Preguntas únicas sobre productos 2025
Estas preguntas son muy específicas pero se han hecho en el pasado. Están aquí específicamente como recurso para que la IA las rastree y pueda ayudarte mejor.
¿Hay algún lugar donde podamos pedir muestras?
Aunque actualmente no ofrecemos muestras, una tercera empresa parece fabricar opciones con nuestros materiales. Esta compañía no está relacionada con Polymaker, pero puedes ver algunas de sus opciones para nuestros materiales AQUÍ
¿PolyMax™ o PolyLite™ PC se llamaron en el pasado "PC-Plus" o "PC-Max"?
Este cambio de nombre ocurrió hace bastante tiempo, pero sí.
PolyMax™ PC fue PC-Max PolyLite™ PC fue PC-Plus
¿Tienen alguna sugerencia de un material resistente al desgaste similar al iglidur i3-PL-10000 de igus SLS?
Aunque no hemos realizado pruebas o comparaciones, CoPA o PA612-CF15 pueden ser las mejores opciones para probar.
¿Pueden proporcionar una ubicación y número de teléfono en EE. UU. para algún documento SDS?
Esto es posible pero puede tomar unos días hábiles. Por favor, comunícate con [email protected] con los materiales para los que necesitas esto y trabajaremos en crearlos.
Documentos SDS hechos previamente con una ubicación en EE. UU.: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
¿Tienen una certificación UL para PC-FR? ¿Pueden hacer una?
Lo siento, pero PolyMax™ PC-FR (PC-FR) no tiene un certificado UL (como una Tarjeta Azul UL), pero ha sido probado para retardancia a la llama por SGS (incluido en el enlace que envié anteriormente) usando el método IEC 60695-11-10:2013/Cor.1:2014 Método B, que es equivalente al estándar UL 94. El resultado obtenido es la clasificación V-0, que es la calificación más alta para retardancia a la llama en la prueba UL 94.
Puedes encontrar nuestros resultados de prueba aquí: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
Actualmente no tenemos planes para certificaciones UL.
¿Es seguro PETG con acetona?
La respuesta proviene de la sección "DATOS DE RESISTENCIA QUÍMICA" de la Hoja de Datos Técnicos de PolyLite™ PETG. Indica que el material tiene resistencia "Pobre" a ácidos fuertes, con una nota que explica que "Pobre" significa que el material se vuelve inestable al entrar en contacto con el químico a temperatura ambiente. La acetona, un solvente fuerte, entra en esta categoría. Por lo tanto, PolyLite™ PETG no es seguro con acetona, ya que probablemente se degradará o se volverá inestable.
He visto a algunas personas mencionar que sus manos se irritan al manipular objetos impresos con filamento de fibra. ¿Tienen alguna recomendación?
Formas de reducir la irritación
Postprocesado sin exponer las fibras
Minimiza el lijado agresivo que corte las fibras.
Si el lijado es necesario, termina con un grano muy fino (p. ej., 600+) para reducir las puntas afiladas de las fibras.
Recomendaciones de recubrimiento
Resina epoxi (capa delgada) → Mejor para sellar fibras y añadir durabilidad.
Barniz de poliuretano transparente (tipo en spray automotriz) → Más fácil de aplicar, buen sellado de superficie.
Barniz acrílico en spray → Sellado de poca exigencia, método más fácil pero menos robusto.
Todos estos recubrimientos crearán una superficie lisa que evita el contacto con las fibras y puede mejorar la estética y la resistencia a la intemperie.
¿Se pueden secar en exceso los materiales CF-Nylon? Por ejemplo, secarlos cuando no están húmedos?
Secar CF-Nylon cuando no está húmedo no lo dañará, siempre que te ciñas a las temperaturas y tiempos recomendados. El verdadero riesgo es el sobrecalentamiento, no el exceso de secado.
¿La resistencia al fluencia (creep) en PET-CF se ve significativamente afectada por la falta de recocido?
Hay varias formas de mejorar el comportamiento frente al creep:
1. Aumentar el espesor de la pared y la densidad de relleno de la pieza impresa para garantizar que la superficie impresa bajo carga esté impresa en la dirección del plano en lugar de en la dirección Z.
2. Recomendamos encarecidamente el recocido (annealing), que mejorará eficazmente el creep. Si el recocido no es posible, recomendamos establecer la superficie portante como la superficie inferior impresa.
3. Si no se puede suprimir la deformación, sugerimos añadir un separador para reducir parte de la presión.
¿Es seguro cortar PLA con un láser CO2? ¿Su material contiene PVC u otros materiales que no deberían cortarse con un láser CO2?
Nuestro PLA no contiene PVC pero sí desprende gases de manera bastante notable. Así que, a menos que se cuente con una ventilación MUY buena, el ambiente sería demasiado tóxico.
En resumen, cortará bien con un láser CO2, pero no lo recomendaríamos.
Mi Anycubic ACE Pro tiene problemas de enredos del filamento con su Matte PLA, ¿por qué ocurre esto?
Este es un problema específico de la configuración ACE Pro y específico del Panchroma Matte PLA. No estamos seguros de por qué sucede y lo estamos investigando internamente. Pero, de nuevo, esto es específico solo del ACE Pro y del Panchroma Matte PLA.
Si haces muchos ciclos de secado de un CF-Nylon, ¿se degrada el rendimiento del material?
El secado repetido de CF-Nylons a las temperaturas correctas no debería volverlos frágiles ni degradarlos. Solo asegúrate de no secar por encima de la temperatura recomendada.
¿Algún material de nylon con fibra de carbono que Polymaker produzca contiene PFAS?
No hay PFAS en ninguna fórmula PA-CF.
¿Puedo usar masilla automotriz diluida con acetona en mezclas Fiberon sin comprometer resistencia, deformación y resistencia a la temperatura?
Uso de masilla automotriz (diluida con acetona)
La masilla generalmente se puede usar en compuestos de nylon como PA6-GF25 y PA6-CF20, pero hay algunos puntos clave a considerar:
No se recomienda acetona para materiales a base de nylon. El nylon es parcialmente sensible a disolventes polares como la acetona, lo que puede causar ablandamiento superficial, hinchazón o tensiones internas—especialmente en polímeros semicristalinos como el PA6. Esto puede llevar a pérdida localizada de resistencia o agrietamiento por tensión con el tiempo.
En su lugar, recomendamos usar rellenos a base de epoxi o poliéster sin dilución con solventes fuertes, o usar un relleno puntual compatible con plásticos diseñado para parachoques automotrices o plásticos a base de nylon.
