
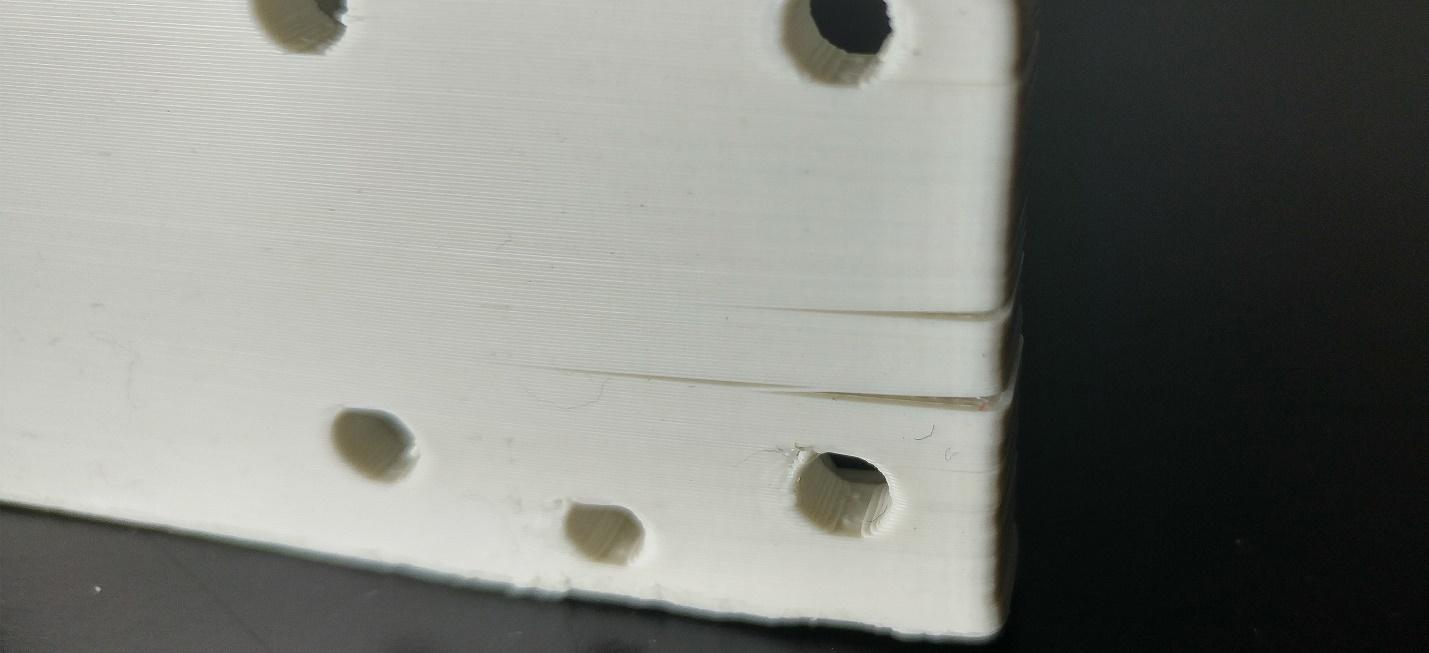
Плохая адгезия слоев
Надёжное сцепление слоёв необходимо не только для водонепроницаемых деталей, но и для чистой, прочной печати. Если отдельные слои плохо сцепляются друг с другом, деталь обязательно сломается и будет слоиться.
Поймите материал, который используется
Каждому материалу требуются свои настройки, включая температуры и скорость. Необходимо убедиться, что вы используете правильные настройки для типа материала, который используете; они указаны на каждой из наших страниц продукта.
Также обратитесь к странице «Материаловедение», прежде чем продолжать попытки исправить эту проблему.
Повышение температуры экструзии
Одна из самых распространённых причин плохого сцепления слоёв — это печать при слишком низкой температуре экструзии.
Следование рекомендациям производителя обычно помогает избежать печати при слишком низкой температуре. Это особенно верно для гибких филаментов, если вы печатаете их быстро.
Попробуйте слегка повысить температуру экструзии, чтобы проверить, поможет ли это решить проблему.
Печатайте соплом большего диаметра
Как описано на странице «Материаловедение», вы увеличиваете сцепление слоёв, увеличивая количество переплетений между слоями. Один из способов увеличить это сцепление — увеличить площадь сопла. Использование сопел большего диаметра значительно помогает добиться правильного сцепления слоёв.
