Советы Polymaker по печати материалами
Polymaker PLA
PolyLite™ PLA
При печати PolyLite™ PLA нет особых требований. Вы можете печатать его на любом принтере в любой конфигурации.
Этот материал — стандартный вариант PLA и может печататься с типичными настройками PLA.
Для лучшего качества поверхности держите кулер включенным на полную мощность.
Не предназначен для высокоскоростной печати. Необходимо печатать медленнее, чем быстроскоростной PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с.
PolyLite™ PLA Pro
Этот материал можно печатать на любом принтере без каких-либо специальных требований.
Советы:
Печатайте медленнее, чем стандартный PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с.
При печати с объёмной скоростью 15 мм^3/с — увеличьте температуру печати до 220–230˚C.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Polymaker™ PLA Pro [NEW]
Этот материал позволяет печатать быстрее, чем стандартный PLA, сохраняя схожие настройки печати.
Советы:
Скорости печати могут достигать 22 мм^3/с максимальной объёмной скорости без снижения качества печати или однородности поверхности.
Печатайте при 220–230˚C при таких высоких скоростях.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
PolyMax™ PLA
Этот материал можно печатать на любом принтере без каких-либо специальных требований.
Советы:
Печатайте медленнее, чем стандартный PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с.
При печати с объёмной скоростью 15 мм^3/с — увеличьте температуру печати до 220–230˚C.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Этот материал отлично печатается на маленьких соплах 0,2 мм.
PolyLite™ CosPLA
Этот материал можно печатать на любом принтере без каких-либо специальных требований.
Советы:
Печатайте медленнее, чем стандартный PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с
При печати с объёмной скоростью 15 мм^3/с — увеличьте температуру печати до 220–230˚C.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
PolySonic™ PLA
Этот материал позволяет печатать быстрее, чем стандартный PLA, сохраняя схожие настройки печати.
Советы:
Скорости печати могут достигать 24 мм^3/с максимальной объёмной скорости без снижения качества печати или однородности поверхности.
Печатайте при 220–230˚C при таких высоких скоростях.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
PolySonic™ PLA Pro
Этот материал позволяет печатать быстрее, чем стандартный PLA, сохраняя схожие настройки печати.
Советы:
Скорости печати могут достигать 22 мм^3/с максимальной объёмной скорости без снижения качества печати или однородности поверхности.
Печатайте при 220–230˚C при таких высоких скоростях.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
PolyLite™ LW-PLA
Этот материал может быть капризным и, безусловно, склонен к большей нитеобразности, чем другие типы материалов.
Советы:
Температура печати 190˚C.
Скорость печати 50 мм/с.
Максимальная скорость перемещений.
Коастинг 0,5 мм и вытирание 1 мм (в зависимости от модели).
Используйте коастинг и вытирание.
Рекомендуется сушить эту нить перед печатью, если это возможно. Если вы слышите треск или щелчки при экструзии — нить нужно высушить.
Вы можете получить дополнительную помощь на нашем Discord
PolyLite™ PLA-CF
Этот материал можно печатать на любом принтере, но требуется упрочнённое сопло из-за абразивности.
Советы:
Используйте сопло из упрочнённой стали.
Печатайте медленнее, чем стандартный PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с.
При печати с объёмной скоростью 15 мм^3/с — увеличьте температуру печати до 220–230˚C.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Не используйте в AMS из-за абразивности.
Polymaker HT-PLA
Этот материал можно печатать на любом принтере без каких-либо специальных требований.
Советы:
При печати с объёмной скоростью 15 мм^3/с или выше — увеличьте температуру печати до 220–230˚C.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Этот материал термостабилен под собственной массой до 150°C без отжига. Это означает, что при наличии давления на деталь она деформируется при температурах ниже 150°C.
Если вам нужен более высокий HDT (способность выдерживать тепло под давлением), мы рекомендуем HT-PLA-GF.
Polymaker HT-PLA-GF
Этот материал можно печатать на любом принтере при условии наличия упрочнённого сопла из-за абразивности.