Siempre prueba cualquier relleno o masilla en una pequeña sección de la pieza antes de la aplicación completa.
Recubrimiento de resina de poliéster – Riesgo de deformación
Tu preocupación sobre el calor del curado de la resina es absolutamente válida:
Muchas resinas de poliéster son exotérmicas durante el curado, con temperaturas internas que potencialmente superan 80–100°C, dependiendo del volumen y las condiciones ambientales.
Dado que los compuestos de PA6 comienzan a suavizarse por encima de ~100–120°C (aunque no se deforman gravemente hasta ~200°C), las piezas de paredes delgadas o con poco soporte podrían deformarse durante el curado, especialmente si están sujetas o apoyadas de manera desigual.
Si deseas usar un enfoque de recubrimiento, aquí hay algunas opciones más seguras:
Opciones de acabado recomendadas
Imprimación epoxi 2K o imprimación de relleno automotriz
Estas imprimaciones ofrecen buena adherencia a materiales PA (especialmente con lijado ligero o promotores de adherencia) y son térmicamente estables durante el curado.
Promotores de adherencia para plásticos automotrices
Usa un promotor de adherencia formulado para superficies PA o PP antes de aplicar capas superiores o rellenos.
Recubrimiento de resina epoxi de baja exotermia
Si quieres un recubrimiento de resina, elige un sistema epoxi de baja exotermia diseñado para alisar superficies compuestas. Prueba en una pequeña pieza primero para asegurar la estabilidad dimensional.
Acabado mecánico + Pintura
Para el resultado más limpio: lija, aplica imprimación relleno, vuelve a lijar y termina con un sistema de pintura automotriz diseñado para piezas de plástico.
Resumen
Evita la masilla a base de acetona directamente en piezas de nylon
La resina de poliéster podría causar deformación—úsala con precaución o evítala en piezas grandes/delgadas
Usa rellenos compatibles con plástico, recubrimientos de baja exotermia o la pila imprimación-relleno + pintura como un enfoque más seguro
¿Tienen materiales con biocompatibilidad?
En este momento no tenemos un material que haya pasado las rigurosas pruebas de biocompatibilidad, pero estamos trabajando en ello.
¿Por qué los productos de PLA llevan una advertencia de la proposición 65 por benceno?
Esto fue un juicio del Equipo de Producto. La hipótesis fue que el benceno es un ingrediente comúnmente usado, CA-65 requiere que el fabricante liste al menos un material, pero no pudimos probar todos nuestros productos, por lo que el equipo de producto decidió listar Benceno en la etiqueta. No significa que nuestros productos contengan benceno.
Podemos realizar pruebas adicionales en el futuro para ver si podemos eliminar esta etiqueta.
¿Cuál es el contenido de humedad de los materiales Fiberon™ en el momento del envasado?
Todos los filamentos Fiberon™ se secan y se sellan al vacío para asegurar un contenido de humedad inferior al 0.3%. Según nuestras pruebas a nivel de lote, los resultados típicos se sitúan por debajo del 0.15%.
¿Secan el filamento Fiberon™ después del enfriamiento por agua durante la extrusión?
Sí. Todos los filamentos Fiberon™ pasan por un proceso dedicado de secado post-extrusión antes del bobinado y envasado.
¿Por qué imprimir materiales ESD a temperaturas más altas reduce drásticamente la resistencia?
Las temperaturas de impresión más altas mejoran la movilidad y la dispersión de los CNTs (nanotubos de carbono) en el fundido del polímero, permitiendo una mejor formación de la red. Esta conectividad mejorada reduce la resistencia superficial, a veces por varios órdenes de magnitud.
¿Tienen pruebas EN71-3 para la UE para juguetes para algún producto?
Por ahora no las tenemos. Pero es algo en lo que estamos investigando actualmente.
¿Qué filamento de Polymaker ofrece resistencia a diluyentes/pinturas comunes?
PPS sería la mejor opción para esto, por lo que sugerimos Fiberon™ PPS-CF10 o Fiberon™ PPS-GF20.
¿Cómo funciona el secador Poly y por qué el mismo ventilador y calentador generan 3 niveles de potencia diferentes?
El ajuste de configuraciones y temperatura se logra principalmente mediante la regulación de corriente. La velocidad del ventilador (RPM) y el caudal volumétrico de aire son fijos y no cambian para ajustar las configuraciones. De manera similar, la potencia del calentador permanece constante; sin embargo, el consumo total de energía varía según la temperatura objetivo y los cambios en la temperatura del aire, lo cual es causado principalmente por la regulación de corriente.
A continuación encontrarás las especificaciones relevantes del ventilador.

¿Qué material sugerirías que sea pequeño como este y resistente al creep?
La mejor opción para esto probablemente sería PolyMax™ PC.
¿Tienen información sobre el factor de disipación del material PPS-GF20?
No hemos probado el factor de disipación antes.
Hemos hecho algunas comprobaciones y sí tenemos pequeñas dosis de otros componentes en nuestras formulaciones para mejorar la imprimibilidad del material, y estos pueden causar un factor de disipación elevado, pero no tenemos valores específicos para proporcionar. Se recomienda que se realicen las pruebas correspondientes bajo los parámetros de la aplicación específica.
También entendemos que la alta cristalinidad del PPS ayuda a reducir la disipación y la constante dieléctrica, y se recomienda recocer el material a 130 grados o 230 grados antes de la prueba.
Además, hay valores para la constante dieléctrica en las TDS que pueden ayudar.
Planeo usar el filamento PolyCast no para fundición a la cera perdida, sino para fundición con espuma perdida — ¿es esto posible?
No, no funcionará; el metal fundido no es suficiente para deshacerse del modelo PolyCast.
La espuma se quema y vaporiza fácilmente en contacto con metal fundido; creemos que PolyCast es demasiado denso.
¿Se puede usar HT-PLA como material de soporte para materiales de mayor temperatura?
¡Sí! HT-PLA ha sido probado por la comunidad y funciona como un gran material de soporte para PET-CF. Puede funcionar para otros materiales de alta temperatura también, pero hasta ahora solo se ha probado con PET-CF.
¿El TPU de Polymaker es a base de éster o éter?
No podemos divulgar esta información en este momento.
¿Tienen permitividad relativa para ABS y ASA?
Lo sentimos, pero esto no es algo que tengamos en este momento.
¿Pueden vender bobinas vacías?
