
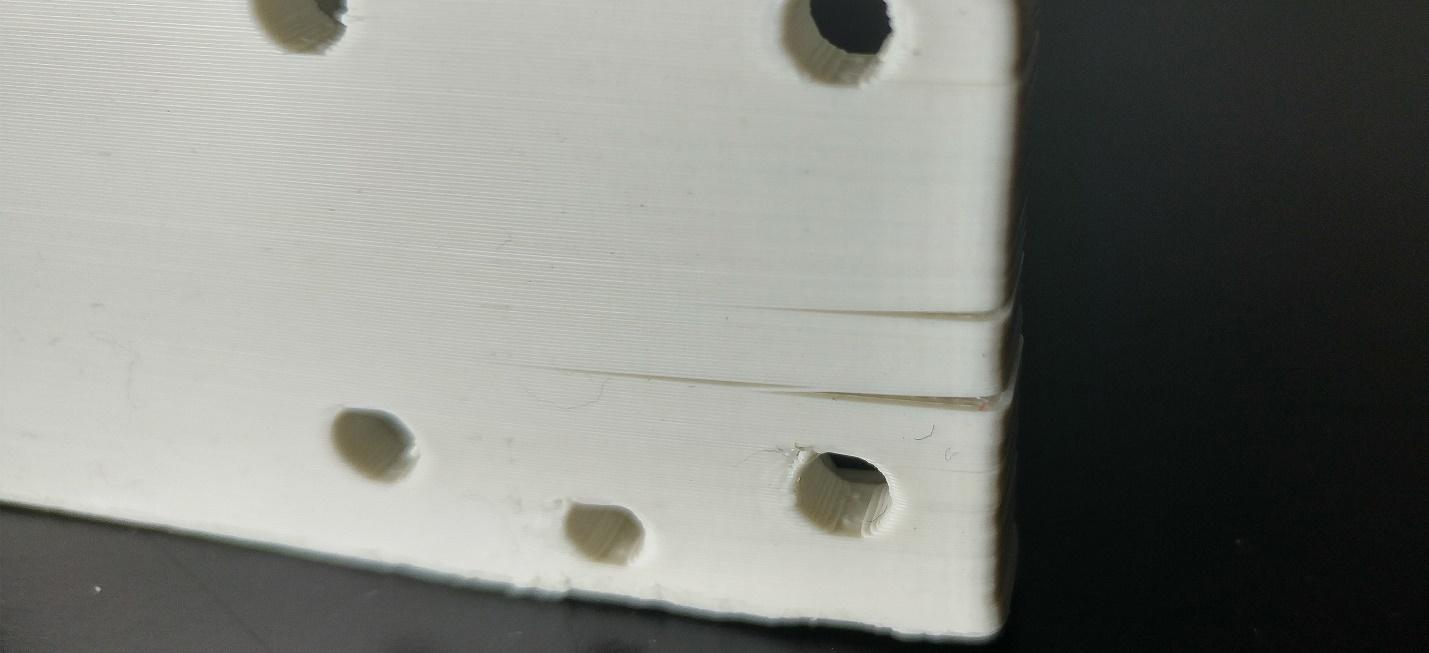
層間接着不良
強力な層間接着は耐水性のある部品に必須であるだけでなく、きれいで強度の高いプリントにも必要です。各層同士がうまく接着していないと、部品は破損して剥がれます。
使用している材料を理解する
各材料には、温度や速度を含む固有の設定が必要です。使用している材料の種類に適した設定を使用していることを確認してください。これらは当社の各製品ページに記載されています。
また「材料科学」のページも、この問題の修正に進む前に参照してください。
押出温度を上げる
層間接着不良が発生する最も一般的な理由の1つは、押出温度が低すぎる状態で印刷していることです。
メーカーのガイドラインに従うことは、温度が低すぎる状態での印刷を防ぐ良い方法です。これは特に、柔軟なフィラメントを高速で印刷する場合に当てはまります。
押出温度を少し上げて、この問題の改善に役立つか試してみてください。
大径ノズルで印刷する
「材料科学」ページで説明したように、層間の絡み合い量を増やすことで層間接着を高めます。層間接着を高める一つの方法は、ノズルの表面積を増やすことです。大径ノズルを使用すると、適切な層間接着に非常に役立ちます。
印刷速度を遅くする
大径ノズルを使う理由の説明と同様に、ノズルが下層と接触する時間を長くするために印刷速度を遅くすることもできます。大きなノズルと遅い印刷速度により、層間の絡み合い量が増え、より強い層間接着が得られます。
ABSやASAのような材料で印刷する場合、私たちは0.6mmノズルを好み、非常に遅く、非常に高温で印刷します。実際、ABSは約260°C、約35mm/sで印刷しています。遅く高温での印刷は、部品の層間接着を非常に強くするのに本当に役立ちます。
アンダーエクストルージョン
層間接着不良のもう一つの理由は、アンダーエクストルージョンそのものです。エクストルーダーが想定より少ないフィラメントを吐出している場合、層間接着は弱くなります。
エクストルーダーを交換した場合やDIYプリンタの場合は、適切なE-ステップが設定されているか確認してください。
これは一時的なアンダーエクストルージョンによる可能性もあり、その対策については「レイヤー抜けやプリントの穴」のページで多くのヒントを取り上げています。基本的には、エクストルーダーギアがステッピングモーターのシャフトにしっかり固定され、遊びがないことを確認したいのですが、詳細な説明を得るためにそのページを通読してください。
トルク不足
