Vazamento (Oozing)
Nesta parte diferenciaremos dois tipos de exsudação dependendo da causa raiz.
A primeira causa raiz é a exsudação criada pelo filamento extrudado estar ligado ao material dentro do bico. O filamento extrudado então forçará o material dentro do bico a esticar para fora do bico enquanto este se move para outro local. Renomearemos esse fenómeno como stringing (por causa dessa linha criada).
Polímeros com alta interação molecular, ou polímeros que absorveram humidade tendem a ter este problema.
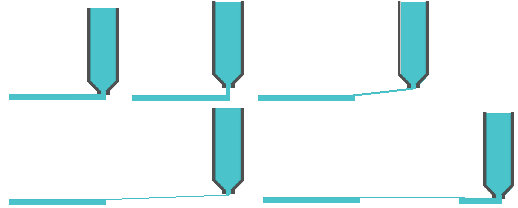
Uma forma simples de resolver este problema de stringing é cortar o filamento extrudado do material no bico realizando um movimento de limpeza com o bico antes de o mover para outro local.
A segunda causa raiz é a exsudação real do material criada pela pressão residual e pela gravidade que forçarão o material a sair do bico ao longo do tempo.
Como mencionado, os 3 fatores acima irão definir a quantidade de material que sai do bico:
Pressão residual, gravidade e tempo.
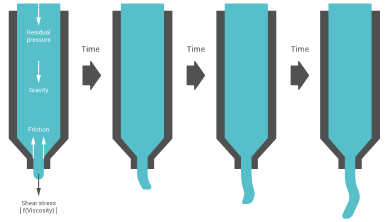
Para reduzir a exsudação, precisamos diminuir ou contrariar cada um deles:
Pressão residual:
A pressão residual é resultado do aumento de pressão dentro do bico pela impressora para extrudar a uma certa velocidade volumétrica. Esta pressão nunca pode ser completamente descarregada do bico em um período de tempo muito curto e, portanto, o material continuará a extrudar ligeiramente. Para diminuir a pressão residual, podemos aumentar as definições de retração (distância, velocidade), aumentar o coasting (usar a pressão residual para terminar a camada), diminuir a taxa de extrusão (necessita de menos pressão para extrudar) ou aumentar a temperatura de impressão (necessita de menos pressão para extrudar).
Gravidade
A gravidade irá sempre puxar o filamento para fora do bico, e se a força gravitacional for mais forte do que a resistência ao fluxo do plástico contra a superfície interna do bico e o cisalhamento dentro do plástico, ele vazará. Note que a resistência ao fluxo entre a superfície interna do bico e o plástico pode ser aumentada aumentando a razão L/D do orifício (L: comprimento do capilar do orifício, D: diâmetro do furo do bico). O cisalhamento dentro do plástico pode ser aumentado baixando a temperatura do bico (portanto a temperatura de espera em várias impressoras 3D de dupla extrusão).
Tempo
A quantidade de material que sai do bico também depende do tempo que o bico fica inativo. Quanto maior a duração, maior a quantidade de material. Esse tempo pode ser significativamente reduzido tendo alta velocidade de deslocamento, aceleração e configurações de jerk razoavelmente altas. O material não terá tempo para escorrer antes de alcançar a outra parte do modelo. Ter alta velocidade de deslocamento e aceleração não deve afetar o ghosting como aconteceria ao aumentar a velocidade e aceleração de impressão. No entanto, para impressão de dupla extrusão, este fator não pode realmente ser alterado.
Last updated
Was this helpful?