Советы:
При печати с объёмной скоростью 15 мм^3/с или выше — увеличьте температуру печати до 220–230˚C.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Этот материал термостабилен под собственной массой до 150°C без отжига. Это означает, что при наличии давления на деталь она деформируется при температурах ниже 150°C.
Если вам нужен более высокий HDT (способность выдерживать тепло под давлением), потребуется отжиг печати 30 минут при 80–100°C.
Polymaker PETG
PolyLite™ PETG
Этот материал можно печатать на любом принтере без апгрейдов или специальных требований.
Советы
Печатайте либо с выключенным кулером, либо на очень низкой скорости. Наш PETG может потерять адгезию между слоями при слишком быстром охлаждении.
Печатайте с максимальной объёмной скоростью 15 мм^3/с или ниже.
Если сохраняются проблемы с адгезией слоёв при выключенном кулере, увеличьте температуру печати до 240˚C.
Если при экструзии слышны щелчки или треск — просушите нить.
PETG известен как материал, дающий нити, поэтому избавиться от всей нитеобразности/«волосков» на модели будет сложно.
Polymaker™ PETG [NEW]
Этот материал можно печатать на любом принтере без апгрейдов или специальных требований.
Новая улучшенная формула значительно увеличила адгезию слоёв, поэтому вы можете использовать больше охлаждения, чем с PolyLite™ PETG.
Этот Polymaker PETG печатается гораздо лучше, когда он сухой, чем когда мокрый, и он достаточно гигроскопичен — поэтому мы настоятельно рекомендуем держать нить в сухом состоянии.
Если при экструзии слышны щелчки или треск — просушите нить.
PETG известен нитеобразованием, поэтому будет сложно полностью избежать нитей/«волосков» на печати. Тем не менее — новая формула почти не даёт нитей при условии сухой нити. Если ваши отпечатки становятся чрезмерно нитеобразными с этой формулой — мы настоятельно рекомендуем просушить катушку при 60˚C в течение 6 часов.
PolyMax™ PETG
Этот материал можно печатать на любом принтере без апгрейдов или специальных требований.
Советы
Печатайте либо с выключенным кулером, либо на очень низкой скорости. Наш PETG может потерять адгезию между слоями при слишком быстром охлаждении.
Печатайте с максимальной объёмной скоростью 15 мм^3/с или ниже.
Если сохраняются проблемы с адгезией слоёв при выключенном кулере, увеличьте температуру печати до 240˚C.
Если при экструзии слышны щелчки или треск — просушите нить.
PETG известен как материал, дающий нити, поэтому избавиться от всей нитеобразности/«волосков» на модели будет сложно.
Polymaker ABS/ASA
PolyLite™ ABS
Этот материал можно печатать на любом закрытом принтере. Мы рекомендуем all-metal хотэнд, способный достигать выше 250˚C, но это не обязательно.
Советы:
Чем горячее и медленнее вы печатаете, тем лучше будет адгезия слоёв.
Нагрейте стол до 90–100˚C в течение 10 минут перед началом печати, чтобы камера успела прогреться.
Если вы печатаете медленно и горячо, адгезия слоёв будет лучше, но могут появиться более некрасивые нависания. Придётся выбирать между отличной адгезией слоёв и качеством нависаний.
Magigoo Original отлично работает для адгезии к столу, если есть проблемы.
Выключите кулер, если у вас проблемы с адгезией слоёв или адгезией к столу.
Можно сглаживать или спаивать ацетоном.
Polymaker™ ASA
Этот материал можно печатать на любом закрытом принтере. Мы рекомендуем all-metal хотэнд, способный достигать выше 250˚C, но это не обязательно.
Советы:
Чем горячее и медленнее вы печатаете, тем лучше будет адгезия слоёв.
Нагрейте стол до 90–100˚C в течение 10 минут перед началом печати, чтобы камера успела прогреться.
Если вы печатаете медленно и горячо, адгезия слоёв будет лучше, но могут появиться более некрасивые нависания. Придётся выбирать между отличной адгезией слоёв и качеством нависаний.
Magigoo Original отлично работает для адгезии к столу, если есть проблемы.
Выключите кулер, если у вас проблемы с адгезией слоёв или адгезией к столу.
