Testdrucke
Diese Testdrucke sollen Ihre Fähigkeit zum 3D-Drucken prüfen. Sie reichen von einfach bis schwer und verwenden Produkte von Polymaker als Beispiele – andere ähnliche Materialien können jedoch ebenfalls gut geeignet sein, um die Fähigkeiten Ihres Druckers zu testen.
Für diese Tests verwenden wir nicht MakerWorld mit deren vorkonfigurierten, gesliceten Dateien. Wir möchten, dass Sie diese Dateien selbst slicen, damit Sie mehr über den Prozess lernen können.
Die Materialwissenschafts- Seiten werden unabhängig vom Druck hilfreich sein, um zu verstehen, wie Sie einen erfolgreichen Druck erzielen können.
Es kann vorteilhaft sein, eine eigene Excel-Tabelle (oder eine andere bevorzugte Methode) zu beginnen, um Ihre Drucke und deren Ergebnis zu dokumentieren. Was verbessert werden könnte und wie Sie denken, dass es verbessert werden sollte. Dies wird sehr nützlich als Referenz sein, wenn Sie noch keine Erfahrung mit 3D-Druck haben.
Basic-PLA Benchy in PolyLite PLA oder jedem anderen Standard-PLA
Schwierigkeit: EINFACH Link zur STL/Design-Datei: https://www.thingiverse.com/thing:763622
Ziel: Sauberer Druck ohne Fehler. Dies ist das berühmte Benchy, das von der überwiegenden Mehrheit der Maker verwendet wird, um zu sehen, wie gut ihr Drucker läuft. Auf der Download-Seite sehen Sie viele Dateien, aber wir werden nur das Standard-Benchy drucken, das am 09.04.2015 hochgeladen wurde:

Tipps:
Fällt Ihnen auf, dass das Kennzeichen schwer lesbar ist? Ghosting und Ringing
Fällt Ihnen auf, dass ein Teil Ihres Drucks glänzend und ein anderer teil matter ist? Schauen Sie dieses Video.
Fällt Ihnen auf, dass die Oberseite des Drucks hässlich ist, obwohl der Rest in Ordnung ist? Hässliche Oberseiten
Wölbt sich die Rumpflinie? https://help.prusa3d.com/article/the-benchy-hull-line_124745
Oozing-Test in PolyLite PLA oder jedem anderen Standard-PLA
Schwierigkeit: EINFACH Link zur STL/Design-Datei: https://www.thingiverse.com/thing:909901
Ziel: Um zu verstehen, warum ein Teil "fadenförmig" oder "haarig" wird und wie man das verhindert. Dieser Druck ist ein sehr einfaches Modell, kann aber recht schwierig sauber zu drucken sein, wenn man nicht weiß, was man tut. Der Drucker wird eine sehr kleine Menge Material extrudieren, das Extrudieren stoppen, zur nächsten Säule fahren und den Vorgang immer wiederholen. Wenn Sie keine Anpassungen an Ihren Einstellungen vornehmen, wird Ihr Druck wahrscheinlich viele Fäden aufgrund von Oozing aufweisen. Bonus-Test: In PolyLite PETG drucken Schwierigkeit: MITTEL-SCHWER PETG ist berüchtigt dafür, beim Oozing problematisch zu sein – wenn Sie also einen sehr schwierigen Oozing-Test möchten, drucken Sie dieses Modell erneut, verwenden Sie dabei jedoch PolyLite PETG statt PLA.
Tipps:
Artikel über Stringing und Oozing.
Weitere Infos zu Materialwissenschafts- Artikel:
Warp-Test in PolyLite ABS oder jedem anderen Standard-ABS
Schwierigkeit: EINFACH - MITTEL Link zur STL/Design-Datei: https://www.thingiverse.com/thing:1314956/files
Ziel: Drucken ohne Verzug oder Aufrollen der Unterseite Ihres Drucks. Das Drucken mit einigen Materialien, einschließlich ABS und ASA, kann schwierig sein, ohne Warping zu verursachen. Dies ist besonders dann der Fall, wenn Sie mit einer Maschine drucken, die nicht geschlossen ist. Geschlossene Drucker erleichtern diesen Prozess erheblich, da sie die Umgebungsluft warm halten, aber es ist möglich, dieses Modell auch ohne geschlossenen Drucker zu drucken.
Tipps:
Verzug Präventionstipps.
Materialwissenschafts- um zu verstehen, warum dies passiert.
