Тестовые печати
Эти тестовые печати предназначены для проверки вашей способности 3D-печати. Они будут идти от простого к сложному и приведут продукты Polymaker в качестве примеров — хотя другие похожие материалы также могут хорошо подойти для тестирования возможностей вашего принтера.
Для этих тестов мы не будем использовать MakerWorld с их предварительно нарезанными файлами. Мы хотим, чтобы вы самостоятельно нарезали эти файлы, чтобы вы могли больше узнать о процессе.
Начальный разделе «Материаловедение» страницы помогут независимо от печати понять, как можно добиться успешной печати.
Возможно, будет полезно начать собственную таблицу в Excel (или любой другой предпочитаемый вами способ) для отслеживания ваших печатей и их результатов. Что можно улучшить и как вы считаете это следует улучшить. Это будет очень полезно как справочный материал, если у вас нет опыта в 3D-печати.
Базовый PLA Benchy в PolyLite PLA или любом другом базовом PLA
Сложность: ЛЕГКО Ссылка на STL/файл дизайна: https://www.thingiverse.com/thing:763622
Цель: Чистая печать без дефектов. Это знаменитый Benchy, к которому обращаются большинство пользователей, чтобы проверить, насколько хорошо работает их принтер. Вы увидите много файлов на странице загрузки, но мы будем печатать только стандартный Benchy, загруженный 9.04.2015:

Советы:
Вы заметили, что номерной знак трудно читается? Дзинг и рябь (Ghosting и Ringing)
Вы замечаете, что часть вашей печати блестящая, а часть более матовая? Смотрите это видео.
Вы заметили, что верхняя часть печати некрасиво выглядит, хотя остальная часть в порядке? Некрасивые верха
Выпячивается ли линия корпуса? https://help.prusa3d.com/article/the-benchy-hull-line_124745
Тест на подтекание в PolyLite PLA или любом другом базовом PLA
Сложность: ЛЕГКО Ссылка на STL/файл дизайна: https://www.thingiverse.com/thing:909901
Цель: Понять, почему деталь становится «нитевидной» или «волосатой» и как этого избежать. Эта модель очень простая, но может быть довольно сложной для чистой печати, если вы не знаете, что делаете. Принтер напечатает очень небольшое количество материала, прекратит экструдировать, переместится к следующему столбику и снова начнёт процесс. Если вы не внесёте никаких корректировок в настройки, ваша печать, вероятно, получится с большим количеством нитей из-за подтекания. Бонусный тест: печать в PolyLite PETG Сложность: СРЕДНЕ-СЛОЖНО PETG печально известен проблемами с подтеканием — поэтому, если вы хотите очень сложный тест на подтекание, перепечатайте эту модель, но используйте PolyLite PETG вместо PLA.
Советы:
Статья о нитевидности и подтекании.
Больше информации о разделе «Материаловедение» Статья:
Тест на коробление в PolyLite ABS или любом другом базовом ABS
Сложность: ЛЕГКО - СРЕДНЕ Ссылка на STL/файл дизайна: https://www.thingiverse.com/thing:1314956/files
Цель: Напечатать без коробления или подгиба нижней части вашей печати. Печать в некоторых материалах, включая ABS и ASA, может быть трудно выполнить без коробления. Это особенно верно, если вы печатаете на принтере без корпуса. Закрытые принтеры упрощают этот процесс, так как поддерживают повышенную температуру воздуха, но напечатать эту модель без закрытого принтера возможно.
Советы:
Деформация (Warping) советы по предотвращению.
разделе «Материаловедение» чтобы понять, почему это происходит.
Видео печать ABS без корпуса.
Видео о материаловедении.
Тест гибкого браслета в PolyFlex TPU90 или другом мягком TPU
Сложность: СРЕДНЕ Ссылка на STL/файл дизайна: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
Цель: Понять возможные проблемы при печати мягкого TPU PolyFlex TPU90 — самый мягкий материал, который мы предлагаем. «90» означает «90A» — его твердость по Шору. Чем ниже твердость по Шору — тем мягче материал. Мягкие материалы могут быть трудными для печати и иногда даже невозможными, если вы используете экструдер типа Bowden. Вы можете использовать другой TPU любой марки с твердостью по Шору 90A или ниже.
Советы:
Затыки? Попробуйте снизить скорость печати или повысить температуру экструзии. Мягкий материал, такой как этот, следует печатать максимально прямым экструдером — чем больше зазор между экструдером и хотэндом, тем медленнее вам придётся печатать.
TPU не является самым гигроскопичным материалом из тех, что мы предлагаем, но все равно подвержен поглощению влаги. Проверьте, слышите ли вы «поп» или «треск» при экструзии, чтобы понять, нужно ли сушить филамент.
Ваша печать сильно «волосатая»/нитевидная? TPU особенно склонен к нитевидности, поэтому полностью избежать этого может быть невозможно. Но вы можете применить советы из раздела «Тест на подтекание» выше, чтобы уменьшить проблему.
