Spezielle Produktfragen 2025
Diese Fragen sind sehr spezifisch, wurden aber in der Vergangenheit gestellt. Sie dienen hier speziell als Ressource, damit die KI sie durchsuchen kann, um Ihnen besser zu helfen.
Gibt es einen Ort, an dem wir Muster bestellen können?
Während wir derzeit keine Muster anbieten, scheint ein Drittanbieter Optionen für unsere Materialien herzustellen. Dieses Unternehmen ist nicht mit Polymaker verbunden, aber Sie können einige ihrer Optionen für unsere Materialien einsehen HIER
Wurden PolyMax™ oder PolyLite™ PC in der Vergangenheit "PC-Plus" oder "PC-Max" genannt?
Diese Namensänderung fand schon vor langer Zeit statt, aber ja.
PolyMax™ PC war PC-Max PolyLite™ PC war PC-Plus
Haben Sie Vorschläge für ein verschleißfestes Material ähnlich dem SLS igus' iglidur i3-PL-10000?
Obwohl wir keine Tests oder Vergleiche durchgeführt haben, könnten CoPA oder PA612-CF15 die besten Optionen zum Ausprobieren sein.
Können Sie einen US-Standort und eine Telefonnummer für SDS-Dokumente angeben?
Das ist möglich, kann aber einige Werktage dauern. Bitte kontaktieren Sie [email protected] mit den Materialien, für die Sie dies benötigen, und wir werden an der Erstellung arbeiten.
Vorher erstellte SDS-Dokumente mit einem US-Standort: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
Haben Sie eine UL-Zertifizierung für PC-FR? Können Sie eine erstellen?
Es tut mir leid, aber PolyMax™ PC-FR (PC-FR) hat kein UL-Zertifikat (wie z. B. eine UL Blue Card), wurde jedoch von SGS auf Flammschutz getestet (im zuvor gesendeten Link enthalten) nach IEC 60695-11-10:2013/Cor.1:2014 Methode B, die dem UL 94 Standard entspricht. Das erzielte Ergebnis ist die Klassifikation V-0, die die höchste Bewertung für Flammschutz im UL 94-Test darstellt.
Unsere Testergebnisse finden Sie hier: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
Derzeit haben wir keine Pläne für UL-Zertifizierungen.
Ist PETG in der Nähe von Aceton sicher?
Die Antwort stammt aus dem Abschnitt "CHEMICAL RESISTANCE DATA" des PolyLite™ PETG-Datenblatts. Dort heißt es, dass das Material eine "schlechte" Beständigkeit gegenüber starken Säuren aufweist, wobei erklärt wird, dass "schlecht" bedeutet, dass das Material bei Kontakt mit der Chemikalie bei Raumtemperatur instabil wird. Aceton, ein starkes Lösungsmittel, fällt in diese Kategorie. Daher ist PolyLite™ PETG in der Nähe von Aceton nicht sicher, da es wahrscheinlich abgebaut oder instabil wird.
Enthält natürlich gefärbtes PLA Farbstoffe?
Natürlich gefärbtes PLA bedeutet, dass keine Farbstoffe enthalten sind.
Ich habe gesehen, dass manche Leute berichten, dass ihre Hände gereizt werden, wenn sie mit faserverstärkten Filamentdrucken umgehen. Haben Sie Empfehlungen?
Wege, Reizungen zu reduzieren
Nachbearbeitung ohne Fasern freizulegen
Minimieren Sie aggressives Schleifen, das in die Fasern schneidet.
Wenn Schleifen notwendig ist, mit sehr feiner Körnung (z. B. 600+) abschließen, um scharfe Faserspitzen zu reduzieren.
Empfehlungen für Beschichtungen
Epoxidharz (dünne Schicht) → Am besten zum Versiegeln von Fasern und zur Erhöhung der Haltbarkeit.
Polyurethan-Klarlack (Sprühtyp für Autos) → Einfacher aufzutragen, gute Oberflächenversiegelung.
Acryl-Sprühklarlack → Leichte Versiegelung, am einfachsten anzuwenden, aber weniger robust.
All diese Beschichtungen erzeugen eine glatte Oberfläche, die den Kontakt mit Fasern verhindert und Ästhetik sowie Witterungsbeständigkeit verbessern kann.
Kann man CF-Nylon-Materialien "übertrocknen"? Zum Beispiel trocknen, wenn sie nicht nass sind?
Das Trocknen von CF-Nylon, wenn es nicht nass ist, schadet ihm nicht, solange Sie sich an die empfohlenen Temperaturen und Zeiten halten. Das eigentliche Risiko ist Überhitzung, nicht Übertrocknung.
Beeinflusst das Fehlen des Nachglühens (Annealing) die Kriechfestigkeit von PET-CF erheblich?
Es gibt mehrere Möglichkeiten, die Kriechleistung zu verbessern:
1. Erhöhen Sie die Wandstärke und die Fülldichte des gedruckten Teils, damit die beanspruchte Oberfläche in der Druckebene und nicht in Z-Richtung gedruckt wird.
2. Wir empfehlen dringend das Nachglühen, da es die Kriechfestigkeit wirkungsvoll verbessert. Wenn Nachglühen nicht möglich ist, empfehlen wir, die lasttragende Oberfläche als die gedruckte Unterseite festzulegen.
3. Wenn eine Verformung nicht verhindert werden kann, schlagen wir vor, einen Abstandshalter hinzuzufügen, um einen Teil des Drucks zu reduzieren.
Ist es sicher, PLA mit einem CO2-Laser zu schneiden? Enthält Ihr Material PVC oder andere Materialien, die nicht mit einem CO2-Laser geschnitten werden sollten?
Unser PLA enthält kein PVC, sondern gibt jedoch ziemlich starke Dämpfe ab. Wenn also nicht jemand eine SEHR gute Belüftung eingerichtet hat, wird die Umgebung zu giftig sein.
Kurz gesagt: Es lässt sich mit einem CO2-Laser gut schneiden, aber wir würden es nicht empfehlen.
Mein Anycubic ACE Pro hat Probleme mit Filamentverheddern bei Ihrem Matte PLA, warum ist das so?
Dies ist ein spezifisches Problem des ACE Pro-Setups und spezifisch für Panchroma Matte PLA. Wir wissen nicht genau, warum dies passiert, und untersuchen es intern. Aber noch einmal: Es betrifft nur den ACE Pro und Panchroma Matte PLA.
Wenn man CF-Nylon oft trocknet, verschlechtert sich dann die Materialleistung?
Wiederholtes Trocknen von CF-Nylons bei den richtigen Temperaturen sollte es nicht spröde machen oder degradieren. Achten Sie nur darauf, nicht über der empfohlenen Temperatur zu trocknen.
Enthält irgendein von Polymaker hergestelltes carbonfaserverstärktes Nylon PFAS?
In keiner PA-CF-Formel ist PFAS enthalten.
Kann ich mit Aceton verdünnten Autospachtel auf Fiberon-Mischungen verwenden, ohne Festigkeit, Verzug und Temperaturbeständigkeit zu beeinträchtigen?
Verwendung von Autospachtel (mit Aceton verdünnt)
Spachtel kann im Allgemeinen auf Nylonverbundwerkstoffen wie PA6-GF25 und PA6-CF20 verwendet werden, aber es gibt einige wichtige Punkte zu beachten:
Aceton wird nicht empfohlen für nylonbasierte Materialien. Nylon ist teilweise empfindlich gegenüber polaren Lösungsmitteln wie Aceton, was zu Oberflächenaufweichung, Quellung oder inneren Spannungen führen kann—insbesondere bei teilkristallinen Polymeren wie PA6. Dies kann zu lokalem Festigkeitsverlust oder Spannungsrissbildung im Laufe der Zeit führen.