Video Drucken von ABS ohne Gehäuse.
Video zur Materialwissenschaft.
Flexibler Armband-Test in PolyFlex TPU90 oder einem anderen weichen TPU
Schwierigkeit: MITTEL Link zur STL/Design-Datei: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
Ziel: Verstehen Sie die potenziellen Probleme, die beim Drucken eines weichen TPU auftreten können PolyFlex TPU90 ist das weichste Material, das wir anbieten. Die "90" steht für "90A" – seine Shore-Härte. Je niedriger die Shore-Härte, desto weicher das Material. Weiche Materialien können schwierig zu drucken sein und manchmal sogar unmöglich, wenn Sie einen Bowden-Extruder verwenden. Sie können ein anderes TPU jeder Marke mit einer Shore-Härte von 90A oder niedriger verwenden.
Tipps:
Verstopfungen? Versuchen Sie, Ihre Druckgeschwindigkeit zu verringern oder die Extrusionstemperatur zu erhöhen. Ein so weiches Material sollte mit einem möglichst direkten Extruder gedruckt werden – je größer der Abstand zwischen Extruder und Hotend, desto langsamer müssen Sie drucken.
TPU ist nicht das hygroskopischste Material, das wir anbieten, aber es ist dennoch anfällig für Feuchtigkeitsaufnahme. Prüfen Sie, ob Sie ein "Knacken" oder "Ploppen" beim Extrudieren hören, um festzustellen, ob das Filament getrocknet werden muss.
Ist Ihr Druck sehr haarig/fadenförmig? TPU neigt besonders zu Fädenbildung, sodass es möglicherweise unmöglich ist, dies vollständig zu vermeiden. Sie können jedoch die Tipps aus dem oben genannten "Oozing-Test" anwenden, um dies zu mindern.
Überhänge/Support-Test in PolyLite PLA oder jedem anderen Standard-PLA
Schwierigkeit: MITTEL - SCHWER Link zur STL/Design-Datei: https://www.thingiverse.com/thing:2233996 Ziel: Lernen Sie, wie man Supports verwendet und saubere Überhänge erzielt, indem Sie den unteren Teil einer Kugel drucken
Stellen Sie vor dem Drucken sicher, dass Sie den Druck wie folgt ausrichten:
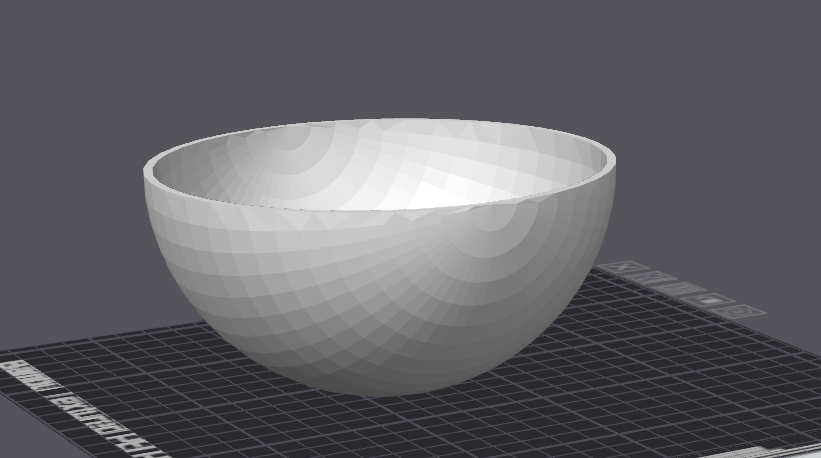 Dies ist nicht die beste Art, dieses Modell zu drucken – wir drucken es in dieser Ausrichtung, damit Sie lernen können, wie Überhänge funktionieren, da das Drucken einer Kugel im 3D-Druck extrem schwierig ist.
Die ersten paar Schichten haben einen so extremen Winkel, dass Sie fast sicher Stützstrukturen benötigen werden. Irgendwann an der Kugel wird sie ohne Supports sauber drucken. Ihr Ziel ist es, eine möglichst saubere Unterseite zu drucken.
Dies ist nicht die beste Art, dieses Modell zu drucken – wir drucken es in dieser Ausrichtung, damit Sie lernen können, wie Überhänge funktionieren, da das Drucken einer Kugel im 3D-Druck extrem schwierig ist.
