翘边
在深入这些现象之前,我们需要澄清一个关于打印速度和打印温度的重要点。
通常打印温度被定义为加热块温度(以摄氏度为单位),而打印速度则始终定义为打印时喷头的速度(以毫米/秒为单位)。
在本页中,我们将引用对我们更有用的因素,例如挤出温度和挤出速率:
挤出温度: 塑料从喷嘴排出的温度(以摄氏度为单位)
挤出速率: 塑料从喷嘴挤出的速率(以立方毫米/秒为单位)

可以通过不同因素来提高挤出温度:
提高打印温度、降低打印速度、减小层高,或增加喷嘴加热腔长度。
可以通过不同因素来降低挤出速率:
降低打印速度、减小层高,或减小挤出厚度。
翘曲
在3D打印中,我们有时会遇到零件在打印机上变形、翘曲或从打印床上抬起的情况,这被称为翘曲。其原因是3D打印过程中产生的应力累积。
内部应力的来源仍在争论之中,且根据您的3D打印机配置,许多因素可能对成品的内部应力有所贡献。以下是一个应针对所有FDM设备考虑的假设:
在挤出过程中,高聚物被强制通过模孔(小孔/喷嘴),在此步骤中聚合物链会被拉伸到应力状态,然后粘附到构建平台或先前的一层塑料上。这种应力会随着时间慢慢释放,然而如果温度不足以让聚合物自由移动以释放应力,或者该层没有很好地粘附到床面或构建平台上,这些层间应力的累积将迫使零件在宏观上发生变形。

翘曲和裂纹总是表示这种应力累积超过了床面或层间粘结强度。
因此,我们有三种方法来防止翘曲/开裂:
1. 给予聚合物足够的能量以自由移动并释放其内部应力。
大部分应力释放发生在挤出之后,实际上材料在高温下被挤出然后冷却至玻璃化转变温度(Tg)以下。正是在高于Tg的这段时间里,聚合物会释放大部分内部应力,但如果这段时间太短,就没有足够时间达到平衡。延长这段时间是减少翘曲的一种方法。
可以通过以下方式来延长这段时间:
提高挤出温度(PT):
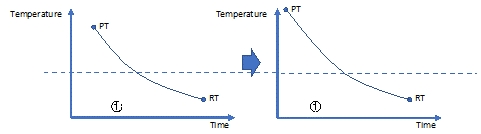
提高室温或腔体温度(RT):
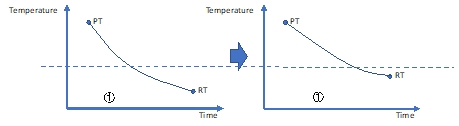
降低冷却速率:
2. 改善床面或层间粘附
应力的累积倾向于将一层从另一层剥离(层间分层)或将其从床面抬起(翘曲)。然而,如果床面/层间粘附足够强以抵抗变形,聚合物就能在不使零件变形的情况下释放其应力。可以通过使用合适的床面和涂层来改善床面粘附。
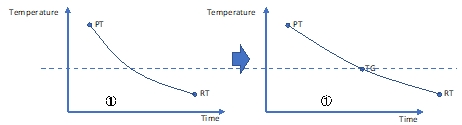
在讨论如何改善层间粘附之前,让我们先看看什么是层间粘附:
层间粘附得益于一层聚合物链与另一层聚合物链之间的缠结。

当两层都加热到高于Tg并且两层的聚合物链都能自由移动时,这种缠结才可能发生,通过这种运动链条相互缠结。
要改善层间粘附,我们必须增加层界面处聚合物链之间的缠结数量。可以通过增加两层在高于Tg温度下接触的时间来增加缠结数量。正如我们所见,这与方案1是相同的解决办法。然而,一个额外能改善层间粘附的因素是通过增加挤出宽度来增加层间的接触表面。
3. 减少应力产生
解决翘曲的第三种方法依赖于减少翘曲的根本原因:内部应力。
如前所述,应力是由将材料强制通过模孔产生的速度曲线造成的,该曲线会拉伸并定向聚合物链。减少应力产生依赖于使该速度曲线变平。可以通过增大喷嘴尺寸、降低挤出速率、降低材料粘度(通过提高打印温度)或在喷嘴内部表面涂覆低流动阻力表面来使该速度曲线变平。
上述关于翘曲的解释适用于非晶和半结晶聚合物。然而,半结晶聚合物还面临一个额外的应力来源:结晶。
确实,在打印过程中,零件在冷却时会发生结晶,形成小晶体,作为有序结构它们占据更少的空间并会促使零件收缩。这就是为什么尼龙材料即使构建平台只有45摄氏度也会翘曲的原因。如果晶体形成得过快,每一层都会产生小晶体,从而在每层产生大量应力,这些应力的累积将使零件在宏观上发生变形。
最后更新于
这有帮助吗?