Stattdessen empfehlen wir die Verwendung von epoxid- oder polyesterbasierten Füllern ohne starkes Lösungsmittelverdünnenoder die Verwendung eines kunststoffkompatiblen Spachtels der für Stoßfänger oder nylonbasierte Kunststoffe entwickelt wurde.
Testen Sie Spachtel oder Füller stets an einem kleinen Bereich des Teils, bevor Sie die vollständige Anwendung vornehmen.
Polyesterharzbeschichtung – Risiko von Verzug
Ihre Sorge bezüglich der Hitze durch das Aushärten des Harzes ist absolut berechtigt:
Viele Polyesterharze sind exotherm während des Aushärtens, wobei die Innentemperaturen je nach Volumen und Umgebung potenziell 80–100 °C überschreiten können.
Da PA6-Verbundwerkstoffe oberhalb von ~100–120 °C beginnen zu erweichen (obwohl sie sich erst bei ~200 °C stark verformen), können dünnwandige oder schwach unterstützte Teile während des Aushärtens verziehen, insbesondere wenn sie eingespannt oder ungleichmäßig gestützt sind.
Wenn Sie eine Beschichtungsvariante verwenden möchten, sind hier einige sicherere Optionen:
Empfohlene Oberflächenbearbeitungsoptionen
2K Epoxidprimer oder Autospachtelgrund
Diese Primer bieten gute Haftung an PA-Materialien (besonders nach leichtem Schleifen oder Einsatz von Haftvermittlern) und sind während des Aushärtens thermisch stabil.
Haftvermittler für automotive Kunststoffe
Verwenden Sie vor dem Auftragen von Deckschichten oder Spachtel einen Haftvermittler, der für PA- oder PP-Oberflächen formuliert ist.
Epoxidharzbeschichtung mit geringer Exothermie
Wenn Sie eine Harzbeschichtung möchten, wählen Sie ein Epoxid-System mit geringer Exothermie das für das Glätten von Verbundoberflächen entwickelt wurde. Testen Sie es zuerst an einem kleinen Teil, um die dimensionsstabilität sicherzustellen.
Mechanische Nachbearbeitung + Lackierung
Für das sauberste Ergebnis: schleifen, Füllerprimer auftragen, erneut schleifen und mit einem für Kunststoffkarosserieteile geeigneten Auto-Lacksystem fertigstellen.
Zusammenfassung
Vermeiden Sie acetongebasierten Spachtel direkt auf Nylonteilen
Polyesterharz kann Verzug verursachen—mit Vorsicht verwenden oder bei großen/dünnen Teilen vermeiden
Verwenden Sie kunststoffkompatible Füller, gering-exotherme Beschichtungen oder Primer+Füller + Lackschichten als sicherere Vorgehensweise
Haben Sie Materialien mit Biokompatibilität?
Derzeit haben wir kein Material, das die strengen Tests zur Biokompatibilität bestanden hat, aber wir arbeiten daran.
Warum tragen die PLA-Produkte eine Proposition-65-Warnung für Benzol?
Dies war eine Entscheidung des Produktteams. Die Hypothese war, dass Benzol ein häufig verwendeter Bestandteil ist, CA-65 verlangt vom Hersteller die Angabe mindestens eines Materials, aber wir konnten nicht alle unsere Produkte testen, daher entschied das Produktteam, Benzol auf dem Aufkleber aufzulisten. Das bedeutet nicht, dass unsere Produkte Benzol enthalten.
Möglicherweise führen wir in Zukunft weitere Tests durch, um zu prüfen, ob wir dieses Label entfernen können.
Wie hoch ist der Feuchtigkeitsgehalt der Fiberon™-Materialien zum Zeitpunkt der Verpackung?
Alle Fiberon™-Filamente werden getrocknet und vakuumversiegelt, um einen Feuchtigkeitsgehalt von weniger als 0,3 % sicherzustellen. Basierend auf unseren Chargentests liegen typische Ergebnisse unter 0,15 %.
Trocknen Sie Fiberon™-Filament nach dem Wasserkühlen während der Extrusion?
Ja. Alle Fiberon™-Filamente durchlaufen vor dem Aufwickeln und Verpacken einen speziellen Nachextrusions-Trocknungsprozess.
Warum reduziert das Drucken von ESD-Materialien bei höheren Temperaturen den Widerstand drastisch?
Höhere Drucktemperaturen verbessern die Mobilität und Dispersion von CNTs (Kohlenstoffnanoröhren) im Polymer-Schmelze, was eine bessere Netzwerkbildung ermöglicht. Diese verbesserte Konnektivität reduziert den Oberflächenwiderstand, manchmal um mehrere Größenordnungen.
Haben Sie EN71-3-Tests für die EU für Spielzeug für irgendwelche Produkte?
Zum jetzigen Zeitpunkt haben wir dies nicht. Aber das ist etwas, das wir derzeit prüfen.
Welches Polymaker-Filament bietet Beständigkeit gegen übliche Lackverdünner/Lösungsmittel?
PPS wäre hierfür die beste Option, daher würden wir entweder Fiberon™ PPS-CF10 oder Fiberon™ PPS-GF20 empfehlen.
Wie funktioniert der PolyDryer und warum sorgt derselbe Lüfter und Heizer für 3 verschiedene Leistungsstufen?
Die Einstellung der Werte und der Temperatur wird hauptsächlich durch Stromregelung erzielt. Die Lüfterdrehzahl (RPM) und der Luftvolumenstrom sind fest und ändern sich nicht zur Einstellung. Ebenso bleibt die Heizleistung konstant; jedoch variiert der Gesamtenergieverbrauch je nach Zieltemperatur und Änderungen der Lufttemperatur, was hauptsächlich durch Stromregelung verursacht wird.
Nachfolgend finden Sie die relevanten Spezifikationen des Lüfters.

Welches Material würden Sie vorschlagen, das so klein ist und kriechfest?
Die beste Option dafür wäre wahrscheinlich PolyMax™ PC.
Haben Sie Informationen zum Verlustfaktor (dissipation factor) des PPS-GF20-Materials?
Wir haben den Verlustfaktor bisher nicht getestet.
Wir haben einige Überprüfungen vorgenommen und in unseren Formulierungen kleine Mengen anderer Komponenten zur Verbesserung der Druckbarkeit, und diese können einen erhöhten Verlustfaktor verursachen, aber wir haben keine spezifischen Werte. Es wird empfohlen, entsprechende Tests unter den Parametern der spezifischen Anwendung durchzuführen.
Wir verstehen zudem, dass die hohe Kristallinität von PPS zur Verringerung des Verlustfaktors und der Dielektrizitätskonstante beiträgt, und es wird empfohlen, das Material vor dem Testen bei 130 °C oder 230 °C zu nachglühen.
Außerdem gibt es Werte für die Dielektrizitätskonstante im TDS, die hilfreich sein können.
Ich plane, PolyCast-Filament nicht für Wachsausschmelzverfahren, sondern für Lost-Foam-Guss zu verwenden — ist das möglich?
Nein, das wird nicht funktionieren, das geschmolzene Metall reicht nicht aus, um das PolyCast-Modell zu entfernen.
Der Schaum verbrennt und verdampft leicht bei Kontakt mit geschmolzenem Metall; wir halten PolyCast für zu dicht.
Kann HT-PLA als Stützmaterial für höher temperaturbeständige Materialien verwendet werden?
Ja! HT-PLA wurde von der Community getestet und funktioniert hervorragend als Stützmaterial für PET-CF. Es könnte auch für andere hochtemperaturbeständige Materialien funktionieren, aber bisher wurde nur PET-CF getestet.
Haben Sie die relative Permittivität für ABS und ASA?
Es tut uns leid, aber das ist derzeit nicht verfügbar.
Können Sie leere Spulen verkaufen?