Die ersten paar Schichten haben einen so extremen Winkel, dass Sie fast sicher Stützstrukturen benötigen werden. Irgendwann an der Kugel wird sie ohne Supports sauber drucken. Ihr Ziel ist es, eine möglichst saubere Unterseite zu drucken.
Tipps:
Artikel über das Drucken einer Kugel.
Video darüber, wie man ohne Stützmaterial druckt. Wahrscheinlich benötigen Sie unabhängig von Ihrem Versuch Stützmaterial, aber diese Tipps können die benötigte Menge reduzieren.
Älteres Video über Support-Einstellungen. Möglicherweise verwenden Sie nicht Cura als Slicer, aber die Tipps in diesem Video sind auch für andere Slicer gültig.
Überhänge in PolyMide™ CoPA oder einem anderen standardmäßigen, nicht-kompositen Nylon
Schwierigkeit: SCHWER Link zur STL/Design-Datei: https://www.thingiverse.com/thing:2151369 Ziel: Verstehen Sie die Schwierigkeiten beim Drucken von CoPA, insbesondere bei Überhängen
CoPA ist ein sehr schwieriges Material zum Drucken, insbesondere für Überhänge. Dieser Test ist sozusagen darauf ausgelegt zu scheitern, da Sie sicherlich Probleme haben werden, aber Sie können beim Ausprobieren mehr über das Material lernen. Wenn Sie einen sauberen 55°-Winkel erreichen können, machen Sie es sehr gut. Wir empfehlen normalerweise, steile Überhänge beim Drucken in CoPA zu vermeiden und das Teil so zu gestalten, dass es keine Supports benötigt, und Sie werden wahrscheinlich während dieses Tests herausfinden, warum. CoPA ist sehr hygroskopisch, also stellen Sie sicher, dass Sie die Spule während des gesamten Drucks in einem Filamenttrockner aufbewahren. Wenn Sie keinen Trockner haben – wenden Sie sich an Nicolas Tokotuu, um zu prüfen, ob wir Ihnen einen PolyDryer zusenden können.
Tipps:
Video darüber, wie man sauberere Überhänge durch Einstellungsanpassungen druckt.
Probleme mit Warping oder dem Festkleben an der Bauplatte? Stellen Sie sicher, dass die Temperatur der Bauplatte korrekt eingestellt ist. Die Verwendung von etwas PVA-Klebestift hilft ebenfalls.
Hören Sie ein "Knacken" oder "Ploppen" beim Extrudieren? Ihr Filament hat Feuchtigkeit aufgenommen und muss definitiv getrocknet werden. Eine nasse Nylonspule wird nahezu unmöglich sauber zu drucken sein
Experimentieren Sie mit Drucktemperaturen im Verhältnis zur Geschwindigkeit. CoPA ist sehr temperaturempfindlich; erhöhen oder verringern Sie Ihre Drucktemperatur um 5 Grad, um zu sehen, ob Sie ein anderes Ergebnis erhalten.
Erzielen Sie 25–30 Punkte beim Testdruck in jedem PLA
Schwierigkeit: SCHWER Link zur STL/Design-Datei: https://www.thingiverse.com/thing:2151369 Ziel: Dieses Modell eignet sich hervorragend, um zufällige Probleme in einem Druck zu erkennen – es deckt ein Spektrum potenzieller Probleme ab.
Tipps:
Beziehen Sie sich auf das Bewertungssystem HIER um Tipps zu sehen und was Ihre Punktzahl ist
Das Verringern von Druckgeschwindigkeiten und Beschleunigungen kann bei zufälligen Fehlern und Qualitätsproblemen der Drucke sehr hilfreich sein
Eine Punktzahl von 25 zu erreichen wird sehr schwierig sein – fühlen Sie sich also nicht entmutigt, wenn Sie sie nicht erreichen. Drucker können in Bezug auf Präzision – z. B. Toleranzen – sehr empfindlich sein, sodass es Ihnen möglicherweise nicht möglich ist, eine 25 zu erreichen, wenn Sie keinen gut gefertigten Drucker haben.
Erfahren Sie mehr über Input Shaping und Pressure Advance, wenn Sie viel Ghosting (Ringing) und keine scharfen Ecken haben. Einige Drucker wie Bambu kalibrieren diese automatisch – andere nicht. Wie bereits erwähnt, kann das Reduzieren von Geschwindigkeiten und Beschleunigungen helfen, wenn Sie diese Kalibrierungen nicht haben – aber Ihr Druck wird dadurch deutlich länger dauern.
Zuletzt aktualisiert
War das hilfreich?