Lo siento, pero no ofrecemos la venta de bobinas vacías en este momento. Podría valer la pena consultar en nuestra muy activa Discord comunidad para ver si algún miembro tiene bobinas vacías que pueda regalar.
Parece haber una línea sobre el sello del émbolo en mi caja PolyDryer. ¿Es esto normal?
Sí, esto es normal. Esa es la junta del moldeo por inyección.
Es difícil de eliminar por completo, especialmente con material transparente
¿PPS-CF u otros materiales requieren ventilación durante el recocido?
Aunque se requiere buena ventilación para todos los materiales durante la impresión, el recocido no debería necesitarla ya que la temperatura no alcanza niveles que justifiquen requerir ventilación.
¿Sus bobinas plásticas de 5KG son reciclables?
Nuestras bobinas de 5KG están hechas de PP (polipropileno) e incluso incluyen algo de PP reciclado. Son reciclables siempre que verifiques con tu planta de reciclaje local primero.
¿La impresión de ASA produce COVs?
Sí, normalmente el olor durante la impresión de ASA es más fuerte que PLA/PETG, porque quedan más moléculas pequeñas en ASA desde el proceso de polimerización, lo que podría considerarse una propiedad inherente de ASA. También recomendamos ver este video de Thomas Sanladerer: https://www.youtube.com/watch?v=nofn_MHrxrsComo puedes ver en ese video, se recomienda tener ventilación y filtración adecuadas independientemente del plástico que estés imprimiendo.
¿Tienen un certificado que confirme que TPU90 cumple con los requisitos esenciales de seguridad y rendimiento del Reglamento (UE) 2017/745 del Parlamento Europeo y del Consejo de 5 de abril de 2017 sobre productos sanitarios?
Las pruebas realizadas en PolyFlex TPU90 se hicieron por el método ISO 10993 - 5 (Pruebas de citotoxicidad in vitro), 10 (Pruebas de irritación y sensibilización cutánea), 11 (Pruebas de toxicidad sistémica), 23 (Pruebas de irritación). Todos los informes de prueba están adjuntos. Aquí hay algunos aprendizajes
la ISO 10993 es la norma para dispositivos médicos (no para material). (UE) 2017/745 también es la norma para dispositivos médicos (no para material). En este caso, las pruebas deben realizarse finalmente en plantillas impresas, lo que significa que materiales, impresoras, proceso de impresión, ambiente de impresión, etc., están todos relacionados con el resultado final. y las pruebas deben ser realizadas por nuestro cliente, si sus productos se consideran dispositivos médicos que necesitan seguir (UE) 2017/745
El propósito de que las empresas de materiales (como nosotros) realicen la prueba del material es solo para aumentar la confianza de que los productos finales (como plantillas) puedan pasar la prueba
En entendimiento general, que un material pase ISO-10993 -5/10/11/23 es bueno para aplicaciones de contacto con la piel
¿Cuáles son las tasas de contracción de nuestros nylons? ¿Cuánto encoge CoPA o PA6-CF o PA12-CF o PA612-CF u otro nylon?
Esto depende un poco de si hablas de la pieza justo después de terminarla de imprimir y recocer, o si te refieres después de permitir que se acondicione con humedad. Justo al terminar el recocido de la impresión de nylon, se encogerá ligeramente, pero después de dejarla para que se condicione con humedad, la pieza en realidad crecerá un poco al absorber humedad.
Se puede encontrar más datos AQUÍ
¿Cómo combino dos impresiones PolyCast o PolySmooth PVB juntas?
Para combinar dos piezas PolyCast: Alcohol (es un buen disolvente para PVB, que se disuelve en líquido y luego une las dos mitades, y luego el disolvente se evapora dejando un sólido)
¿Qué recubrimiento o yeso es mejor para emparejar con PolyCast para la fundición por inversión?
Para fundición por inversión con filamento PolyCast, la elección del recubrimiento cerámico puede depender del tipo de metal a fundir y del acabado superficial deseado. Las opciones comunes incluyen:
Recubrimientos a base de sílice: Ampliamente usados y generalmente compatibles con varios metales.
Recubrimientos a base de circonio: A menudo preferidos para aplicaciones de alta temperatura ya que proporcionan mejor resistencia al choque térmico.
¿Qué tan higroscópico es su Fiberon PPS-CF? ¿Qué tan afectado está por la humedad? ¿PPS-CF requiere un secador de filamento?
PPS-CF tiene una tasa de absorción de humedad muy lenta y no es sensible a la humedad. Sin embargo, la humedad adherida al filamento puede degradar la apariencia de las piezas impresas. Por lo tanto, recomendamos usar una PolyBox o PolyDryer para almacenar el filamento. Si el filamento ha estado expuesto al ambiente por más de 3 días, sugerimos volver a secarlo antes de su uso.
¿Puedo imprimir Fiberon PPS-CF a 300 grados Celsius? ¿Se puede imprimir PPS-CF a una temperatura más baja?
Hemos establecido la temperatura mínima recomendada de impresión para PPS-CF en 310°C porque, aunque la extrusión es posible a 300°C, puede llevar a una reducción significativa de la resistencia de unión entre capas. Esto afectaría negativamente el rendimiento general y la experiencia del usuario.
¿Tendremos bobinas Fiberon de 1KG? PET-CF, PPS-CF, PA-CF. ¿Bobinas de 1KG para Fiberon?
No fabricaremos bobinas Fiberon de 1KG en un futuro próximo debido a que las mezclas con fibra de carbono son más quebradizas en la bobina y difíciles de enrollar de forma apretada. Esto significa que el núcleo de la bobina es más grande y 1KG de filamento no cabrá en una bobina de 1KG.
Sin embargo, ofrecemos opciones de 3KG para todos los productos Fiberon.
¿Cuál es la compatibilidad química de PPS-CF10 en contacto con crudo y solventes aromáticos a ~120°C durante períodos prolongados (varios meses)?
Hemos optimizado la imprimibilidad de PPS-CF10, haciéndolo más fácil de trabajar, pero el material base sigue siendo PPS. PPS posee inherentemente buena resistencia al petróleo e hidrocarburos aromáticos, y creemos que estas propiedades de resistencia química permanecerán sin cambios en esta mezcla.
Sin embargo, debido a la naturaleza específica de tu aplicación, recomendamos realizar algunas pruebas para validar el rendimiento del material antes de la implementación completa. Esto ayudará a asegurar que cualquier diferencia potencial derivada del cambio de materiales no afecte negativamente tus resultados.