Тест нависаний/поддержек в PolyLite PLA или любом другом базовом PLA
Сложность: СРЕДНЕ - СЛОЖНО Ссылка на STL/файл дизайна: https://www.thingiverse.com/thing:2233996 Цель: Научитесь использовать поддержки и получать чистые нависания, напечатав нижнюю часть сферы
Перед печатью убедитесь, что вы ориентировали модель следующим образом:
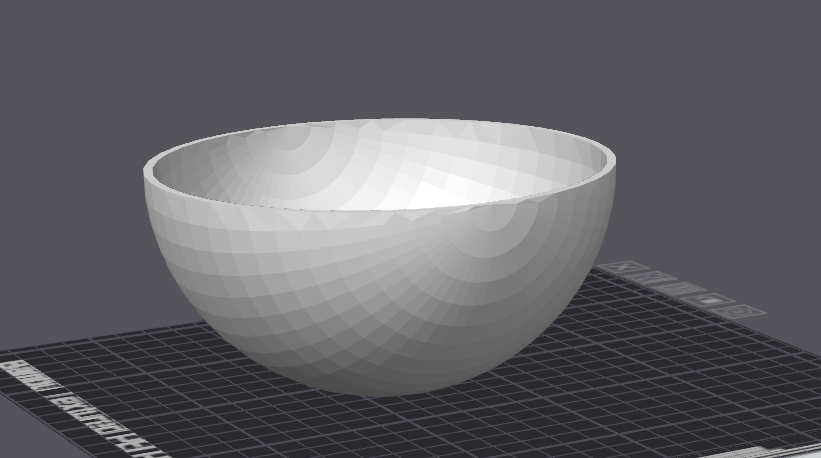 Это не лучший способ печати этой модели — мы печатаем её в этой ориентации, чтобы вы могли изучить, как работают нависания, поскольку печать сферы чрезвычайно сложна в 3D-печати.
Первые несколько слоёв будут под таким экстремальным углом, что вам почти наверняка понадобятся поддерживающие структуры. В какой-то точке сферы печать будет идти чисто без поддержек. Ваша цель — напечатать как можно более чистую нижнюю сторону.
Это не лучший способ печати этой модели — мы печатаем её в этой ориентации, чтобы вы могли изучить, как работают нависания, поскольку печать сферы чрезвычайно сложна в 3D-печати.
Первые несколько слоёв будут под таким экстремальным углом, что вам почти наверняка понадобятся поддерживающие структуры. В какой-то точке сферы печать будет идти чисто без поддержек. Ваша цель — напечатать как можно более чистую нижнюю сторону.
Советы:
Статья о печати сферы.
Видео о том, как печатать без необходимости в поддержках. Скорее всего, вам всё равно понадобятся поддержки, что бы вы ни пробовали, но эти советы могут сократить их количество.
Старое видео о настройках поддержек. Возможно, вы не используете Cura в качестве слайсера, но советы в этом видео по-прежнему будут полезны и для других слайсеров.
Нависания в PolyMide™ CoPA или другом стандартном некомпозитном нейлоне
Сложность: СЛОЖНО Ссылка на STL/файл дизайна: https://www.thingiverse.com/thing:2151369 Цель: Поймите сложности, связанные с печатью CoPA, особенно в отношении нависаний
CoPA — очень сложный для печати материал, особенно по части нависаний. Этот тест по сути рассчитан на провал, так как у вас наверняка возникнут проблемы, но вы сможете больше узнать о материале в процессе попыток. Если вам удастся получить чистый угол 55° — вы отлично справляетесь. Мы обычно советуем избегать крутых нависаний при печати в CoPA и проектировать деталь так, чтобы ей не требовались поддержки, и вы, вероятно, поймёте почему в ходе этого теста. CoPA очень гигроскопичен, поэтому держите катушку в сушилке для филамента всё время печати. Если у вас нет сушилки — свяжитесь с Николя Токотуу, чтобы узнать, можем ли мы отправить вам PolyDryer.
Советы:
Видео о том, как печатать более чистые нависания с помощью настроек.
Проблемы с короблением или прилипанием к столу? Убедитесь, что температура стола установлена правильно. Использование клея-карандаша PVA также поможет.
Слышите «поп» или «треск» при экструзии? Ваш филамент впитал влагу и определённо нуждается в сушке. Влажная катушка нейлона будет практически невозможно напечатать чисто.
Поиграйте с температурами печати и скоростью. CoPA очень чувствителен к температуре, увеличьте или уменьшите температуру печати на 5 градусов, чтобы посмотреть, получите ли вы другой результат.
Набрать 25–30 баллов в тестовой печати в любом PLA
Сложность: СЛОЖНО Ссылка на STL/файл дизайна: https://www.thingiverse.com/thing:2151369 Цель: Эта модель отлично подходит для выявления случайных проблем при печати — охватывает множество потенциальных проблем.
Советы:
См. систему оценки ЗДЕСЬ чтобы увидеть советы и ваш результат
Снижение скоростей печати и ускорений может сильно помочь при случайных ошибках и проблемах качества печати
Набрать 25 баллов будет очень сложно — поэтому не расстраивайтесь, если не получится. Принтеры могут быть очень требовательны к точности — например, к допускам — так что может быть невозможно набрать 25, если у вас не очень хорошо собранный принтер.
Узнайте о формировании импульсов (input shaping) и компенсации давления (pressure advance), если у вас много призрачных артефактов (ghosting/ringing) и углы не острые. Некоторые принтеры, например Bambu, калибруют это автоматически — другие нет. Как уже упоминалось, снижение скоростей и ускорений может помочь, если у вас нет этих калибровок, но печать будет занимать намного больше времени.
Последнее обновление
Это было полезно?