Можно сглаживать или спаивать ацетоном.
PolyFlex™ TPU
PolyFlex™ TPU90
Этот материал можно печатать на большинстве принтеров, но настоятельно рекомендуется использовать прямой экструдор, а не Bowden.
Советы:
Чем дальше зазор между экструдером и хотэндом, тем сложнее будет печать этим материалом.
Печатайте медленно, и ещё медленнее, если у вашего экструдера есть расстояние до хотэнда. 30 мм/с - 60 мм/с.
Держите кулер включённым для хорошего качества поверхности.
У этого материала отличная адгезия слоёв, что делает использование родительского поддерживающего материала очень сложным. Рекомендуется при проектировании минимизировать необходимость поддержки.
TPU известен нитеобразованием, поэтому будет сложно полностью избавиться от нитей/«волосков» на печати.
90 означает твёрдость по Шору 90A.
PolyFlex™ TPU95
Этот материал можно печатать на большинстве принтеров, но на прямом экструдере он может печататься быстрее, чем на Bowden.
Советы:
Чем больше расстояние между экструдером и хотэндом, тем медленнее придётся печатать.
Печатайте медленно, и ещё медленнее, если у вашего экструдера есть расстояние до хотэнда. 30 мм/с - 60 мм/с.
Держите кулер включённым для хорошего качества поверхности.
У этого материала отличная адгезия слоёв, что делает использование родительского поддерживающего материала очень сложным. Рекомендуется при проектировании минимизировать необходимость поддержки.
TPU известен нитеобразованием, поэтому будет сложно полностью избавиться от нитей/«волосков» на печати.
95 означает твёрдость по Шору 95A.
PolyFlex™ TPU95-HF
Этот материал можно печатать на большинстве принтеров и он разработан для высокого потока. Тем не менее на прямом экструдере он может печататься быстрее, чем на Bowden.
Советы:
Чем больше расстояние между экструдером и хотэндом, тем медленнее придётся печатать.
Печатайте медленнее, если у вашего экструдера есть расстояние до хотэнда. 40 мм/с - 100 мм/с.
Держите кулер включённым для хорошего качества поверхности.
У этого материала отличная адгезия слоёв, что делает использование родительского поддерживающего материала очень сложным. Рекомендуется при проектировании минимизировать необходимость поддержки.
TPU известен нитеобразованием, поэтому будет сложно полностью избавиться от нитей/«волосков» на печати.
TPU95-HF немного тверже, чем 95A, и имеет твёрдость по Шору, ближе к примерно 98A.
Polymaker PC and PA
PolyLite™ PC
Этот материал требует закрытого принтера и all-metal хотэнда для корректной печати.
Советы:
Печатайте медленно и горячо, чтобы помочь адгезии слоёв и уменьшить коробление.
Держите кулеры выключенными.
Установите температуру стола на 105˚C за 10–15 минут до начала печати, чтобы камера прогрелась.
При печати PC рекомендуется использовать сухой бокс или сушилку для нити, так как материал слегка гигроскопичен.
Использование сопла большого диаметра также поможет с адгезией слоёв.
Magigoo PC — отличный продукт для улучшения адгезии поликарбоната к столу.
После печати поликарбонат необходимо подвергнуть отжигу, особенно если у вас нет нагретой камеры 90˚C+. Отожгите в духовке при 90˚C в течение 2 часов.
Нужно поместить деталь в духовку сразу после окончания печати и не давать ей остыть.
PolyMax™ PC
Этот материал требует закрытого принтера и all-metal хотэнда для корректной печати.
Советы:
Печатайте медленно и горячо, чтобы помочь адгезии слоёв и уменьшить коробление.
Держите кулеры выключенными.
Установите температуру стола на 105˚C за 10–15 минут до начала печати, чтобы камера прогрелась.
При печати PC рекомендуется использовать сухой бокс или сушилку для нити, так как материал слегка гигроскопичен.
Использование сопла большого диаметра также поможет с адгезией слоёв.
Magigoo PC — отличный продукт для улучшения адгезии поликарбоната к столу.