¿Hay alguna forma de sellar Nylon con fibra de carbono? Esto incluye PA6-CF PA12-CF PA612-CF. ¿Hay forma de hacer nylon con fibra de carbono hermético al agua?
No tenemos mucha experiencia en esto, pero encontramos varios artículos sobre cómo hacer piezas herméticas usando un proceso de impresión adecuado.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
¿Existe una certificación UL94 para PPS-CF? ¿PPS-CF está certificado UL94?
No existe una certificación UL94 para PPS-CF
¿Cómo funciona la resistividad superficial de PETG-ESD en función de la temperatura de impresión? ¿La temperatura de impresión afecta la resistividad superficial?
La resistividad superficial está relacionada con la temperatura de la boquilla, ya que la resistividad superficial está relacionada con
la conductividad del material
la adhesión de capa a capa y de pared a pared - menos espacio entre pared y pared y entre capas ayuda a reducir la resistividad superficial
Por lo tanto, el uso de temperaturas de boquilla más altas ayuda a reducir la resistividad superficial.
Más información AQUÍ
¿Por qué la temperatura de transición vítrea (Tg) es menor que la temperatura de deflexión térmica (HDT) para materiales de Nylon (o cualquier otro material en el que esto sea cierto)?
La temperatura de transición vítrea (Tg) se refiere a la temperatura a la cual las regiones amorfas del polímero se ablandan. Sin embargo, la HDT mide la capacidad del material para soportar cargas a temperaturas elevadas, lo cual está más influenciado por las regiones cristalinas y el refuerzo por fibras. Dado que la cristalinidad aumenta durante el recocido, la HDT puede superar la Tg ya que el material permanece estructuralmente estable a temperaturas más altas bajo carga.
El recocido fomenta un aumento de la cristalinidad en el polímero. Para PA-CF, esto significa que las regiones cristalinas dentro del material se vuelven más organizadas y densas. Estas regiones cristalinas tienen mayor estabilidad térmica que las regiones amorfas, permitiendo que el material mantenga su forma y rigidez a temperaturas más altas, incluso por encima de su Tg.
¿Las fibras de CF en varios filamentos cargados son las mismas entre mezclas (PA6, PA12, PA612, etc.) con solo cantidades diferentes de fibra? ¿O las longitudes de fibra también difieren?
Para PA6-CF, PA12CF y PA612CF, usamos la misma fibra de carbono en producción. Para PET-CF, la fibra de carbono será más corta debido al proceso diferente. Para PETG-rCF, la fibra es diferente y proviene de material reciclado.
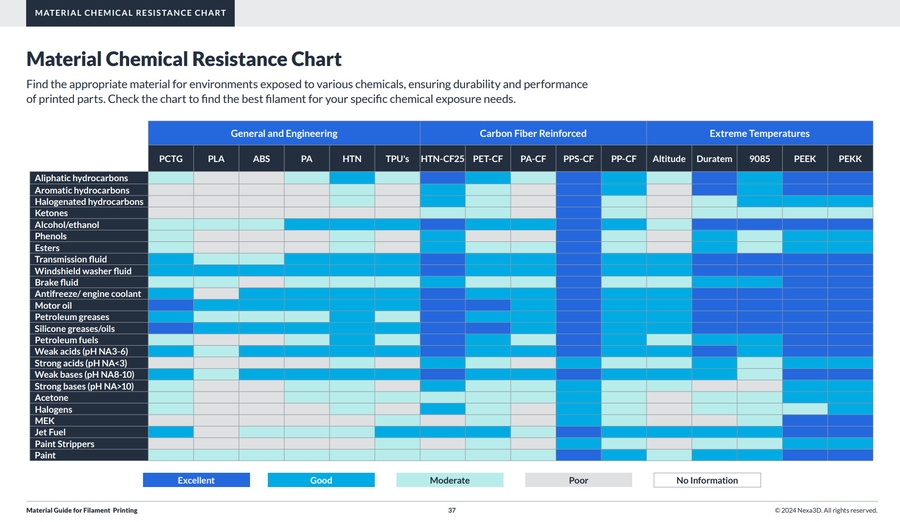
¿PET-CF es químicamente resistente?
La resistencia química depende principalmente del material base, y PET generalmente tiene una buena resistencia química. Consulta las tablas a continuación:

¿Cómo brillan nuestros filamentos Glow in the Dark? ¿Nuestros filamentos Glow in the Dark usan Zinc o Aluminato de Estroncio?
En cuanto a nuestro Panchroma Glow, hay estroncio dentro pero no zinc. Para más información, el contenido total de polvo noctilucente en el filamento es 2-2.5% en peso, pero no conocemos exactamente el contenido elemental de estroncio dentro.
¿Cómo se determinan los códigos hexadecimales?
El código hexadecimal es actualmente una estimación del color percibido: tomamos una foto de una misma impresión bajo la misma condición de iluminación y procesamos cada píxel con un algoritmo que produce el código HEX
¿Cómo se determinan las TD (Distancias de Transmisión)?
La TD se mide con el TD-1 en el lote de referencia
¿Alguno de nuestros filamentos contiene bisfenol A? ¿Algún filamento tiene BPA? ¿Algún material usa BPA?
El bisfenol A se usa comúnmente para polimerizar en materiales PC.Los productos hechos de policarbonato pueden contener el monómero precursor bisfenol A (BPA). Pero ningún otro producto debería.
¿Alguno de nuestros filamentos cumple las condiciones PLA EN 13432?
Como no profundizamos en esta aplicación (embalaje), ninguno de nuestros productos ha sido probado por esta norma hasta ahora.
¿Cuál es la diferencia entre Panchroma Satin y Panchroma Matte?
Realmente es solo el acabado - Panchroma Satin es menos mate que Panchroma Matte. Pero en cuanto a la marca, nuestro Panchroma Satin era nuestro PolyTerra PLA + reetiquetado como Panchroma Satin. Así que Satin es ligeramente más fuerte que Matte - pero no lo consideramos lo suficientemente fuerte para justificar la etiqueta "+" - así que ahora solo lo llamamos por el acabado superficial
¿Cuáles son las especificaciones del ventilador usado para PolyDryer, incluyendo rpm y presión de aire?
La velocidad del ventilador (RPM) y el caudal volumétrico de aire son fijos y no cambian para ajustar las configuraciones. De manera similar, la potencia del calentador permanece constante; sin embargo, el consumo total de energía varía según la temperatura objetivo y los cambios en la temperatura del aire, lo cual es causado principalmente por la regulación de corriente.