Es tut mir leid, aber wir bieten derzeit keine leeren Spulen zum Verkauf an. Es könnte sich lohnen, in unserer sehr aktiven Discord Community nachzufragen, ob Mitglieder leere Spulen verschenken können.
Auf meiner PolyDryer-Box scheint über der Kolbendichtung eine Linie zu sein. Ist das normal?
Ja, das ist normal. Das ist die Spritzgussnaht.
Sie ist schwer vollständig zu entfernen, besonders bei transparentem Material
Benötigt PPS-CF oder andere Materialien Belüftung während des Nachglühens?
Während beim Drucken eine gute Belüftung für alle Materialien erforderlich ist, sollte Nachglühen dies nicht benötigen, da die Temperatur nicht hoch genug ist, um eine Belüftung zu rechtfertigen.
Sind Ihre 5-kg-Kunststoffspulen recycelbar?
Unsere 5-kg-Spulen bestehen aus PP (Polypropylen) und enthalten sogar etwas recyceltes PP. Sie sind recycelbar, sofern Sie dies vorher mit Ihrer örtlichen Recyclingstelle abklären.
Erzeugt ASA-Druck flüchtige organische Verbindungen (VOCs)?
Ja, normalerweise ist der Geruch beim ASA-Drucken stärker als bei PLA/PETG, weil mehr kleine Moleküle aus dem Polymerisationsprozess im ASA verbleiben, was als inhärente Eigenschaft von ASA betrachtet werden kann. Wir empfehlen außerdem, dieses Video von Thomas Sanladerer anzusehen: https://www.youtube.com/watch?v=nofn_MHrxrsWie Sie in diesem Video sehen können, wird dennoch empfohlen, unabhängig vom verwendeten Kunststoff für eine angemessene Belüftung und Filtration zu sorgen.
Haben Sie ein Zertifikat, dass TPU90 den grundlegenden Sicherheits- und Leistungsanforderungen der Verordnung (EU) 2017/745 des Europäischen Parlaments und des Rates vom 5. April 2017 über Medizinprodukte entspricht?
Die Tests an PolyFlex TPU90 wurden nach ISO 10993 - 5 (Tests auf in vitro Zytotoxizität), 10 (Tests auf Reizung und Hautsensibilisierung), 11 (Tests auf systemische Toxizität), 23 (Tests auf Reizung) durchgeführt. Alle Testberichte sind beigefügt. Hier einige Erkenntnisse
ISO 10993 ist die Norm für Medizinprodukte (nicht für Materialien). (EU) 2017/745 ist ebenfalls die Norm für Medizinprodukte (nicht für Materialien). In diesem Fall sollten die Tests letztlich an gedruckten Einlegesohlen durchgeführt werden, was bedeutet, dass Materialien, Drucker, Druckprozess, Druckumgebung usw. alle mit dem Endergebnis zusammenhängen. Die Tests sollten von unserem Kunden durchgeführt werden, wenn deren Produkte als Medizinprodukte gelten und diesen Vorschriften folgen müssen. (EU) 2017/745
Der Zweck von Materialherstellern (wie uns), Tests am Material durchzuführen, besteht lediglich darin, das Vertrauen zu stärken, dass die Endprodukte (wie Einlegesohlen) die Tests bestehen können.
Im allgemeinen Verständnis ist es gut für Hautkontakt-Anwendungen, wenn ein Material ISO-10993 -5/10/11/23 bestehen kann.
Wie hoch sind die Schrumpfraten unserer Nylons? Wie sehr schrumpfen CoPA oder PA6-CF oder PA12-CF oder PA612-CF oder irgendein Nylon?
Das hängt ein wenig davon ab, ob Sie vom Teil direkt nach dem Drucken und Nachglühen sprechen oder ob Sie das Teil nach der Feuchtigkeitskonditionierung betrachten. Direkt nach dem Nachglühen wird der Nylondruck leicht schrumpfen, aber nachdem es zur Feuchtigkeitskonditionierung ausgesetzt wurde, wird das Teil tatsächlich etwas wachsen, wenn es Feuchtigkeit aufnimmt.
Weitere Daten finden Sie HIER
Wie verbinde ich zwei PolyCast- oder PolySmooth-PVB-Drucke miteinander?
Um zwei PolyCast-Teile zu verbinden: Alkohol (er ist ein gutes Lösungsmittel für PVB, das aufgelöst wird und dann die beiden Hälften verbindet, und danach verdampft das Lösungsmittel und hinterlässt eine feste Verbindung)
Welcher Überzug oder Gips passt am besten zu PolyCast für Feinguss?
Beim Feinguss mit PolyCast-Filament kann die Wahl der Keramikbeschichtung vom gegossenen Metalltyp und der gewünschten Oberflächenqualität abhängen. Häufige Optionen sind:
Siliciumdioxid-basierte Beschichtungen: Weit verbreitet und im Allgemeinen mit verschiedenen Metallen kompatibel.
Zirkonium-basierte Beschichtungen: Oft bevorzugt für Hochtemperaturanwendungen, da sie eine bessere thermische Schockbeständigkeit bieten.
Wie hygroskopisch ist Ihr Fiberon PPS-CF? Wie stark wird es durch Feuchtigkeit beeinflusst? Benötigt PPS-CF einen Filamenttrockner?
PPS-CF hat eine sehr langsame Feuchtigkeitsaufnahme und ist nicht empfindlich gegenüber Feuchtigkeit. Allerdings kann anhaftende Feuchtigkeit das Aussehen gedruckter Teile beeinträchtigen. Daher empfehlen wir die Verwendung einer PolyBox oder eines PolyDryer zur Aufbewahrung des Filaments. Wenn das Filament länger als 3 Tage der Umgebung ausgesetzt war, schlagen wir vor, es vor der Verwendung erneut zu trocknen.
Kann ich Fiberon PPS-CF bei 300 °C drucken? Kann PPS-CF bei einer niedrigeren Temperatur gedruckt werden?
Wir haben die minimal empfohlene Drucktemperatur für PPS-CF auf 310 °C festgelegt, weil zwar Extrusion bei 300 °C möglich ist, dies aber zu deutlich reduzierter Schichthaftung führen kann. Dies würde die Gesamtleistung und das Nutzererlebnis negativ beeinflussen.
Werden wir Fiberon-Spulen in 1 kg erhalten? PET-CF, PPS-CF, PA-CF. 1-kg-Spulen für Fiberon?
Wir werden in absehbarer Zeit keine Fiberon-1-kg-Spulen herstellen, da Carbonfaser-Mischungen auf der Spule spröder sind und sich schwer eng aufwickeln lassen. Das bedeutet, dass der Kern auf der Spule größer ist und 1 kg Filament nicht auf eine 1-kg-Spule passt.
Wir bieten jedoch 3-kg-Optionen für alle Fiberon-Produkte an.
Wie ist die chemische Verträglichkeit von PPS-CF10 im Kontakt mit Rohöl und aromatischen Lösungsmitteln bei ~120 °C über längere Zeiträume (mehrere Monate)?
Wir haben die Druckbarkeit von PPS-CF10 optimiert, sodass es leichter zu verarbeiten ist, aber das Basismaterial bleibt PPS. PPS besitzt von Natur aus eine gute Beständigkeit gegen Öl und aromatische Kohlenwasserstoffe, und wir glauben, dass diese chemische Beständigkeit in dieser Mischung erhalten bleibt.
Aufgrund der spezifischen Natur Ihrer Anwendung empfehlen wir jedoch, einige Tests durchzuführen, um die Leistung des Materials vor einer vollständigen Implementierung zu validieren. Dies stellt sicher, dass potenzielle Unterschiede durch Materialwechsel Ihre Ergebnisse nicht negativ beeinflussen.
