Goteo
En esta parte diferenciaremos dos tipos de goteo dependiendo de la causa raíz.
La primera causa raíz es el goteo creado por el filamento extruido que queda unido con el material dentro de la boquilla. El filamento extruido entonces forzará al material dentro de la boquilla a estirarse fuera de la boquilla mientras ésta se mueve a otra ubicación. Renombraremos este fenómeno como stringing (por la cuerda que se crea).
Los polímeros con una alta interacción molecular, o los polímeros que han absorbido humedad tienden a tener este problema.
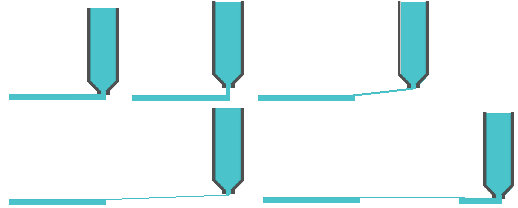
Una forma simple de resolver este problema de stringing es cortar el filamento extruido del material en la boquilla realizando un movimiento de limpieza con la boquilla antes de moverla a otra ubicación.
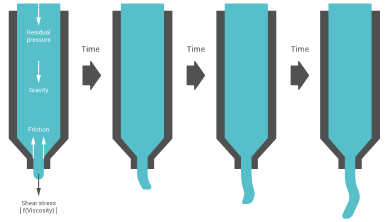
La segunda causa raíz es el verdadero goteo del material creado por la presión residual y la gravedad que forzarán al material a salir de la boquilla con el tiempo.
Como se mencionó, los 3 factores anteriores definirán la cantidad de material que gotea de la boquilla:
Presión residual, gravedad y tiempo.
Para reducir el goteo, necesitaremos disminuir o contrarrestar cada uno de ellos:
Presión residual:
La presión residual es el resultado de que la impresora acumula presión dentro de la boquilla para extruir a cierta velocidad volumétrica. Esta presión nunca puede descargarse completamente de la boquilla en un periodo de tiempo muy corto y, por lo tanto, el material seguirá extruyéndose ligeramente. Para disminuir la presión residual, podemos aumentar los ajustes de retracción (distancia, velocidad), aumentar el coasting (usar la presión residual para terminar la capa), disminuir la tasa de extrusión (se necesita menos presión para extruir) o aumentar la temperatura de impresión (se necesita menos presión para extruir).
Gravedad
La gravedad siempre tirará del filamento fuera de la boquilla, y si la fuerza gravitatoria es más fuerte que la resistencia al flujo del plástico contra la superficie interna de la boquilla y el esfuerzo de corte dentro del plástico, éste gote will salir. Tenga en cuenta que la resistencia al flujo entre la superficie interna de la boquilla y el plástico puede aumentarse incrementando la relación L/D del dado (L: longitud del capilar del dado, D: diámetro del orificio de la boquilla). El esfuerzo de corte dentro del plástico puede aumentarse bajando la temperatura de la boquilla (por tanto la temperatura de espera en varias impresoras 3D de doble extrusión).
Tiempo
La cantidad de material que gotea de la boquilla también depende de la cantidad de tiempo que la boquilla permanece inactiva. Cuanto mayor sea la duración, mayor será la cantidad de material. Este tiempo puede reducirse significativamente teniendo alta velocidad de desplazamiento, aceleración y ajustes de jerk razonablemente altos. El material no tendrá tiempo de gotear antes de alcanzar la otra parte del modelo. Tener alta velocidad de desplazamiento y aceleración no debería afectar el ghosting como ocurriría al aumentar la velocidad y aceleración de impresión. Sin embargo, para la impresión de doble extrusión, este factor realmente no se puede cambiar.
Última actualización
¿Te fue útil?