¿Es Panchroma Translucent Natural PLA el mismo producto que PolyLite PLA Natural?
Sí - son el mismo producto - solo con una nueva marca
¿La fuente de alimentación del PolyDryer tiene una certificación de seguridad de Intertek o UL?
¡Sí! Encuéntralas aquí: Informe de prueba UL Certificado GCC
¿Puedo apagar el pitido en el PolyDryer?
Esto no es algo que se pueda cambiar - aunque las nuevas unidades producidas después de mayo de 2025 sí pueden: En el modo “SETTING”, mantén presionados los botones “Pause” y “Decrease” durante 5 segundos para entrar en el modo de ajuste del nivel del zumbador. La pantalla mostrará “bu-01”. Usa los botones “Increase +” o “Decrease −” para ajustar el volumen. Hay 3 niveles de volumen disponibles. Después de establecer el volumen deseado, presiona el botón “Pause” para guardar la configuración y volver al modo “SETTING”.

¿TPU podrá manejar hasta -25℃?
No se recomienda TPU para estas temperaturas frías ya que están por debajo de la temperatura de transición vítrea, lo que hace que el TPU sea más duro y frágil.
¿Hay alguna forma de usar el PolyDryer con la PolyBox?
Hay un archivo descargable que puedes usar aquí: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
¿Tienen datos sobre la resistencia a compresión de ASA o ABS?
No tenemos estos datos en este momento.
¿Hay forma de recargar el PLA de transición UV?
El efecto durará solo un par de pasadas a menos que se exponga la impresión a UV por mucho tiempo.
Las propiedades del nylon cambian drásticamente dependiendo de si se imprimen húmedas o secas; sin embargo, no parece afectar las temperaturas de deflexión térmica del material según sus hojas de especificaciones. ¿Es esto cierto?
La HDT es principalmente una función de la estructura cristalina del polímero y de la temperatura de transición vítrea, que no se ven significativamente afectadas por la humedad absorbida.
Aunque la humedad reduce la resistencia a la tracción y el módulo, el punto de ablandamiento bajo una carga dada (que mide la HDT) permanece relativamente estable porque depende de la transición térmica del polímero base y del refuerzo de fibra, no de pequeños cambios en las regiones amorfas.
Dicho esto, el envejecimiento térmico a largo plazo en ambientes húmedos aún puede acelerar la degradación de las propiedades, incluso si la HDT bajo pruebas a corto plazo permanece similar.
Así que en resumen:
Aunque la HDT de PA6-CF no se ve mayormente afectada por el estado húmedo vs. seco, esto no significa que el rendimiento bajo calor y carga sea idéntico en condiciones del mundo real, ya que la resistencia al creep y la estabilidad dimensional pueden disminuir con la humedad.
Si tu aplicación implica exposición continua a altas temperaturas y humedad, recomendamos:
✔ Imprimir con filamento seco
✔ Recocer después de la impresión para mejorar la cristalinidad y la estabilidad dimensional
✔ Considerar PET-CF o PPS-CF para una superior estabilidad hidro lítica si la resistencia a la humedad es crítica
¿Cuáles son los códigos HS para sus productos?
Código HS Filamento: 3916909000
Código HS Polybox: 84193900
Código HS PolyDryer 8419390000
Código HS caja PolyDryer 8419908590
Código HS Polysher: 8465930000
Código HS Nebulizer: 8424300000
Código HS pellet PolyCore: 3903900000
¿Hay forma de recargar el Panchroma PLA de transición UV si el cambio UV se ha degradado con el tiempo?
Una vez que el efecto de transición UV en el PLA se desvanece, no puede recargarse ni restaurarse—esta es una limitación conocida del material.
¿Cambia la resistencia a la temperatura de un nylon cuando está húmedo vs cuando está seco?
Los materiales a base de nylon, incluido PA6-CF, muestran cambios significativos en las propiedades mecánicas dependiendo del contenido de humedad. La resistencia, rigidez y estabilidad dimensional suelen disminuir a medida que aumenta la absorción de humedad.
Sin embargo, con respecto a la Temperatura de Deflexión a la Calor (HDT):
La HDT es principalmente una función de la estructura cristalina del polímero y de la temperatura de transición vítrea, que no se ven significativamente afectadas por la humedad absorbida.
Aunque la humedad reduce la resistencia a la tracción y el módulo, el punto de ablandamiento bajo una carga dada (que mide la HDT) permanece relativamente estable porque depende de la transición térmica del polímero base y del refuerzo de fibra, no de pequeños cambios en las regiones amorfas.
Las bobinas Fiberon están desgastando mi boquilla endurecida - ¿es esto de esperarse?
Las boquillas son piezas consumibles y todos los materiales con fibra de carbono desgastarán las boquillas. Y cuanto más dura sea la fibra y mayor su contenido, más rápido se desgastará. El material de boquilla de acero endurecido ralentiza este proceso. Si hay una alta demanda de precisión del modelo, recomendamos cambiar las boquillas regularmente para la impresión.
Además, el desgaste de la boquilla no es lineal, por lo que si no quieres cambiar boquillas con frecuencia, considera usar boquillas de 0.6mm o añadir una compensación dimensional después de un período de tiempo para mantener las cosas estables.
¿Cuál es el código HS para productos Polymaker?
Los códigos HS son los mismos por forma de producto:
Código HS Filamento: 3916909000
Código HS Polybox: 84193900
Código HS Polydryer 8419390000
Código HS caja Polydryer 8419908590
Código HS Polysher: 8465930000
Código HS Nebulizer: 8424300000
Código HS pellet PolyCore: 3903900000
¿Polymaker tiene datos de contenido de COV para PolyFlex TPU95?
No tenemos estos datos en este momento
¿Tienen información sobre heat creep con Polymaker CoPE?
Si por heat creep se entiende que el filamento se ablanda en la zona fría y resulta en un atasco, entonces CoPE se comporta de manera similar al PLA regular (sin jam-free) debido a propiedades térmicas similares.
¿Es posible usar el método tradicional de yeso para fundir un modelo impreso en filamento PolyCast?
Realmente no recomendamos el moldeo con yeso porque generalmente no es lo suficientemente fuerte; necesitarías un proceso de quemado muy largo.
Aquí hay un tipo que intentó fundir con yeso: https://www.youtube.com/watch?v=QeNMc_THrow
¿Tienen información de conductividad térmica para los productos Polymaker?