После печати поликарбонат необходимо подвергнуть отжигу, особенно если у вас нет нагретой камеры 90˚C+. Отожгите в духовке при 90˚C в течение 2 часов.
Нужно поместить деталь в духовку сразу после окончания печати и не давать ей остыть.
PolyMax™ PC-FR
Этот материал следует печатать только на принтере с нагреваемой камерой, который может достигать 90˚C - 100˚C температуры воздуха внутри.
Это означает, что это промышленный материал, который не следует печатать на стандартных потребительских машинах.
Советы:
Печатайте медленно и горячо, чтобы помочь адгезии слоёв и уменьшить коробление.
Держите кулеры выключенными
Установите температуру камеры на 90˚C - 100˚C и дождитесь полного прогрева камеры перед началом печати.
При печати PC рекомендуется использовать сухой бокс или сушилку для нити, так как материал слегка гигроскопичен.
Использование сопла большого диаметра также поможет с адгезией слоёв.
Magigoo PC — отличный продукт для улучшения адгезии поликарбоната к столу.
После печати поликарбонат требует отжига.
Необходимо поддерживать температуру камеры 90˚C - 100˚C в течение 2 часов после окончания печати. Затем дайте детали медленно остыть до комнатной температуры.
Polymaker PC-ABS
Этот материал следует печатать только на принтере с нагреваемой камерой, который может достигать 90˚C - 105˚C температуры воздуха внутри.
Это означает, что это промышленный материал, который не следует печатать на стандартных потребительских машинах.
Советы:
Печатайте медленно и горячо, чтобы помочь адгезии слоёв и уменьшить коробление.
Держите кулеры выключенными.
Установите температуру камеры на 90˚C - 105˚C и дождитесь полного прогрева камеры перед началом печати.
При печати PC рекомендуется использовать сухой бокс или сушилку для нити, так как материал слегка гигроскопичен.
Использование сопла большого диаметра также поможет с адгезией слоёв.
Magigoo PC — отличный продукт для улучшения адгезии поликарбоната к столу.
После печати поликарбонат требует отжига.
Необходимо поддерживать температуру камеры 90˚C - 105˚C в течение 2 часов после окончания печати. Затем дайте детали медленно остыть до комнатной температуры.
Polymaker PC-PBT
Этот материал следует печатать только на принтере с нагреваемой камерой, который может достигать 100˚C - 115˚C температуры воздуха внутри.
Это означает, что это промышленный материал, который не следует печатать на стандартных потребительских машинах.
Советы:
Печатайте медленно и горячо, чтобы помочь адгезии слоёв и уменьшить коробление.
Держите кулеры выключенными.
Установите температуру камеры на 100˚C - 115˚C и дождитесь полного прогрева камеры перед началом печати.
При печати PC рекомендуется использовать сухой бокс или сушилку для нити, так как материал слегка гигроскопичен.
Использование сопла большого диаметра также поможет с адгезией слоёв.
Magigoo PC — отличный продукт для улучшения адгезии поликарбоната к столу.
После печати поликарбонат требует отжига.
Необходимо поддерживать температуру камеры 100˚C - 115˚C в течение 2 часов после окончания печати. Затем дайте детали медленно остыть до комнатной температуры.
PolyMide™ CoPA
У этого материала есть только одно требование: печать на all-metal хотэнде, способном достигать 250˚C или выше.
Советы:
Не устанавливайте температуру стола выше 50˚C и держите любые дверцы камеры открытыми. Если стол или окружающий воздух превысят 50˚C, вы рискуете получить коробление или некрасивые отпечатки.
Используйте клей-стик или Magigoo PA при проблемах с адгезией к столу.
С CoPA сложно печатать нависания, поэтому рекомендуется проектировать деталь с минимальным количеством нависаний.
CoPA чувствителен к температуре, поэтому может потребоваться подгонка температуры печати для получения хорошего качества поверхности.
CoPA очень гигроскопичен и поэтому должен печататься только находясь в нагреваемой сушилке для нити в течение всего процесса печати.
Если вы слышите щелчки или треск — нить нужно высушить.
После печати этот материал нужно отжигать при 80˚C в течение 6 часов.
