测试打印
这些测试打印旨在测试您进行3D打印的能力。难度将从简单到困难,并以Polymaker产品作为示例——尽管其他类似材料也可能适合测试您的打印机性能。
对于这些测试,我们不会使用MakerWorld提供的预切片文件。我们希望您自己切片这些文件,以便您能更多地了解该过程。
初始 材料科学 无论打印如何,这些页面都会有所帮助,让您了解如何实现成功的打印。
您可能会受益于建立自己的Excel电子表格(或您偏好的任何方法)来跟踪打印及其结果。记录可以改进的地方以及您认为应如何改进。如果您对3D打印不熟悉,这将是非常有益的参考。
使用PolyLite PLA或任何其他基础PLA打印的基础PLA Benchy
难度: 简单 STL/设计文件链接: https://www.thingiverse.com/thing:763622
目标: 打印干净无缺陷。 这是著名的Benchy,几乎大多数创客都会用它来查看他们的打印机运行状况。您会在下载页面看到许多文件,但我们只打印标准的Benchy(上传时间为2015/04/09):

提示:
使用PolyLite PLA或任何其他基础PLA的渗丝(拉丝)测试
难度: 简单 STL/设计文件链接: https://www.thingiverse.com/thing:909901
目标: 理解零件为何会变得“拉丝”或“毛状”以及如何防止它。 这个打印是一个非常简单的模型,但如果您不知道该怎么做,干净打印会相当困难。打印机会打印极少量材料,停止挤出,移动到下一个支柱,然后重复该过程。如果您不对设置进行任何调整,打印件很可能会由于渗出而出现大量拉丝。 额外测试:使用PolyLite PETG打印 难度: 中等-困难 在渗出方面,PETG臭名昭著地表现差——因此如果您想要非常困难的渗丝测试,请重新打印此模型,但使用PolyLite PETG替代PLA。
提示:
使用PolyLite ABS或任何其他基础ABS的翘曲测试
难度: 简单 - 中等 STL/设计文件链接: https://www.thingiverse.com/thing:1314956/files
目标: 打印时底部没有任何翘曲或卷边。 使用某些材料(包括ABS和ASA)打印时很难避免翘曲。尤其是在使用非封闭式机器打印时更是如此。封闭式打印机使该过程更简单,因为它们保持环境空气较热,但即使没有封闭式打印机,打印此模型也是可能的。
提示:
使用PolyFlex TPU90或其他柔软TPU的柔性手环测试
难度: 中等 STL/设计文件链接: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
目标: 了解打印柔软TPU可能出现的问题 PolyFlex TPU90是我们提供的最柔软材料。“90”代表“90A”——其肖氏硬度。肖氏硬度越低,材料越柔软。柔软材料打印可能很困难,有时如果您使用的是Bowden式挤出机甚至不可能。您可以使用任何品牌、肖氏硬度为90A或更低的其他TPU。
提示:
出现堵头?尝试降低打印速度或提高挤出温度。像这样的柔软材料应尽可能使用直驱挤出机打印——挤出机与热端之间的间距越大,您需要打印的速度就越慢。
TPU不是我们提供的最易吸湿的材料,但仍会吸收水分。挤出时检查是否听到“噼啪”或“裂开”声,以判断丝材是否需要烘干。
打印非常毛糙/拉丝?TPU特别容易拉丝,可能无法完全避免。但您可以采用上文“渗丝测试”中的提示来帮助缓解这一问题。
使用PolyLite PLA或任何其他基础PLA的悬垂/支撑测试