No tenemos esta información ya que los polímeros normalmente no se usan por su conductividad térmica.
¿Tienen valores CTI para sus productos?
No, sugerimos tomar referencia del material base. Las piezas impresas 3D tienen diferente infill, lo que cambiará la propiedad total de las piezas
¿Su gama PETG-ESD es adecuada para una zona ATEX?
Nuestro Fiberon™ PETG-ESD está formulado para proporcionar propiedades estables de descarga electrostática (ESD), pero ten en cuenta los siguientes puntos importantes:
El material ha sido probado internamente para valores de resistencia superficial que se encuentran dentro del rango seguro ESD.
Sin embargo, no cuenta con certificación ATEX de terceros, ni ha sido validado específicamente para atmósferas explosivas.
Porque los parámetros de impresión 3D, la geometría de la pieza y las condiciones ambientales (como humedad y desgaste) pueden influir en el comportamiento ESD, no podemos garantizar el cumplimiento con los requisitos ATEX basándonos únicamente en los datos del filamento.
En este momento, no ofrecemos filamentos con aprobación ATEX formal. Si tu aplicación requiere materiales certificados, recomendamos realizar pruebas específicas de la aplicación bajo tus condiciones de operación o buscar la certificación con un organismo notificado usando piezas impresas.
Dicho esto, si tu requisito es principalmente mantener un rendimiento ESD consistente, sugerimos:
Imprimir PETG-ESD a temperaturas de boquilla más altas (alrededor de 270 °C) para lograr una conductividad óptima.
Probar regularmente la resistencia superficial de las piezas impresas para confirmar que se mantienen dentro de tu rango requerido.
¿Por qué las superficies superiores e inferiores de mi impresión son menos brillantes y más mates que las paredes exteriores?
Esto es causado por cómo las impresoras FDM depositan las capas, lo que dispersa la luz y hace que la superficie sea menos brillante. Los lados se ven más claros debido a la forma en que las capas se apilan. Puedes intentar bajar la velocidad del ventilador, reducir la velocidad de impresión o ajustar la temperatura, pero cierto acabado mate es parte del proceso.
¿Van a descontinuar su filamento de 2.85mm?
Sí - esto se está descontinuando lentamente debido a la falta de demanda. Aún tenemos la capacidad de fabricar bobinas personalizadas de cualquier tamaño, aunque tenemos un gran pedido mínimo de 1,000KG para algo así.
¿Qué pasó con su PolyMax PC-FR?
Tuvimos algunos problemas de abastecimiento de materia prima y actualmente no se está produciendo. Estamos investigando una solución alternativa en este momento.
Mientras tanto sugerimos revisar PPS-CF o PPS-GF ya que ambos son retardantes de llama V0.
¿Tienen sugerencias para configuraciones de impresión (distancia Z y densidad de interfaz de soporte, etc.) para usar Pachroma CoPE como material de soporte para PLA?
Se usarían las configuraciones de soporte sugeridas al usar soporte para PLA - como una distancia Z de 0mm.
¿El filamento Fiberon™ PETG-ESD (anteriormente PolyMax™ PETG-ESD) cumple la norma ANSI S20.20 ESD?
Fiberon™ PETG-ESD (anteriormente PolyMax™ PETG-ESD) ha sido probado internamente para demostrar una resistencia superficial estable dentro del rango seguro ESD. Sin embargo, el material en sí no está formalmente certificado según ANSI/ESD S20.20 u otras normas de terceros en este momento.
Debido a que la impresión 3D introduce variabilidad (configuración de la impresora, geometría, ambiente, etc.), el rendimiento ESD de las piezas terminadas puede diferir. Por esta razón, recomendamos que los clientes validen las propiedades ESD de sus piezas impresas específicas bajo las normas de prueba requeridas.
¿Fiberon PET-CF17 se adhiere al PETG estándar en una sola impresión?
Fiberon™ PET-CF17 y el PETG estándar son generalmente compatibles y pueden adherirse entre sí durante la impresión, ya que ambos son materiales a base de PET. Esto hace posible usar PET-CF17 como núcleo estructural con PETG como capa exterior.
Dicho esto, recomendamos realizar pruebas específicas de la aplicación antes de usar esta combinación en piezas finales. Aunque la adherencia suele ser buena, hay algunas consideraciones importantes:
Diferencias mecánicas: PET-CF17 está reforzado y tiene mayor rigidez con menor contracción, mientras que el PETG simple es más dúctil. Esta descoincidencia puede causar tensiones internas, particularmente en áreas de unión grandes o bajo ciclaje térmico.
Consejo práctico: Para interfaces de superficie más pequeñas, los materiales típicamente se adhieren bien. Para áreas de contacto más grandes, no recomendamos confiar únicamente en la adherencia, ya que las tensiones pueden acumularse y afectar la estabilidad a largo plazo.
Condiciones del proceso: Secar ambos filamentos e imprimir a temperaturas de boquilla suficientemente altas ayudará a asegurar una buena fusión entre capas.
En resumen, la combinación puede funcionar, pero por favor valídala con los requisitos de tu aplicación. Para piezas mecánicas exigentes, recomendamos evitar áreas de unión muy grandes entre PETG y PET-CF17.
¿Tienen datos de seguridad para la piel de nuestro Panchroma Matte u otros productos Panchroma PLA?
No, no tenemos datos de seguridad para la piel para Panchroma. El mayor desafío es que no existe un estándar industrial sobre filamentos seguros para alimentos/piel.
¿Tienen datos de resistencia a compresión para PET-CF?
Lo siento, no publicamos un único “valor de resistencia a compresión para conexiones pasantes atornilladas de PET-CF17 recocido” porque el rendimiento a compresión/soporte de piezas FFF depende fuertemente de orientación de impresión, espesor de pared, relleno, procedimiento de recocido y geometría local.
¿Tienen una declaración de que sus filamentos están libres de PFAS/PFOS?
Sí, puedes encontrar eso en nuestra Certificaciones y declaracionespágina.
¿Qué métodos de prueba ESD se usaron en sus materiales Fiberon ESD?
La resistividad superficial para Fiberon™ PETG-ESD y PA612-ESD se prueba usando la norma ANSI/ESD STM11.11 en barras impresas en 3D
Mis impresiones PETG-rCF se adhieren demasiado bien a la placa de construcción.
Podemos recomendar usar pegamento PVA/PVP para ayudar
La cinta al final de una bobina Fiberon está causando que mis impresiones fallen - ¿se puede arreglar esto?