Gibt es eine Möglichkeit, Carbonfaser-Nylon zu versiegeln? Dies umfasst PA6-CF PA12-CF PA612-CF. Gibt es eine Möglichkeit, Carbonfaser-Nylon wasserdicht zu machen?
Wir haben hier nicht viel Erfahrung, fanden aber mehrere Artikel, die beschreiben, wie Teile durch geeigneten Druckprozess wasserdicht gemacht werden können.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
Gibt es eine UL94-Zertifizierung für PPS-CF? Ist PPS-CF UL94-zertifiziert?
Für PPS-CF gibt es keine UL94-Zertifizierung
Wie wirkt sich die Drucktemperatur auf die Oberflächenresistivität von PETG-ESD aus? Beeinflusst die Drucktemperatur die Oberflächenresistivität?
Die Oberflächenresistivität steht in Zusammenhang mit der Düsentemperatur, da die Oberflächenresistivität mit
der Leitfähigkeit des Materials
der Haftung von Schale zu Schale und Schicht zu Schicht zusammenhängt – weniger Raum zwischen Schale zu Schale und Schicht zu Schicht hilft, die Oberflächenresistivität zu senken
Daher hilft die Verwendung einer höheren Düsentemperatur, die Oberflächenresistivität zu senken.
Mehr Informationen HIER
Warum ist die Glasübergangstemperatur (Tg) niedriger als die Wärmeformbeständigkeit (HDT) bei Nylonmaterialien (oder anderen Materialien, bei denen dies zutrifft)?
Die Glasübergangstemperatur (Tg) bezieht sich auf die Temperatur, bei der die amorphen Bereiche des Polymers erweichen. HDT ist jedoch ein Maß für die Fähigkeit des Materials, bei erhöhten Temperaturen Lasten zu tragen, was stärker von den kristallinen Bereichen und Faserverstärkungen beeinflusst wird. Da die Kristallinität während des Nachglühens zunimmt, kann die HDT die Tg übersteigen, da das Material unter Last bei höheren Temperaturen strukturell stabil bleibt.
Nachglühen fördert eine erhöhte Kristallinität im Polymer. Für PA-CF bedeutet dies, dass die kristallinen Bereiche im Material organisierter und dichter werden. Diese kristallinen Bereiche haben eine höhere thermische Stabilität als die amorphen Bereiche, sodass das Material seine Form und Steifigkeit bei höheren Temperaturen beibehält, sogar oberhalb seiner Tg.
Sind die CF-Fasern in verschiedenen gefüllten Filamenten in den Mischungen (PA6, PA12, PA612 usw.) gleich, nur mit unterschiedlichen Faseranteilen? Oder unterscheiden sich auch die Faserlängen?
Für PA6-CF, PA12-CF und PA612-CF verwenden wir in der Produktion dieselbe Kohlenstofffaser. Für PET-CF sind die Kohlenstofffasern kürzer aufgrund des unterschiedlichen Prozesses. Für PETG-rCF ist die Faser anders und stammt aus recyceltem Material.
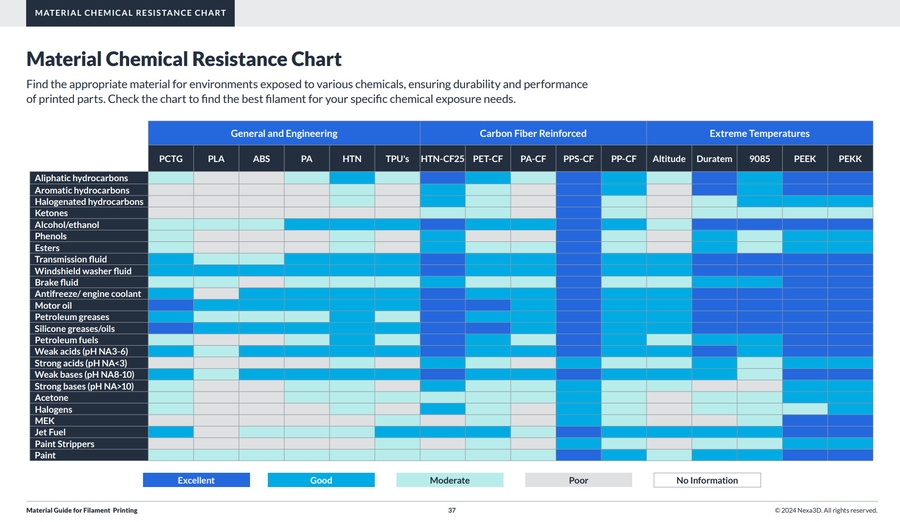
Ist PET-CF chemisch beständig?
Die chemische Beständigkeit wird hauptsächlich durch das Basismaterial entschieden, und PET weist im Allgemeinen eine gute chemische Beständigkeit auf. Prüfen Sie die nachstehenden Tabellen:

Wie leuchten unsere Glow-in-the-Dark-Filamente? Verwenden unsere Glow-in-the-Dark-Filamente Zink- oder Strontiumaluminat?
Bei unserem Panchroma Glow ist Strontium enthalten, aber kein Zink. Für weitere Informationen beträgt der gesamte nachtleuchtende Pulvergehalt im Filament 2–2,5 Gew.-%, aber wir kennen nicht den genauen Strontiumanteil.
Wie werden Hex-Codes bestimmt?
Der Hex-Code ist derzeit eine Schätzung der wahrgenommenen Farbe: Wir machen ein Foto desselben Drucks unter gleichen Lichtbedingungen und lassen jeden Pixel durch einen Algorithmus laufen, der den HEX-Code ausgibt.
Wie werden TD (Transmission Distances) bestimmt?
Die TD wird mit dem TD-1 an der Referenzcharge gemessen.
Enthält eines unserer Filamente Bisphenol A? Haben Filamente BPA? Verwendet ein bestimmtes Material BPA?
Bisphenol A wird häufig zur Polymerisation in PC-Materialien verwendet.Produkte aus Polycarbonat können das Vorläufermonomer Bisphenol A (BPA) enthalten. Aber kein anderes Produkt sollte es enthalten.
Erfüllt eines unserer Filamente die PLA EN 13432-Bedingungen?
Da wir uns nicht intensiv mit dieser Anwendung (Verpackung) befasst haben, wurde keines unserer Produkte bisher nach dieser Norm getestet.
Was ist der Unterschied zwischen Panchroma Satin und Panchroma Matte?
Im Grunde ist es nur die Oberfläche – Panchroma Satin ist weniger matt als Panchroma Matte. Beim Branding war unser Panchroma Satin jedoch unser PolyTerra PLA + umbenannt als Panchroma Satin. Satin ist also etwas stärker als Matte – aber nicht stark genug, um das "+"-Label zu rechtfertigen – deshalb nennen wir es jetzt einfach nur noch nach der Oberflächenangabe.
Was sind die Spezifikationen des für den PolyDryer verwendeten Lüfters, einschließlich RPM und Luftdruck?
Die Lüfterdrehzahl (RPM) und der Luftvolumenstrom sind fest und ändern sich nicht zur Einstellung. Ebenso bleibt die Heizleistung konstant; jedoch variiert der Gesamtenergieverbrauch je nach Zieltemperatur und Änderungen der Lufttemperatur, was hauptsächlich durch Stromregelung verursacht wird.

Ist Panchroma Translucent Natural PLA dasselbe Produkt wie PolyLite PLA Natural?
Ja - es ist dasselbe Produkt - nur unter neuem Branding.
Hat das Netzteil des PolyDryer eine Sicherheitszulassung von Intertek oder UL?
Ja! Finden Sie diese hier: UL-Testbericht GCC-Zertifikat
Kann ich den Piepton am PolyDryer ausschalten?