难度: 中等 - 困难 STL/设计文件链接: https://www.thingiverse.com/thing:2233996 目标: 学习如何使用支撑并通过打印球体底部来获得干净的悬垂面
在打印之前,请确保将打印件按以下方式定向:
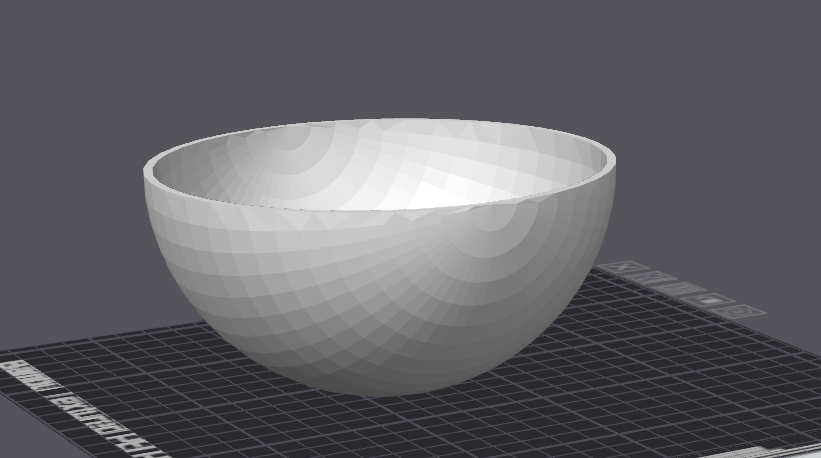 这并不是打印此模型的最佳方式——我们以这种方向打印是为了让您学习悬垂如何工作,因为打印球体在3D打印中极其困难。
最初几层的角度会非常陡峭,您几乎肯定需要支撑结构。在球体的某些位置会在没有支撑的情况下干净打印。您的目标是尽可能打印出干净的下表面。
这并不是打印此模型的最佳方式——我们以这种方向打印是为了让您学习悬垂如何工作,因为打印球体在3D打印中极其困难。
最初几层的角度会非常陡峭,您几乎肯定需要支撑结构。在球体的某些位置会在没有支撑的情况下干净打印。您的目标是尽可能打印出干净的下表面。
提示:
文章 关于打印球体。
视频 关于如何在不需要支撑材料的情况下打印。无论您尝试什么,您很可能都需要支撑材料,但这些提示可以减少所需的支撑量。
较早的视频 关于支撑设置。您可能不使用Cura作为切片器,但此视频中的提示对其他切片器仍然适用。
在PolyMide™ CoPA或其他标准非复合尼龙中的悬垂
难度: 困难 STL/设计文件链接: https://www.thingiverse.com/thing:2151369 目标: 了解打印CoPA时的困难,尤其是在悬垂方面
CoPA是一种非常难以打印的材料,特别是在悬垂方面。此测试在某种程度上被设计为会失败,因为您肯定会遇到问题,但在尝试过程中您可以更多地了解该材料。如果您能实现干净的55°角度——您做得很棒。 我们通常建议用户在使用CoPA打印时避免陡峭的悬垂并在设计零件时使其不需要支撑,您很可能会在此测试中了解到原因。 CoPA非常吸湿,因此请确保在整个打印过程中将线轴放在丝材烘干箱中。如果您没有烘干箱——请联系Nicolas Tokotuu,看看我们是否可以向您发送PolyDryer。
提示:
视频 关于通过设置调整打印更干净悬垂的说明。
出现翘曲或粘在打印板上的问题?确保您的打印板温度设置正确。使用一些PVA胶棒也会有帮助。
挤出时听到“噼啪”或“裂开”声?说明您的丝材已吸收水分,确实需要烘干。潮湿的尼龙线轴几乎不可能干净打印。
尝试调整打印温度与速度的关系。CoPA对温度非常敏感,将打印温度增加或减少5度以查看是否得到不同的结果。
在任何PLA上在测试打印中获得25-30分
难度: 困难 STL/设计文件链接: https://www.thingiverse.com/thing:2151369 目标: 此模型非常适合找出打印中的随机问题——涵盖一系列潜在问题。
提示:
参考评分系统 此处 以查看提示以及您的得分
降低打印速度和加速度可以在很大程度上帮助解决随机错误和打印质量问题
获得25分将非常困难——所以如果您没有达到,不要气馁。打印机在精度方面可能非常挑剔——例如公差——因此如果您的打印机不是制造精良,您可能无法获得25分。
如果您出现大量鬼影(振铃)且角落不够锋利,请了解输入整形(input shaping)和压力前馈(pressure advance)。一些打印机(如Bambu)会自动校准这些——其他则不会。如前所述——如果您没有这些校准,降低速度和加速度可以有所帮助,但打印将需要更长时间完成。
最后更新于
这有帮助吗?