После отжига деталь будет высушена и поэтому потребуется кондиционирование влагой.
Кондиционирование влагой произойдёт даже если вы ничего не будете делать, так как материал впитывает влагу из воздуха. Чтобы ускорить кондиционирование, держите деталь в влажной среде в течение 48 часов.
Особые функции и поддержка Polymaker
PolyCast™
Этот материал — PVB и не требует специальных требований к принтеру для печати.
Советы:
Печатайте медленнее, чем стандартный PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с.
Увеличьте температуру печати до 220˚C, если печатаете на высокой объёмной скорости 15 мм^3/с.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Температура выжигания нашего PolyCast составляет 1 100 - 1 200˚C для полного выжигания.
Более подробную информацию вы можете найти на странице 7 наших прикладных заметок по этому материалу: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyCast_Application_Note_V1.pdf?v=1640965091
Видео-помощь, если вы не можете достигнуть 1 100˚C https://www.youtube.com/watch?v=QeNMc_THrow
PolySmooth™
Этот материал — PVB и не требует специальных требований к принтеру для печати.
Советы:
Печатайте медленнее, чем стандартный PLA. Рекомендуемая максимальная объёмная скорость — 15 мм^3/с.
Увеличьте температуру печати до 220˚C, если печатаете на высокой объёмной скорости 15 мм^3/с.
Держите скорость вентилятора на полной мощности для лучшего качества поверхности. Уменьшайте при появлении проблем с адгезией слоёв.
Вы можете использовать Polysher чтобы сгладить слоистость, так как PVB растворим в алкоголе.
Вы также можете использовать распылитель и наносить лёгкие слои для схожего эффекта
PolySupport™ для PLA
Этот материал — отламывающийся поддерживающий материал (нерастворимый) для PLA, хотя он также может работать с PolySmooth™, PolyCast™ и небольшими деталями из PolyMax™ PC.
Советы:
Хотя возможно использовать PolySupport™ для PLA с одним соплом, это не рекомендуется из-за повышенного риска засоров при смене материалов. Это особенно актуально при использовании PolySupport™ для PLA с материалом с другой температурой печати, например PolyMax™ PC. Рекомендуются IDEX или ToolChanger.
Рекомендуется печатать медленнее, чем стандарт для PLA, при использовании PolySupport™ для PLA. Максимальная объёмная скорость 12 мм^3/с, хотя мы рекомендуем ещё медленнее для уменьшения риска засора.
PolySupport™ для PA12
Этот материал — отламывающийся поддерживающий материал (нерастворимый) для нейлона, конкретно PA12.
Советы:
Хотя возможно использовать PolySupport™ для PA12 с одним соплом, это не рекомендуется из-за повышенного риска засоров при смене материалов. Это особенно актуально при использовании PolySupport™ для PA12 с материалом с другой температурой печати
Нужно хранить в сухом состоянии, так как этот материал чрезвычайно гигроскопичен.
Общее правило «избегать контакта со столом» применимо.
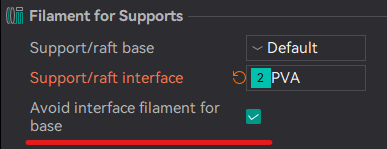
PolyDissolve™ S1 (PVA)
Этот материал — PVA, растворимый в воде, что позволяет использовать его для очень сложных геометрий или ранее невозможных печатей. PolyDissolve™ S1 подходит для PLA, TPU, PVB и нейлоновых нитей из нашего портфолио. Он специально разработан для идеального интерфейса с этими материалами и обладает хорошей растворимостью.
Советы:
Хотя возможно использовать PolyDissolve™ S1 с одним соплом, это не рекомендуется из-за повышенного риска засоров при смене материалов. Это особенно актуально при использовании PolyDissolve™ S1 с материалом с другой температурой печати, например с одним из наших нейлонов. Рекомендуются IDEX или ToolChanger.
PolyDissolve™ S1 — очень гигроскопичный материал, он легко впитывает влагу. Поэтому крайне важно держать его сухим. Используйте нагреваемую сушилку для нити на минимальной настройке в течение всей печати.