エクストルーダーモーターがスキップすると、結果的にアンダーエクストルージョンまたは層間接着不良のプリントになります。詳しいヒントは「エクストルーダーモーターのスキップ」ページを参照してください。
これを改善する最良の方法は、まだであればギアードエクストルーダーにアップグレードすることです。
アクティブ冷却ファンをオフにする
アクティブ冷却ファンをオンにすることは、表面品質の面で大多数のプリントや材料に有利ですが、適切な強度と層間接着のためには、このアクティブ冷却ファンをオフにする必要があるフィラメントも多くあります。
これは反りの防止に役立つだけでなく、強い層間接着の達成にも役立ちます。一般に、ポリマーの熱容量と密度が高いほど、冷却ファンの利点は大きくなります。ABS、HIPSなどの1.2g/cc未満の低密度ポリマーでは、通常ファンをオフにすることが推奨されます。
アクティブ冷却ファンがない場合に層間接着が向上する材料も多いため、使用している特定の材料のメーカー推奨設定を必ず確認してください。
材料を適切に保管することを確認する
他の多くの問題と同様に、材料が適切に保管されていることを確認してください。古いフィラメントや湿ったフィラメントは、診断が非常に難しい問題を引き起こす可能性があります。
デラミネーション
私たちはデラミネーションを、単なる層間接着不良とは異なる問題と考えています。層間接着が非常に強くても、高い反りを伴う部品ではデラミネーションが発生することがあります。
このため、この特定の問題については「反り」のページで取り上げています。デラミネーションは、単なる層間接着不良というよりも、高反り材料の症状であることがはるかに多いからです。
層間接着を高める方法の要約
「材料科学」のページを読む。
メーカー推奨の印刷設定を確認する。テストを始める際は、その範囲を超えて速度を上げたり温度を変更したりしないこと。
問題が続く場合は、カーボンファイバー強化材料の使用をやめる。カーボンファイバー強化材料は、他の種類のフィラメントより層間接着の問題が起きやすいため。
推奨設定内で運用していて層間接着が悪い場合は、押出温度を少し上げてみる。
大径ノズルを使用する。
印刷速度を遅くする。
E-ステップを確認し、アンダーエクストルージョンがないことを確認する。
十分なトルクがあり、エクストルーダーモーターがスキップしていないことを確認する。
その材料で必要ない場合はアクティブ冷却ファンをオフにする。
使用している材料に問題がないことを確認する。
デラミネーションが発生している場合は—「反り」のページを読む。
最終更新
役に立ちましたか?