Меньшие скорости печати
Аналогично объяснению по использованию сопла большего диаметра, вы также можете уменьшить скорость печати, чтобы сопло дольше контактировало с нижним слоем. При большем сопле и более медленной печати количество переплетений между слоями увеличится, что обеспечит более прочное сцепление слоёв.
Когда мы печатаем такими материалами, как ABS или ASA, мы предпочитаем сопло 0.6 мм и печатаем очень медленно и очень горячо. На самом деле мы печатаем ABS около 260°C и при скорости около 35 мм/с. Но медленная и горячая печать действительно помогает обеспечить очень прочное сцепление слоёв.
Недостаточная экструзия
Ещё одной причиной плохого сцепления слоёв является сама недостаточная экструзия. Если ваш экструдер подаёт меньше филамента, чем считает, у вас неизбежно будет слабое сцепление слоёв.
Подтвердите правильность настроек E-steps, если вы меняли экструдера или у вас самодельный принтер.
Это также может быть вызвано временной недостаточной экструзией, и мы даём много советов по этой проблеме на странице «Отсутствующие слои и отверстия в печати». По сути, вы захотите убедиться, что шестерня экструдера надёжно закреплена на валу шагового мотора и не имеет люфта; для детального объяснения прочтите эту страницу полностью.
Недостаточный крутящий момент
Если мотор экструдера пропускает шаги, вы получите недоэкструзию или печать с плохим сцеплением слоёв. Пожалуйста, обратитесь к странице «Пропуск шагов мотором экструдера» за дополнительными советами.
Лучший способ исправить это — перейти на редукторный экструдер, если вы ещё этого не сделали.
Выключите активный вентилятор охлаждения
Хотя включённый активный вентилятор охлаждения улучшает качество поверхности для большинства печатей и материалов, многим филаментам требуется выключенный вентилятор для обеспечения прочности и правильного сцепления слоёв.
Это не только помогает предотвратить коробление, но и способствует достижению прочного сцепления слоёв. Как правило, чем выше теплоёмкость и плотность полимера, тем более полезен будет вентилятор охлаждения. Для полимеров с меньшей плотностью, таких как ABS, HIPS и т.д., с плотностью ниже 1.2 г/см³, обычно рекомендуется выключать вентилятор.
Обязательно проверьте рекомендованные производителем настройки для конкретного материала, который вы используете, так как многие материалы выигрывают в сцеплении слоёв при отсутствии активного вентилятора охлаждения.
Убедитесь, что материал хранится правильно
Как и во многих других случаях, убедитесь, что ваш материал хранится правильно. Старый или влажный филамент может привести к проблемам, которые очень трудно диагностировать.
Деламинация
Мы лично считаем деламинацию отличной проблемой от просто плохого сцепления слоёв. У вас может быть чрезвычайно прочное сцепление слоёв, но при работе с сильно коробящимися деталями всё равно возникать деламинация.
По этой причине мы рассматриваем эту конкретную проблему на странице «Коробление», поскольку деламинация скорее является симптомом материалов с высокой склонностью к короблению, а не просто плохим сцеплением слоёв.
Краткое резюме способов улучшить сцепление слоёв
Прочтите страницу «Материаловедение».
Проверьте рекомендованные производителем настройки печати. Для начала не увеличивайте скорость и не меняйте температуру за пределами их диапазонов.
Перейдите с углеродного волокна на другой материал, если проблемы продолжаются, так как материалы с углеродным волокном чаще имеют проблемы со сцеплением слоёв по сравнению с другими типами филамента.
Если при соблюдении рекомендованных настроек вы всё ещё испытываете плохое сцепление слоёв, попробуйте слегка увеличить температуру экструзии.
Используйте сопло большего диаметра.
Уменьшите скорость печати.
Проверьте E-steps и убедитесь, что у вас нет недоэкструзии.
Убедитесь, что у вас достаточно крутящего момента и что мотор экструдера не пропускает шаги.
Выключите активный вентилятор охлаждения, если конкретный материал этого не требует.
Убедитесь, что с используемым материалом нет проблем.
Если наблюдается деламинация — проверьте страницу «Коробление».
Последнее обновление
Это было полезно?