Если вы слышите щелчки или треск, или видите, что нить пузырится при экструзии, нужно высушить материал.
Печатайте PolyDissolve™ S1 очень медленно — мы рекомендуем не быстрее 60 мм/с или 8 мм^3/с максимальной объёмной скорости.
PolyDissolve™ S1 растворяется быстрее в тёплой движущейся воде. Самый быстрый способ — использовать кипящую воду, хотя нужно убедиться, что родительский материал выдержит такие высокие температуры. Один метод — поместить деталь в ванну с тёплой водой, поставить её на нагреваемую платформу и запустить G-код, который будет трясти стол. Чем выше температура воды и чем сильнее её циркуляция, тем быстрее растворение.
Также рекомендуется менять воду каждые несколько часов, чтобы ускорить растворение.
Panchroma
Все эффекты, кроме Luminous, Glow и CoPE
Все эффекты и цвета Panchroma, за исключением Luminous, Glow и Regular, не имеют специальных требований. Их можно печатать на любом принтере в любой конфигурации.
Советы:
Эти материалы — стандартные варианты PLA и могут печататься с типичными настройками PLA.
Шёлк и другие очень глянцевые варианты следует печатать на более низкой скорости внешней оболочки, чтобы сохранить блеск. При слишком быстрой печати они будут выглядеть более «матовыми».
Новая формула шёлка может печататься быстрее, до 250 мм/с, не теряя блеска. Для внешней стенки всё же стоит немного снизить скорость.
Не печатайте материалы с эффектом блёсток/искр с соплом меньше 0,4 мм.
Для лучшего качества поверхности держите кулер включенным на полную мощность.
Panchroma™ Glow PLA и Panchroma™ Luminous PLA
Эти светящиеся в темноте материалы содержат добавку, делающую их очень абразивными. Это значит, что их не следует печатать без упрочнённого сопла.
Советы:
Из‑за абразивности мы не рекомендуем печатать их в AMS с пластиковыми шестернями и трубками.
Кроме абразивности, эти материалы — стандартные варианты PLA и могут печататься с типичными настройками PLA.
Для лучшего качества поверхности держите кулер включенным на полную мощность.
Panchroma™ CoPE
Panchroma™ CoPE — это не PLA, а новая формула (ко-полиэстер) от Polymaker. Это означает, что его не следует комбинировать с PLA-печатями, так как они не будут правильно сцепляться друг с другом.
CoPE также слишком сильно прилипает к текстурированной PEI-плате, поэтому её использование не рекомендуется.
Эта новая формула позволяет быстро печатать с отличными нависаниями.
Советы по печати
Вы можете печатать этим материалом на максимальных скоростях до 400 мм/с, так что беспокоиться о скорости не нужно.
Для лучшего качества поверхности держите кулер включенным на полную мощность.
Если сложно снять отпечатки с текстурированной PEI-платы, вы можете использовать Magigoo Original. Мы советуем вместо этого использовать другую платформу, например гладкую PEI, PC, стекло и т.д.
Fiberon
Fiberon™ PPS-CF10
Для этого материала требуется хотэнд, способный достигать 310˚C - 350˚C, и упрочнённое сопло из‑за абразивности.
Советы:
Печатайте немного медленнее при проблемах с адгезией слоёв.
Выключите кулер.
Закрытая камера не обязательна, но рекомендуется.
Отожгите деталь при 125˚C в течение 16 часов для лучшей адгезии слоёв и термостойкости.
Не используйте в AMS из-за абразивности.
Нить также может легко ломаться, поэтому настоятельно рекомендуется маршрут подачи нити без резких изгибов.
Fiberon™ PPS-GF20
Для этого материала требуется хотэнд, способный достигать 310˚C - 350˚C, и упрочнённое сопло из‑за абразивности.
Советы:
Печатайте немного медленнее при проблемах с адгезией слоёв.
Выключите кулер.
Закрытая камера не обязательна, но рекомендуется.
Отожгите деталь при 130˚C в течение 10 часов для лучшей адгезии слоёв и термостойкости.
Не используйте в AMS из-за абразивности.
Нить также может легко ломаться, поэтому настоятельно рекомендуется маршрут подачи нити без резких изгибов.