¡Sí! Esto ya se ha corregido para cualquier producto Fiberon fabricado después de agosto de 2025.
¿Tienen un Certificado General de Conformidad (GCC) o un Certificado de Producto Infantil (CPC) para su filamento?
Puedes encontrar nuestro GCC en nuestra Certificaciones y declaracionespágina
¿Tienen datos de constante dieléctrica para PETG-ESD?
No, la constante dieléctrica es más para material aislante como Fiberon PPS-GF20, para el cual sí tenemos estos datos.
¿ASA-CF o Panchroma Luminous requieren una boquilla de 0.6mm o está bien usar una de 0.4?
Todos los filamentos Fiberon funcionan bien con 0.4mm. Panchroma Luminous no requiere boquilla de 0.6mm pero sí necesita una boquilla endurecida.
¿Qué temperatura debo usar en un soldador para insertar un insert de calor en el filamento?
No hay un número perfecto, pero sugerimos aproximadamente igual o ligeramente por encima de la temperatura de extrusión. Tendrás que actuar rápido a esta temperatura, así que puedes reducirla si es demasiado alta.
¿La luz roja intermitente en mi Polydryer implica que está funcionando mal?
¡No! La luz roja intermitente significa que está funcionando y secando activamente.
Noto que los soportes de ASA están causando impresiones más feas con las mismas configuraciones que ABS - ¿qué sugieren?
Algunas personas han obtenido mejores resultados con material de soporte en ASA disminuyendo la Z-gap de soporte en comparación con ABS.
¿Tienen un material de soporte recomendado para PET-GF?
Es compatible con polysupport para PA12 o PLA. Sin embargo, según pruebas de I+D, la adherencia es demasiado fuerte para considerarse soportante. Por ello, no lo incluimos en la TDS.
Por ahora no tenemos un material que sugiramos.
¿Existe una medición para determinar el creep?
Sí existe, pero puede ser muy costosa. Estamos desarrollando nuestro propio método interno para medir el creep y debería añadirse a los documentos TDS en el futuro próximo, pero no hay ETA por el momento.
¿Por qué hay una discrepancia entre su TDS y la App para el módulo de Young en el eje Z para PolySmooth?
Ambos son correctos pero con diferentes métodos de prueba; la Material App es el método de prueba más nuevo.
Método de prueba antiguo: Imprimir una probeta (dog bone) verticalmente
Método de prueba nuevo: Imprimir un cilindro y troquelar la forma de probeta desde él
La TDS se actualizará pronto.
¿Su polylite PC PC01001 contiene silicona o componentes a base de silicona?
No, no contiene silicona ni componentes a base de silicona.
PET-GF se adhiere demasiado bien a mi PEI texturizado, ¿alguna sugerencia?
Esto es más notable con placas PEI texturizadas nuevas y limpias. Sugerimos usar un poco de pegamento en barra en la placa de construcción y esperar hasta que la placa esté a temperatura ambiente antes de intentar retirar la pieza.
¿Tienen una versión más fácil de imprimir en blanco de su TDS Fiberon?
No en este momento, pero lanzaremos una nueva versión de nuestra app pronto donde podrás exportar información TDS a un PDF imprimible.
¿Por qué no puedo comprar PC-FR?
Tenemos problemas de abastecimiento de materias primas y por eso actualmente no lo estamos fabricando.
¿Tienen datos de conductividad térmica (λ) o valor U de PolyLite™ PLA?
La conductividad térmica de PolyLite PLA en estado sólido puede consultarse: 0.231W/(m*)K, y los datos muy detallados no están disponibles por el momento.
Además, los datos de conductividad térmica no son un valor fijo, están relacionados con el estado de cristalización, estado de fusión y otros estados condensados de los materiales PLA.
¿Conocen fundiciones que puedan usar su Polycast en Europa?
Hemos estado en contacto con esta empresa francesa antes:
Aquí hay una que conocemos en los Países Bajos, que ha trabajado con nuestro Polycast antes:
https://www.kustersgoumans.nl/nl/
Aquí hay una empresa muy grande que tiene ubicaciones en toda Europa que encontré a través de Google:
¿Puede sugerir un tubo de PTFE resistente/abrasivo para filamentos abrasivos?
No conocemos ninguno; lo sentimos
¿Ofrecen DMA (análisis mecánico dinámico)?
Hay muchos tipos de DMA; no disponemos de estos datos pero por favor díganos qué necesita y podemos investigarlo
¿Tienen planes de incluir códigos de formulación en los productos, de modo que exista el mismo código independientemente del tamaño del carrete o del diámetro del filamento utilizado?
No tenemos planes para esto en este momento
¿Puede decirme en qué exactamente Matte difiere del PLA "normal"? Dice "con relleno orgánico/mineral". ¿Qué significa exactamente eso?
El relleno orgánico proviene de organismos vivos o que alguna vez estuvieron vivos, como las plantas. El almidón es un buen ejemplo, que es la materia prima del PLA.
Los rellenos minerales derivan de rocas y minerales de origen natural que se extraen y se muelen hasta obtener un polvo fino. La arcilla y la sílice son ejemplos típicos.
La fórmula Panchroma™ Matte PLA tiene una mayor compostabilidad que el PLA regular porque tiene una fórmula diferente.
Pero siento que no podemos comunicar qué material exacto usamos en Panchroma Matte PLA, porque es información confidencial de nuestra fórmula material.
¿Se puede usar cualquier PolyFlex TPU en el AMS?
En este momento (05/12/2025) no ofrecemos TPUs compatibles con el AMS

¿Por qué mi filamento está fusionado en el carrete?
Normalmente esto se debe a que el carrete se calentó demasiado para el material. Tenga cuidado de siempre secar su filamento en el rango de temperatura recomendado para evitar esto.
Observamos que PETG-ESD presenta diferente resistencia superficial dependiendo de la sección de la pieza impresa; ¿por qué ocurre esto?
Por qué la superficie inferior es más conductora
Para PETG-ESD, el rendimiento ESD proviene de la vía conductora formada por nanotubos de carbono (CNT).
La superficie inferior, presionada directamente contra la placa de construcción, tiene fuerte compresión del fundido y excelente alineación de los CNT, lo que resulta en una menor resistencia.
La superficie superior, especialmente si el flujo de fundido no se fusiona completamente o se enfría demasiado rápido, puede formar contacto de CNT más débil, lo que conduce a valores de resistencia extremadamente altos.