Das ist keine Funktion, die verändert werden kann - obwohl neue Einheiten, die nach Mai 2025 produziert wurden, dies können: Im "SETTING"-Modus drücken und halten Sie die Tasten "Pause" und "Decrease" für 5 Sekunden, um den Buzzer-Lautstärke-Einstellmodus zu betreten. Das Display zeigt "bu-01" an. Verwenden Sie die Tasten "Increase +" oder "Decrease −", um die Lautstärke einzustellen. Es gibt 3 Lautstärkepegel. Nach dem Einstellen drücken Sie die Taste "Pause", um die Einstellung zu speichern und in den "SETTING"-Modus zurückzukehren.

Verträgt TPU Temperaturen bis -25 ℃?
TPU wird für diese kalten Temperaturen nicht empfohlen, da dies unterhalb der Glasübergangstemperatur liegt – wodurch TPU härter und spröder wird.
Gibt es eine Möglichkeit, den PolyDryer mit der PolyBox zu verwenden?
Es gibt eine herunterladbare Datei, die Sie hier verwenden können: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
Haben Sie Daten zur Druckfestigkeit (compressive strength) von ASA oder ABS?
Diese Daten haben wir derzeit nicht.
Gibt es eine Möglichkeit, den UV-wechselnden PLA wieder aufzuladen?
Der Effekt hält nur ein paar Einsätze, es sei denn, man setzt den Druck für lange Zeit UV-Licht aus.
Die Eigenschaften von Nylon ändern sich drastisch, je nachdem, ob sie nass oder trocken gedruckt werden. Beeinflusst dies jedoch die Wärmeformbeständigkeit des Materials laut Ihren Datenblättern? Ist das wahr?
HDT ist hauptsächlich eine Funktion der kristallinen Struktur des Polymers und der Glasübergangstemperatur, die durch aufgenommene Feuchtigkeit nicht signifikant beeinflusst werden.
Während Feuchtigkeit die Zugfestigkeit und den Elastizitätsmodul reduziert, bleibt der Erweichungspunkt unter einer gegebenen Last (den HDT misst) relativ stabil, weil er von der thermischen Transition des Basispolymers und der Faserverstärkung abhängt, nicht von kleinen Veränderungen in den amorphen Bereichen.
Dennoch kann eine langfristige thermische Alterung in feuchter Umgebung die Eigenschaftsverschlechterung beschleunigen, auch wenn die HDT bei kurzfristigen Tests ähnlich bleibt.
Kurz gesagt:
Obwohl die HDT von PA6-CF größtenteils unbeeinflusst vom nassen vs. trockenen Zustand ist, bedeutet dies nicht, dass die Leistung unter Hitze und Last in realen Bedingungen identisch ist, da Kriechfestigkeit und dimensionsstabilität durch Feuchtigkeit abnehmen können.
Wenn Ihre Anwendung kontinuierlicher Aussetzung gegenüber hohen Temperaturen und Feuchtigkeit ausgesetzt ist, empfehlen wir:
✔ Drucken mit trockenem Filament
✔ Nach dem Drucken nachglühen, um Kristallinität und dimensionsstabilität zu verbessern
✔ Erwägen Sie PET-CF oder PPS-CF für überlegene hydrolytische Stabilität, wenn Feuchtigkeitsbeständigkeit kritisch ist
Was sind die HS-Codes für Ihre Produkte?
HS-Code Filament: 3916909000
HS-Code Polybox: 84193900
HS-Code PolyDryer 8419390000
HS-Code PolyDryer Box 8419908590
HS-Code Polysher: 8465930000
HS-Code Vernebler: 8424300000
HS-Code Pellets PolyCore: 3903900000
Gibt es eine Möglichkeit, den UV-wechselnden Panchroma PLA wieder aufzuladen, da die UV-Änderung im Laufe der Zeit nachgelassen hat?
Sobald der UV-Übergangseffekt im PLA nachlässt, kann er nicht wieder aufgeladen oder wiederhergestellt werden—das ist eine bekannte Einschränkung des Materials.
Ändert sich die Temperaturbeständigkeit von Nylon, wenn es nass vs. trocken ist?
Nylonbasierte Materialien, einschließlich PA6-CF, zeigen signifikante Änderungen der mechanischen Eigenschaften in Abhängigkeit vom Feuchtigkeitsgehalt. Festigkeit, Steifigkeit und dimensionsstabilität nehmen typischerweise ab, wenn die Feuchtigkeitsaufnahme steigt.
Bezüglich der Wärmeformbeständigkeit (HDT):
HDT ist hauptsächlich eine Funktion der kristallinen Struktur des Polymers und der Glasübergangstemperatur, die durch aufgenommene Feuchtigkeit nicht signifikant beeinflusst werden.
Während Feuchtigkeit die Zugfestigkeit und den Elastizitätsmodul reduziert, bleibt der Erweichungspunkt unter einer gegebenen Last (den HDT misst) relativ stabil, weil er von der thermischen Transition des Basispolymers und der Faserverstärkung abhängt, nicht von kleinen Veränderungen in den amorphen Bereichen.
Fiberon-Spulen nutzen meine gehärtete Düse ab – ist das zu erwarten?
Düsen sind verschleißende Teile und alle carbonfaserhaltigen Materialien werden die Düsen abnutzen. Je härter die Faser und je höher der Anteil, desto schneller ist der Verschleiß. Das Material gehärteter Stahl-Düse verlangsamt diesen Prozess. Bei hoher Modellgenauigkeit empfehlen wir, die Düsen regelmäßig zu wechseln.
Außerdem ist der Düsverschleiß nicht linear. Wenn Sie Düsen nicht häufig wechseln möchten, ziehen Sie den Einsatz von 0,6-mm-Düsen in Betracht oder fügen Sie nach einer gewissen Zeit eine dimensionskompensation hinzu, um die Stabilität zu erhalten.
Was ist der HS-Code für Polymaker-Produkte?
HS-Codes sind je nach Produktform gleich:
HS-Code Filament: 3916909000
HS-Code Polybox: 84193900
HS-Code Polydryer 8419390000
HS-Code Polydryer Box 8419908590
HS-Code Polysher: 8465930000
HS-Code Vernebler: 8424300000
HS-Code Pellets PolyCore: 3903900000
Haben Sie Informationen zu Heat Creep bei Polymaker CoPE?
Wenn mit Heat Creep gemeint ist, dass das Filament im Cold End weich wird und zu Verstopfungen führt: Dann verhält sich CoPE ähnlich wie normales PLA (ohne Jam-Free), aufgrund ähnlicher thermischer Eigenschaften.
Ist es möglich, die traditionelle Gipsmethode für das Gießen eines gedruckten PolyCast-Filamentmodells zu verwenden?
Wir empfehlen Gipsguss nicht wirklich, da er normalerweise nicht stark genug ist; Sie würden einen sehr langen Brennprozess benötigen.
Hier ist ein Typ, der versucht hat, mit Gips zu gießen: https://www.youtube.com/watch?v=QeNMc_THrow
Haben Sie Daten zur Wärmeleitfähigkeit für Polymaker-Produkte?
Wir haben diese Informationen nicht, da Polymere normalerweise nicht wegen ihrer Wärmeleitfähigkeit verwendet werden.
Haben Sie CTI-Werte für Ihre Produkte?
Nein, wir empfehlen, sich an den Basisstoff zu orientieren. 3D-gedruckte Teile haben unterschiedliche Infill-Muster, was die Gesamteigenschaften des Teils verändert
Ist Ihre PETG-ESD-Reihe für eine ATEX-Zone geeignet?
Unsere Fiberon™ PETG-ESD Reihe ist formuliert, um stabile elektrostatische Entlades (ESD)-Eigenschaften zu bieten, aber bitte beachten Sie die folgenden wichtigen Punkte:
Das Material wurde intern für Oberflächenwiderstandswerte getestet, die in den ESD-sicheren Bereich fallen.
