resist deformation.
### **Bending strength**
Bending strength represents the highest stress experienced within the material at its point of yield or break.
### **Charpy impact strength**
Charpy impact strength tests the amount of impact force or energy (kJ/m2) that is required to fracture the test specimen.
Now let us review the thermal properties:
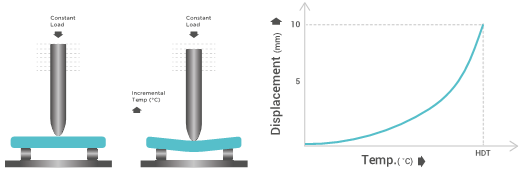
### **Heat deflection temperature**
Heat deflection temperature is the measure of the temperature at which a polymer undergoes a certain amount of deformation. The test is conducted using a specific load, while steadily increasing the temperature by 2 °C/min and measuring the temperature once the displacement of the contact sensor of the specimen reaches 10mm.
### **Vicat softening temperature**
Whilst comparable to HDT, the Vicat softening temperature differs by providing a testing method that simulates the point at which temperature softens the material’s physical properties enough for an external object under a set pressure to penetrate the outside surface of the specimen by 1mm.

### **Melt index**
Melt index characterizes the flow behavior of a polymer under a set pressure and temperature. This is achieved by extruding the polymer and measuring the total weight of the extrudate in a set time-period. The more material that extrudes, the increased weight and therefore the lower viscosity.
---
# Agent Instructions
This documentation is published with GitBook. GitBook is the documentation platform designed so that both humans and AI agents can read, navigate, and reason over technical content effectively. Learn more at gitbook.com.
## Querying This Documentation
If you need additional information that is not directly available in this page, you can query the documentation dynamically by asking a question.
Perform an HTTP GET request on the current page URL with the `ask` query parameter, and the optional `goal` query parameter:
```
GET https://wiki.polymaker.com/printing-tips/material-science/strength-testing.md?ask=&goal=
```
`ask` is the immediate question: it should be specific, self-contained, and written in natural language.
`goal` is optional and describes the broader end goal you are ultimately trying to accomplish on behalf of the user. GitBook uses it to tailor the answer towards what is most useful for that goal.
The response will contain a direct answer to the question and relevant excerpts and sources from the documentation.
Use this mechanism when the answer is not explicitly present in the current page, you need clarification or additional context, or you want to retrieve related documentation sections.