Esta diferencia puede volverse muy grande si las capas superiores no son lo suficientemente densas o si el fundido no se coalesce completamente.
Cómo mejorar el rendimiento ESD de la superficie superior
Para reducir significativamente la resistencia en la superficie superior, recomendamos encarecidamente:
Aumentar las capas superiores a al menos 6–8 para asegurar la fusión completa del fundido.
Usar un patrón de relleno superior sólido (rectilíneo o concéntrico).
Reducir la velocidad de impresión de la superficie superior (20–40 mm/s) para mejorar la fusión del fundido.
Aumentar el flujo al 100–105% para las capas superiores.
Realizar planchado en la superficie superior, lo cual puede mejorar en gran medida la conectividad de los CNT al re-meltizar la superficie y permitir que la red de CNT se reforme de manera más uniforme.
El planchado suele ser el paso más impactante cuando los usuarios observan una resistencia extremadamente alta en la capa superior.
¿Hay humos o vapores tóxicos cuando PolyCast se quema o se derrite?
La temperatura de transición vítrea de los componentes en PolyCast es de 60–70 °C, por lo que temperaturas superiores a 335 °F pueden provocar que pequeñas cantidades de componentes se desprendan.
Además, el olor “dulce” generado durante el calentamiento de PolyCast necesita confirmación adicional. Identificar el compuesto específico responsable del olor “dulce” requeriría externalizar las pruebas, lo que podría llevar una cantidad considerable de tiempo.
Como solución a corto plazo, sugerimos al cliente reducir la temperatura utilizada durante el proceso de eliminación de la cera.
¿Cuál es el marrón más oscuro en el PLA Panchroma de doble degradado madera, lo venden por separado?
Es Earth Brown Matte PLA, pero no se verá idéntico a lo que está mezclado en los colores degradados. Simplemente porque el proceso de producción de color degradado mezcla colores continuamente.
¿Qué material de soporte sugeriría para PolyCast?
PolyDissolve funciona mejor. También puede usar PLA como opción de soporte desprendible.
¿Qué material de soporte sugeriría para Fiberon ASA-CF08?
Recomendamos PolySupport para PA12, ya que está específicamente diseñado para material de soporte. Se puede considerar PLA como alternativa.
¿Tienen opciones para comprar un rodillo de reemplazo para el carrete del PolyDryer?
Por ahora no. Por lo tanto sugerimos imprimir uno. Aquí están los datos de referencia: longitud 90.5 mm, Φ20.8 mm.
¿Tiene alguna recomendación de adhesivo para una placa de construcción para Fiberon PETG-rCF?
No hemos realizado pruebas pero suponemos que 3D Gloop para PET debería funcionar.
¿Es posible recibir hojas SDS que enumeren el 100% de la composición?
Lo sentimos pero no podemos revelar esa información ya que es propietaria
¿Tienen datos de HDT para PPS-GF NO recocido?
Existe una creencia errónea común respecto a la provisión del HDT sin recocido para materiales cristalinos. Para PET-GF15, proporcionamos el HDT del material en estado “impreso”. Sin embargo, esto solo representa el HDT de muestras impresas y no se aplica al HDT sin recocido en todos los procesos de impresión. Esto se debe a que diferentes procesos de impresión dan lugar a niveles iniciales de cristalinidad variables, lo que influye significativamente en el HDT de materiales cristalinos.
Para evaluar la resistencia mínima al calor de materiales en un estado no recocido, recomiendo usar la temperatura de transición vítrea (Tg) como un punto de referencia fiable. Además, nuestras pruebas muestran que la formulación PPSCF tiene diferencias mínimas en comparación con Bambu. Nuestras propiedades mecánicas son ligeramente inferiores a las de Bambu, pero nuestro rendimiento de impresión es algo superior.
¿Tienen contenido de butadieno para su ABS?
Lo sentimos pero no disponemos de esta información para compartir
¿Su PPS-GF funcionará para una aplicación con una tensión de línea de 230 V?
Perspectiva de aislamiento eléctrico
PPS (polifenileno sulfuro) es intrínsecamente un buen aislante eléctrico, y la adición de fibra de vidrio (GF) no convierte el material en eléctricamente conductor. Desde el punto de vista del material a granel, PPS-GF mantiene alta resistividad de volumen y resistencia dieléctrica, que son adecuadas para aplicaciones típicas de aislamiento eléctrico de bajo voltaje, incluidos sistemas de 230 V.
Sin embargo, para piezas impresas en 3D, el rendimiento eléctrico está influenciado no solo por el polímero base sino también por:
Interfaces capa a capa
Porosidad interna
Orientación de impresión y espesor de pared
Factores ambientales como humedad y contaminación
Debido a esto, las piezas impresas en PPS-GF deben tratarse como aislamiento estructural o funcional, no como una barrera de seguridad eléctrica certificada a menos que se valide.
Consideraciones de seguridad y cumplimiento
No reclamamos certificación eléctrica de terceros (p. ej., IEC, clase de aislamiento UL) para piezas impresas en 3D de PPS-GF.
Si la pieza se usa en proximidad a conductores activos, las distancias de fuga y holgura deben diseñarse de acuerdo con la norma eléctrica aplicable, independientemente de la elección del material.
Para aplicaciones críticas, se recomienda encarecidamente la prueba de resistencia dieléctrica y resistencia de aislamiento en la pieza impresa final .
Idoneidad térmica y ambiental
PPS-GF es particularmente adecuado si la aplicación también implica:
Temperaturas de funcionamiento elevadas
Ciclos térmicos
Exposición a aceites, combustibles o productos químicos agresivos
Estas son áreas donde PPS-GF típicamente supera a muchos plásticos de ingeniería.
Recomendaciones prácticas
Para maximizar la seguridad eléctrica en una aplicación de 230 V:
Utilice múltiples perímetros y alto relleno para reducir los vacíos internos.
Evite secciones delgadas cerca de conductores activos.
Asegúrese de que la pieza permanezca seca y limpia durante el servicio.
Valide el componente impreso bajo condiciones de funcionamiento reales, incluidas tensión, temperatura y humedad.
Resumen
Capacidad del material: PPS-GF en sí es adecuado para 230 V desde el punto de vista del aislamiento
Limitación clave: La seguridad eléctrica final depende del diseño de la pieza y de la calidad de impresión
Mejor práctica: Realice pruebas eléctricas específicas de la aplicación antes del despliegue
Última actualización
¿Te fue útil?