Fiberon™ PET-CF17
Единственные требования для печати этого материала — all-metal хотэнд, способный достигать 270˚C - 300˚C, и упрочнённое сопло из‑за абразивности.
Советы:
Печатайте немного медленнее при проблемах с адгезией слоёв.
Выключите кулер.
Если печатаете в закрытом принтере — держите дверцу открытой; закрытая камера не обязательна.
Отожгите деталь при 120˚C в течение 10 часов для лучшей адгезии слоёв и термостойкости.
Не используйте в AMS из-за абразивности.
Fiberon™ PET-GF15
Единственные требования для печати этого материала — all-metal хотэнд, способный достигать 280˚C - 310˚C, и упрочнённое сопло из‑за абразивности.
Печатайте немного медленнее при проблемах с адгезией слоёв.
Выключите кулер.
Отожгите деталь при 120˚C в течение 16 часов для лучшей адгезии слоёв и термостойкости.
При печати на чистой текстурированной PEI-плате может быть трудно снять детали. Мы настоятельно рекомендуем дождаться остывания стола до комнатной температуры перед удалением. Другие адгезивы для стола, такие как Magigoo, Vision Miner, клей-стик или лак для волос, могут помочь облегчить снятие детали.
Fiberon™ PA612-CF15
Для этого материала требуется печать на all-metal хотэнде, способном достигать 250˚C или выше, а также упрочнённое сопло.
Советы:
Не устанавливайте температуру стола выше 50˚C и держите любые дверцы камеры открытыми. Если стол или окружающий воздух превысят 50˚C, вы рискуете получить коробление или некрасивые отпечатки.
Используйте клей-стик или Magigoo PA при проблемах с адгезией к столу.
PA-CF очень гигроскопичен и поэтому должен печататься только находясь в нагреваемой сушилке для нити в течение всего процесса печати.
Если вы слышите щелчки или треск — нить нужно высушить.
После печати нужно отжечь при 100˚C в течение 16 часов.
После отжига деталь будет высушена и поэтому потребуется кондиционирование влагой.
Кондиционирование влагой произойдёт даже если вы ничего не будете делать, так как материал впитывает влагу из воздуха. Чтобы ускорить кондиционирование, держите деталь в влажной среде в течение 48 часов.
Не следует использовать в AMS из‑за абразивности.
Fiberon™ PA6-CF20
Для этого материала требуется печать на all-metal хотэнде, способном достигать 280˚C или выше, а также упрочнённое сопло.
Советы:
Не устанавливайте температуру стола выше 50˚C и держите любые дверцы камеры открытыми. Если стол или окружающий воздух превысят 50˚C, вы рискуете получить коробление или некрасивые отпечатки.
Используйте клей-стик или Magigoo PA при проблемах с адгезией к столу.
PA-CF очень гигроскопичен и поэтому должен печататься только находясь в нагреваемой сушилке для нити в течение всего процесса печати.
Если вы слышите щелчки или треск — нить нужно высушить.
После печати нужно отжечь при 100˚C в течение 16 часов.
После отжига деталь будет высушена и поэтому потребуется кондиционирование влагой.
Кондиционирование влагой произойдёт даже если вы ничего не будете делать, так как материал впитывает влагу из воздуха. Чтобы ускорить кондиционирование, держите деталь в влажной среде в течение 48 часов.
Не следует использовать в AMS из‑за абразивности.
Fiberon™ PA6-GF25
Для этого материала требуется печать на all-metal хотэнде, способном достигать 280˚C или выше, а также упрочнённое сопло.
Советы:
Не устанавливайте температуру стола выше 50˚C и держите любые дверцы камеры открытыми. Если стол или окружающий воздух превысят 50˚C, вы рискуете получить коробление или некрасивые отпечатки.
Используйте клей-стик или Magigoo PA при проблемах с адгезией к столу.
PA-CF очень гигроскопичен и поэтому должен печататься только находясь в нагреваемой сушилке для нити в течение всего процесса печати.
Если вы слышите щелчки или треск — нить нужно высушить.