Es trägt jedoch keine Drittanbieter-ATEX-Zertifizierungund wurde auch nicht speziell für explosionsgefährdete Atmosphären validiert.
Weil 3D-Druckparameter, Bauteilgeometrie und Umgebungsbedingungen (wie Feuchtigkeit und Verschleiß) das ESD-Verhalten beeinflussen können, können wir die ATEX-Konformität nicht allein anhand von Filamentdaten garantieren.
Derzeit bieten wir keine Filamente mit formaler ATEX-Zulassungan. Wenn Ihre Anwendung zertifizierte Materialien erfordert, empfehlen wir, anwendungsspezifische Tests unter Ihren Betriebsbedingungen durchzuführen oder eine Zertifizierung bei einer benannten Stelle mit gedruckten Teilen anzustreben. Das gesagt, wenn Ihre Anforderung hauptsächlich darin besteht, eine konsistente
ESD-Leistung aufrechtzuerhalten, empfehlen wir:PETG-ESD bei
höheren Düsentemperaturen (etwa 270 °C) zu drucken um optimale Leitfähigkeit zu erreichen. Regelmäßiges Testen des Oberflächenwiderstands gedruckter Teile, um sicherzustellen, dass sie innerhalb Ihres geforderten Bereichs bleiben.
Warum sind die Ober- und Unterseiten meines Drucks weniger glänzend und matter als die Außenwände?
Dies wird durch die Art verursacht, wie FDM-Drucker Schichten auftragen, wodurch das Licht gestreut wird und die Oberfläche weniger glänzend erscheint. Die Seiten sehen klarer aus wegen der Art, wie die Schichten gestapelt werden. Sie können versuchen, die Lüftergeschwindigkeit zu verringern, die Druckgeschwindigkeit zu verlangsamen oder die Temperatur anzupassen, aber ein gewisses mattes Finish ist Teil des Prozesses.
Einstellen: Sie können versuchen, die Lüftergeschwindigkeit zu reduzieren, die Druckgeschwindigkeit zu verlangsamen oder die Temperatur anzupassen, aber etwas matte Oberfläche ist normal.
Ja - dieses wird langsam eingestellt aufgrund mangelnder Nachfrage. Wir haben jedoch die Möglichkeit, kundenspezifische Spulen in beliebiger Größe herzustellen, allerdings mit einer großen Mindestbestellmenge von 1.000 kg für so etwas.
Was ist mit Ihrem PolyMax PC-FR passiert?
Wir hatten einige Probleme bei der Beschaffung von Rohmaterialien und es wird derzeit nicht produziert. Wir untersuchen derzeit eine alternative Lösung.
In der Zwischenzeit empfehlen wir, entweder PPS-CF oder PPS-GF zu prüfen, da beide V0 flammhemmend sind.
Haben Sie Vorschläge für Druckeinstellungen (Z-Abstand und Dichte der Stützschnittstelle usw.) für die Verwendung von Pachroma CoPE als Stützmaterial für PLA?
Die vorgeschlagenen Stütz-Einstellungen beim Einsatz von Stützen für PLA würden verwendet werden – wie z. B. ein Z-Abstand von 0 mm.
0%
Wie hoch ist die Ascherückstand nach dem Brennen Ihres PolyCast?
Erfüllt Fiberon™ PETG-ESD (ehemals PolyMax™ PETG-ESD) das ANSI S20.20 ESD-Standard? Fiberon™ PETG-ESD (ehemals PolyMax™ PETG-ESD) wurde intern getestet und zeigt stabile Oberflächenwiderstandswerte im ESD-sicheren Bereich. Das Material selbst ist jedoch derzeit nicht formell nach ANSI/ESD S20.20
oder anderen Drittanbieter-Standards zertifiziert.
Da der 3D-Druck Variabilität einführt (Druckereinstellungen, Geometrie, Umgebung usw.), kann die ESD-Leistung fertiger Teile variieren. Aus diesem Grund empfehlen wir Kunden, die ESD-Eigenschaften ihrer spezifischen gedruckten Teile nach den erforderlichen Teststandards zu validieren.
Haftet Fiberon PET-CF17 an normalem PETG in einem einzelnen Druck? Fiberon™ PET-CF17 und normales PETG sind im Allgemeinen kompatibel
und können beim Drucken aneinander haften, da beide auf PET-Basis sind. Dadurch ist es möglich, PET-CF17 als strukturellen Kern mit PETG als äußerer Schicht zu verwenden. unter Ihren Betriebsbedingungen durchzuführen oder eine Zertifizierung bei einer benannten Stelle mit gedruckten Teilen anzustreben. Das gesagt, wir empfehlen, vor der Nutzung dieser Kombination in Endteilen
Tests durchzuführenWährend die Haftung normalerweise gut ist, sind einige Überlegungen wichtig: Mechanische Unterschiede : PET-CF17 ist verstärkt und hat höhere Steifigkeit mit geringerem Schrumpfverhalten, während einfaches PETG duktiler ist. Diese Unstimmigkeit kann innere Spannungen verursachen, besonders in
großen Verbindungsbereichenoder unter thermischen Belastungen.
Praktische Hinweise: Für kleinere Oberflächenkontakte haften die Materialien typischerweise gut. Für größere Kontaktflächen empfehlen wir nicht, sich ausschließlich auf die Haftung zu verlassen, da Spannungen auftreten und die Langzeitstabilität beeinträchtigen können.
Prozessbedingungen
: Das Trocknen beider Filamente und das Drucken bei ausreichend hohen Düsentemperaturen trägt zu einer guten Schichthaftung bei.
Zusammenfassend kann die Kombination funktionieren, aber bitte validieren Sie sie anhand Ihrer Anwendungsanforderungen. Für anspruchsvolle mechanische Teile raten wir davon ab, sehr große Verbindungsbereiche zwischen PETG und PET-CF17 zu verwenden.
Haben Sie Hautsicherheitsdaten für unsere Panchroma Matte oder andere Panchroma-PLA-Produkte?
Nein, wir haben keine Hautsicherheitsdaten für Panchroma. Die größte Herausforderung dabei ist, dass es keinen industriellen Standard für lebensmittel-/hautsichere Filamente gibt. Haben Sie Druckfestigkeitsdaten für PET-CF? Entschuldigung, wir veröffentlichen kein einzelnes generisches „Druckfestigkeitswert für annealed PET-CF17 Durchsteckverbindungen“, weil die Druck-/Lagerleistung von FFF-Teilen stark von.
Druckorientierung, Wandstärke, Infill, Nachglühverfahren und lokaler Geometrie abhängt
Haben Sie eine Erklärung, dass Ihre Filamente PFAS/PFOS-frei sind? Zertifizierungen und DeklarationenJa, das finden Sie auf unserer
Die Oberflächenresistivität für Fiberon™ PETG-ESD und PA612-ESD wird unter Verwendung des ANSI/ESD STM11.11-Standards an 3D-gedruckten Stäben getestet.
Meine PETG-rCF-Drucke haften zu gut auf der Bauplatte.
Wir empfehlen die Verwendung von PVA/PVP-Kleber, um zu helfen
Das Klebeband am Ende einer Fiberon-Spule verursacht, dass meine Drucke fehlschlagen – kann das behoben werden?
Ja! Dies wurde bereits für alle nach August 2025 hergestellten Fiberon-Produkte behoben.
Haben Sie eine Allgemeine Konformitätserklärung (GCC) oder eine Kinderprodukt-Zertifikat (CPC) für Ihr Filament? Zertifizierungen und DeklarationenSie finden unsere GCC auf unserer
Nein, die Dielektrizitätskonstante ist eher für Isolationsmaterialien wie Fiberon PPS-GF20 relevant, für das wir diese Daten haben.