После печати нужно отжечь при 100˚C в течение 16 часов.
После отжига деталь будет высушена и поэтому потребуется кондиционирование влагой.
Кондиционирование влагой произойдёт даже если вы ничего не будете делать, так как материал впитывает влагу из воздуха. Чтобы ускорить кондиционирование, держите деталь в влажной среде в течение 48 часов.
Не следует использовать в AMS из‑за абразивности.
Fiberon™ PA12-CF10
Для этого материала требуется печать на all-metal хотэнде, способном достигать 280˚C или выше, а также упрочнённое сопло.
Советы:
Не устанавливайте температуру стола выше 50˚C и держите любые дверцы камеры открытыми. Если стол или окружающий воздух превысят 50˚C, вы рискуете получить коробление или некрасивые отпечатки.
Используйте клей-стик или Magigoo PA при проблемах с адгезией к столу.
PA-CF очень гигроскопичен и поэтому должен печататься только находясь в нагреваемой сушилке для нити в течение всего процесса печати.
Если вы слышите щелчки или треск — нить нужно высушить.
После печати нужно отжечь при 100˚C в течение 16 часов.
После отжига деталь будет высушена и поэтому потребуется кондиционирование влагой.
Кондиционирование влагой произойдёт даже если вы ничего не будете делать, так как материал впитывает влагу из воздуха. Чтобы ускорить кондиционирование, держите деталь в влажной среде в течение 48 часов.
Не следует использовать в AMS из‑за абразивности.
Fiberon™ ASA-CF08
Для этого материала требуется печать на all-metal хотэнде, способном достигать 260˚C или выше, а также упрочнённое сопло.
Убедитесь, что путь подачи нити максимально свободен — этот материал может быть хрупким и не переносит резких поворотов.
Держать камеру закрытой может помочь с адгезией слоёв
Рекомендуется хорошая фильтрация/вентиляция воздуха при печати
Хранить в сухой среде и сушить при появлении щелчков при экструзии.
Fiberon™ PETG-rCF08
Для этого материала требуется упрочнённое сопло из‑за абразивности. All-metal хотэнд рекомендуется, но не обязателен.
Советы:
Печатайте немного медленнее при проблемах с адгезией слоёв.
Запускайте кулер на максимуме 50% и уменьшайте при проблемах с адгезией слоёв.
Если печатаете в закрытом принтере — держите дверцу открытой; закрытая камера не обязательна.
Не используйте в AMS из-за абразивности.
Fiberon™ PETG-ESD
Единственное требование для этого материала — ваш принтер должен иметь all-metal хотэнд, способный достигать 250˚C или выше.
Советы:
Следует печатать с настройками, похожими на стандартный PETG.
Для лучшей адгезии слоёв держите кулер выключенным.
Печатайте медленнее при проблемах с адгезией слоёв.
Fiberon™ PA612-ESD
Для этого материала требуется печать на all-metal хотэнде, способном достигать 250˚C или выше, а также упрочнённое сопло.
Советы:
Не устанавливайте температуру стола выше 50˚C и держите любые дверцы камеры открытыми. Если стол или окружающий воздух превысят 50˚C, вы рискуете получить коробление или некрасивые отпечатки.
Используйте клей-стик или Magigoo PA при проблемах с адгезией к столу.
PA очень гигроскопичен и поэтому должен печататься только находясь в нагреваемой сушилке для нити в течение всего процесса печати.
Если вы слышите щелчки или треск — нить нужно высушить.
После печати можно отжечь для улучшения характеристик при 100˚C в течение 16 часов.
После отжига деталь будет высушена и поэтому потребуется кондиционирование влагой.
Кондиционирование влагой произойдёт даже если вы ничего не будете делать, так как материал впитывает влагу из воздуха. Чтобы ускорить кондиционирование, держите деталь в влажной среде в течение 48 часов.
Не использовать в AMS из‑за абразивности и хрупкости материала.
Настоятельно рекомендуется свободный путь подачи нити из‑за хрупкости
Чем выше температура печати, тем более «проводящей» становится нить. Печать при 320˚C может привести к проводящему отпечатку.
Последнее обновление
Это было полезно?