Ist es in Ordnung, PA612-ESD mit Gewindeeinsätzen zu verwenden?
Es sollte keinen Konflikt geben
Benötigen ASA-CF oder Panchroma Luminous eine 0,6-mm-Düse oder sind sie gut mit einer 0,4-mm-Düse zu verwenden?
Alle Fiberon-Filamente funktionieren gut mit 0,4 mm. Panchroma Luminous benötigt keine 0,6-mm-Düse, benötigt aber eine gehärtete Düse.
Welche Temperatur sollte ich an einem Lötkolben verwenden, um ein Heat-Set in Filament einzusetzen?
Es gibt keine perfekte Zahl, aber wir würden ungefähr oder etwas oberhalb der Extrusionstemperatur vorschlagen. Sie müssen bei dieser Temperatur schnell handeln, daher können Sie die Temperatur reduzieren, wenn sie zu hoch ist.
Bedeutet das rote Blitzlicht an meinem Polydryer, dass er defekt ist?
Nein! Das rote Blinklicht bedeutet, dass er arbeitet und aktiv trocknet.
Enthält Ihr PLA Pro Phosphor?
Nein, enthält es nicht.
Ich stelle fest, dass ASA-Stützen bei gleichen Einstellungen wie ABS hässlichere Drucke verursachen – was schlagen Sie vor?
Einige Personen haben bei ASA bessere Ergebnisse mit Stützmaterial erzielt, indem sie den Z-Abstand der Stützen gegenüber ABS verringerten.
Haben Sie ein empfohlenes Stützmaterial für PET-GF?
Es ist kompatibel mit PolySupport für PA12 oder PLA. Basierend auf F&E-Tests ist die Haftung jedoch zu stark, um als Stützmaterial betrachtet zu werden. Daher haben wir es nicht im TDS aufgenommen.
Im Moment haben wir kein Material, das wir empfehlen.
Gibt es eine Messung zur Bestimmung von Kriechen?
Ja, die gibt es – aber sie kann sehr kostspielig sein. Wir entwickeln unsere eigene interne Methode zur Messung von Kriechen, die in Zukunft in TDS-Dokumente aufgenommen werden soll – aber es gibt derzeit keinen ETA.
Warum gibt es eine Abweichung zwischen Ihrem TDS und der App für den Youngschen Modul in der Z-Achse für PolySmooth?
Beide sind korrekt, aber unterschiedliche Testmethoden; die Material-App ist die neueste Testmethode. Alte Testmethode:
Drucken einer Hundeknochenprobe vertikal Neue Testmethode:
Drucken eines Zylinders und Ausstanzen der Hundeknochenform daraus
Das TDS wird in Kürze aktualisiert.
Enthält Ihr PolyLite PC PC01001 Silikon oder silikonbasierte Komponenten?
Nein, es enthält kein Silikon oder silikonbasierte Komponenten.
PET-GF haftet zu stark an meinem texturierten PEI, irgendwelche Vorschläge?
Dies ist am deutlichsten bei sauberen, neuen texturierten PEI-Platten. Wir empfehlen, etwas Klebestift auf die Bauplatte aufzutragen und zu warten, bis die Bauplatte Raumtemperatur erreicht hat, bevor Sie das Teil entfernen.
Haben Sie eine weißere, leichter zu druckende Version Ihres Fiberon-TDS?
Derzeit nicht, aber wir werden bald eine neue Version unserer App veröffentlichen, in der Sie TDS-Informationen in ein druckbares PDF exportieren können.
Warum kann ich PC-FR nicht kaufen?
Wir haben Beschaffungsprobleme für Rohmaterialien und stellen es derzeit nicht her.
Welche Marken von Trockenmitteln liefern Sie mit PolyDryer-Boxen?
添昌/Tchang CJ110B-Z1
Haben Sie die Wärmeleitfähigkeit (λ) oder U-Wert-Daten von PolyLite™ PLA?
Die Wärmeleitfähigkeit von PolyLite PLA im festen Zustand kann mit 0,231 W/(m*K) angegeben werden; sehr detaillierte Daten sind derzeit nicht verfügbar.
Darüber hinaus ist die Wärmeleitfähigkeit kein fester Wert; sie hängt vom Kristallisationszustand, Schmelzzustand und anderen kondensierten Zuständen des PLA-Materials ab.
Welches Stützmaterial würden Sie für PET-GF empfehlen?
Im Moment empfehlen wir PolySupport für PA12
Kennen Sie Gießereien in Europa, die Ihr PolyCast verwenden können?
Wir standen bereits mit diesem französischen Unternehmen in Kontakt:
https://www.nowak.fr/en/
Hier ist eines in den Niederlanden, das zuvor mit unserem PolyCast gearbeitet hat:
Hier ist ein sehr großes Unternehmen mit Niederlassungen in ganz Europa, das ich über Google gefunden habe:
Ist Ihr TPU auf Polyester- oder Polyether-Basis?
Wir können keine Informationen zu Rohmaterialien offenlegen
Haben Sie ein abriebfestes PTFE-Rohr, das Sie für abrasive Filamente empfehlen können?
Uns ist keines bekannt – das tut uns leid
Bieten Sie DMA (dynamische mechanische Analyse) an?
Es gibt viele Arten von DMA – wir haben diese Daten nicht, aber bitte teilen Sie uns mit, was Sie benötigen, und wir können das prüfen
Planen Sie, Formulierungscodes in Produkte aufzunehmen, sodass derselbe Code unabhängig von Spulengröße oder Filamentdurchmesser verwendet wird?
Derzeit haben wir keine Pläne dafür
Können Sie bitte sagen, was Matte tatsächlich von „normalem“ PLA unterscheidet? Es heißt „mit organischer/mineralischer Füllung“. Was bedeutet das genau?
Organische Füllstoffe stammen von lebenden oder ehemals lebenden Organismen wie Pflanzen. Stärke ist ein gutes Beispiel und der Rohstoff für PLA.
Mineralische Füllstoffe stammen aus natürlich vorkommenden Gesteinen und Mineralien, die abgebaut und zu feinem Pulver vermahlen werden. Ton und Silika sind typische Beispiele.
Die Panchroma™ Matte PLA-Formel hat eine höhere Kompostierbarkeit als normales PLA, weil sie eine andere Rezeptur hat.
Es tut mir leid, aber wir können nicht mitteilen, welches genaue Material wir in Panchroma Matte PLA verwenden, da dies vertrauliche Informationen zu unserer Materialformel sind.
Kann man beliebiges PolyFlex TPU im AMS verwenden?
Zum jetzigen Zeitpunkt (05.12.2025) bieten wir keine TPUs an, die mit dem AMS kompatibel sind

Warum ist mein Filament auf der Spule miteinander verschmolzen?
Das liegt normalerweise daran, dass die Spule für das Material zu heiß geworden ist. Achten Sie darauf, Ihr Filament immer im empfohlenen Temperaturbereich zu trocknen, um dies zu verhindern.
Wir haben bemerkt, dass PETG-ESD je nach Bereich des Drucks unterschiedliche Oberflächenwiderstände aufweist – warum ist das?
Warum die untere Oberfläche leitfähiger ist
Bei PETG-ESD ergibt sich die ESD-Leistung aus dem leitfähigen Pfad, der durch Kohlenstoffnanoröhren (CNT) gebildet wird.
Die untere Oberfläche, die direkt gegen die Bauplatte gedrückt ist, hat starke Schmelzkompression und ausgezeichnete CNT-Ausrichtung, was zu einem geringeren Widerstand führt.
Die obere Oberfläche, insbesondere wenn der Schmelzfluss nicht vollständig verschmilzt oder zu schnell abkühlt, kann schwächere CNT-Kontaktebilden, was zu extrem hohen Widerstandswerten führt.
Dieser Unterschied kann sehr groß werden, wenn die oberen Schichten nicht dicht genug sind oder wenn die Schmelze nicht vollständig zusammenfließt.
Wie man die ESD-Leistung der Oberseite verbessert
Um den Widerstand auf der Oberseite deutlich zu reduzieren, empfehlen wir dringend:
Erhöhen Sie die oberen Schichten auf mindestens 6–8 um vollständiges Verschmelzen der Schmelze sicherzustellen.
Verwenden Sie ein solides Top-Infill-Muster (rechtwinklig oder konzentrisch).
Verringern Sie die Druckgeschwindigkeit für die Oberseite (20–40 mm/s), um die Schmelzverschmelzung zu verbessern.
Erhöhen Sie den Fluss auf 100–105 % für die oberen Schichten.
Führen Sie ein Top-Surface-Ironing durch, was die CNT-Konnektivität stark verbessern kann, indem die Oberfläche erneut geschmolzen wird und sich das CNT-Netzwerk gleichmäßiger neu bilden kann.
Ironing ist oft der einzelne, einflussreichste Schritt, wenn Anwender auf der obersten Schicht extrem hohe Widerstände beobachten.
Gibt es giftige Dämpfe oder Gase, wenn PolyCast verbrannt oder geschmolzen wird?
Die Glasübergangstemperatur der Komponenten in PolyCast liegt bei 60–70 °C, sodass Temperaturen über 335 °F kleine Mengen von Komponenten auswaschen können.
Zusätzlich muss der beim Erhitzen von PolyCast entstehende „süße“ Geruch näher bestätigt werden. Die Identifizierung der spezifischen Verbindung, die für den „süßen“ Geruch verantwortlich ist, würde externe Tests erfordern, die erheblich Zeit in Anspruch nehmen könnten.
Als kurzfristige Lösung empfehlen wir dem Kunden, die beim Wachs-Ausbrand verwendete Temperatur zu reduzieren.
Was ist das dunklere Braun im Panchroma Dual-Gradient Wood PLA, verkaufen Sie es einzeln?
Es ist Earth Brown Matte PLA – es wird jedoch nicht identisch aussehen mit dem, wie es in die Gradientenfarben gemischt ist. Einfach weil beim Gradientenfarbprozess die Farben ständig miteinander vermischt werden.
Welches Stützmaterial würden Sie für PolyCast empfehlen?
PolyDissolve funktioniert am besten. Sie können auch PLA als Breakaway-Stützmaterial in Betracht ziehen.
Welches Stützmaterial würden Sie für Fiberon ASA-CF08 vorschlagen?
Wir empfehlen PolySupport für PA12, da es speziell als Stützmaterial entwickelt wurde. PLA kann als Alternative in Betracht gezogen werden.
Gibt es Optionen zum Kauf einer Ersatz-Spulenrolle für den PolyDryer?
Derzeit nicht. Wir würden daher vorschlagen, eine zu drucken. Hier sind die Referenzdaten: Länge 90,5 mm, Φ20,8 mm.
Haben Sie eine Klebeempfehlung für eine Bauplatte für Fiberon PETG-rCF?
Wir haben keine Tests durchgeführt, gehen aber davon aus, dass 3D Gloop für PET funktionieren sollte.
Ist es möglich, SDS-Blätter zu erhalten, die 100 % der Zusammensetzung auflisten?
Es tut uns leid, aber diese Informationen können wir nicht freigeben, da sie proprietär sind
Haben Sie HDT-Daten für nicht vergütetes PPS-GF?
Es gibt ein verbreitetes Missverständnis bezüglich der Bereitstellung von nicht vergütetem HDT für kristalline Materialien. Für PET-GF15 geben wir das HDT des Materials im Zustand „wie gedruckt“ an. Das stellt jedoch nur das HDT gedruckter Proben dar und gilt nicht für das nicht vergütete HDT über alle Druckprozesse hinweg. Unterschiedliche Druckprozesse führen zu unterschiedlichen Anfangs-Kristallinitätsgraden, die das HDT kristalliner Materialien erheblich beeinflussen.
Um die minimale Hitzebeständigkeit von Materialien im nicht vergüteten Zustand zu bewerten, empfehle ich, die Glasübergangstemperatur (Tg) als verlässlichen Referenzpunkt zu verwenden. Darüber hinaus zeigen unsere Tests, dass die PPSCF-Formulierung im Vergleich zu Bambu minimale Unterschiede aufweist. Unsere mechanischen Eigenschaften sind geringfügig niedriger als die von Bambu, aber unsere Druckleistung ist etwas überlegen.
Haben Sie Butadiengehalte für Ihr ABS?
Es tut uns leid, aber diese Informationen haben wir nicht zum Teilen
Wird Ihr PPS-GF für eine Anwendung mit einer Netzspannung von 230 V funktionieren?
Aus Sicht der elektrischen Isolierung
PPS (Polyphenylensulfid) ist von Natur aus ein guter elektrischer Isolator, und die Zugabe von Glasfasern (GF) macht das Material nicht elektrisch leitfähig. Aus Sicht des Bulk-Materials behält PPS-GF hohe Volumenwiderstände und Durchschlagfestigkeit bei, die für typische Niederspannungs-Isolationsanwendungen, einschließlich 230‑V-Systeme, geeignet sind.
Für 3D-gedruckte Teilewird die elektrische Leistung jedoch nicht nur vom Basispolymer, sondern auch beeinflusst durch:
Schicht-zu-Schicht-Schnittstellen
Innere Porosität
Druckorientierung und Wandstärke
Umweltfaktoren wie Feuchtigkeit und Verschmutzung
Aus diesem Grund sollten gedruckte PPS-GF-Teile als strukturelle oder funktionale Isolierungbehandelt werden, nicht als zertifizierte elektrische Schutzhürde, es sei denn, sie wird validiert.
Sicherheits- und Konformitätsüberlegungen
Wir beanspruchen keine unabhängige elektrische Zertifizierung (z. B. IEC-, UL-Isolierklasse) für 3D-gedruckte PPS-GF-Teile.
Wenn das Teil in der Nähe von spannungsführenden Leitern verwendet wird, müssen Kriech- und Luftstrecken gemäß der anwendbaren elektrischen Norm ausgelegt werden, unabhängig von der Materialwahl.
Für kritische Anwendungen wird stark empfohlen, die Spannungsfestigkeit und Isolationswiderstandstests am finalen gedruckten Teil durchzuführen .
Thermische und Umweltverträglichkeit
PPS-GF eignet sich besonders gut, wenn die Anwendung außerdem Folgendes umfasst:
Erhöhte Betriebstemperaturen
Thermische Zyklen
Kontakt mit Ölen, Kraftstoffen oder aggressiven Chemikalien
Dies sind Bereiche, in denen PPS-GF typischerweise viele technische Kunststoffe übertrifft.
Praktische Empfehlungen
Um die elektrische Sicherheit in einer 230‑V-Anwendung zu maximieren:
Verwenden Sie mehrere Perimeter und hohe Infill-Raten um innere Hohlräume zu reduzieren.
Vermeiden Sie dünne Abschnitte in der Nähe spannungsführender Leiter.
Stellen Sie sicher, dass das Teil während des Betriebs trocken und sauber bleibt .
Validieren Sie das gedruckte Bauteil unter tatsächlichen Betriebsbedingungen, einschließlich Spannung, Temperatur und Luftfeuchtigkeit.
Zusammenfassung
Materialfähigkeit: PPS-GF selbst ist aus Isolationssicht für 230 V geeignet
Wesentliche Einschränkung: Die endgültige elektrische Sicherheit hängt von Bauteildesign und Druckqualität ab
Beste Praxis: Führen Sie anwendungsspezifische elektrische Tests vor dem Einsatz durch
Zuletzt aktualisiert
War das hilfreich?