Stampe di prova
Queste stampe di prova sono pensate per testare la tua capacità di stampare in 3D. Andranno da facile a difficile e prenderanno come esempio prodotti Polymaker - anche se altri materiali simili potrebbero funzionare bene per testare le capacità della tua stampante.
Per questi test non useremo MakerWorld con i loro file già slicati. Vogliamo che tu slici questi file da solo in modo da poter imparare di più sul processo.
La sezione Scienza dei Materiali Le pagine aiuteranno indipendentemente dalla stampa a capire come puoi ottenere una stampa riuscita.
Potrebbe essere utile iniziare un tuo foglio Excel (o qualunque metodo tu preferisca) per tenere traccia delle tue stampe e di come sono venute. Cosa potrebbe essere migliorato e come pensi dovrebbe essere migliorato. Questo sarà molto utile come riferimento se non hai esperienza con la stampa 3D.
Benchy PLA di base in PolyLite PLA o Qualsiasi Altro PLA Base
Difficoltà: FACILE Link al file STL/di progetto: https://www.thingiverse.com/thing:763622
Obiettivo: Stampa pulita senza difetti. Questo è il famoso Benchy, che è il riferimento per la stragrande maggioranza dei maker per vedere quanto bene funziona la loro stampante. Vedrai molti file nella pagina di download ma stamperemo solo il Benchy standard caricato il 09/04/2015:

Consigli:
Noti che la targa è difficile da leggere? Ghosting e Ringing
Noti che parte della tua stampa è lucida e parte è più opaca? Guarda questo video.
Noti che la parte superiore della stampa è brutta anche se il resto è a posto? Superfici superiori brutte
La linea dello scafo è rigonfia? https://help.prusa3d.com/article/the-benchy-hull-line_124745
Test di Oozing in PolyLite PLA o Qualsiasi Altro PLA Base
Difficoltà: FACILE Link al file STL/di progetto: https://www.thingiverse.com/thing:909901
Obiettivo: Per capire perché una parte diventerebbe "filacciosa" o "pelosa" e come prevenirlo. Questa stampa è un modello molto semplice ma può essere abbastanza difficile da stampare in modo pulito se non sai cosa stai facendo. La stampante estruderà una quantità molto piccola di materiale, smetterà di estrudere, si sposterà al ramo successivo e ripeterà il processo più e più volte. Se non apporti alcuna modifica alle impostazioni, la tua stampa probabilmente risulterà con molti fili a causa dell'oozing. Test bonus: Stampa in PolyLite PETG Difficoltà: MEDIA-DIFFICILE Il PETG è notoriamente problematico quando si tratta di oozing - quindi se vuoi un test di oozing molto difficile - ristampa questo modello ma usa PolyLite PETG invece della PLA.
Consigli:
Articolo su stringing e oozing.
Maggiori informazioni su sezione Scienza dei Materiali Articolo:
Test di Warping in PolyLite ABS o Qualsiasi Altro ABS Base
Difficoltà: FACILE - MEDIA Link al file STL/di progetto: https://www.thingiverse.com/thing:1314956/files
Obiettivo: Stampare senza alcun warping o sollevamento del fondo della tua stampa. Stampare in alcuni materiali, inclusi ABS e ASA, può essere difficile da ottenere senza warping. Questo è particolarmente vero se stai stampando con una macchina non chiusa. Le stampanti chiuse rendono questo processo molto più semplice poiché mantengono l'aria ambiente calda, ma è possibile stampare questo modello anche senza una stampante chiusa.
Consigli:
Warping consigli di prevenzione.
sezione Scienza dei Materiali per capire perché questo sta succedendo.
Video stampa ABS senza un involucro.
Video sulla Scienza dei Materiali.
Test Bracciale Flessibile in PolyFlex TPU90 o Altro TPU Morbido
Difficoltà: MEDIA Link al file STL/di progetto: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
Obiettivo: Comprendere i potenziali problemi che possono derivare dalla stampa di un TPU morbido PolyFlex TPU90 è il materiale più morbido che offriamo. Il "90" indica "90A" - la sua durezza Shore. Più bassa è la durezza Shore, più morbido è il materiale. I materiali morbidi possono essere difficili da stampare e talvolta addirittura impossibili se utilizzi un estrusore in stile Bowden. Puoi usare un altro TPU di qualsiasi marca con una durezza Shore di 90A o inferiore.
Consigli:
Hai intasamenti? Prova a rallentare la velocità di stampa o ad aumentare la temperatura di estrusione. Un materiale morbido come questo dovrebbe essere stampato usando un estrusore il più diretto possibile - più grande è la distanza tra il tuo estrusore e l'hotend, più lentamente dovrai stampare.
Il TPU non è il materiale più igroscopico che offriamo ma è comunque suscettibile all'assorbimento di umidità. Controlla se senti un rumore di "scoppiettio" o "crepitio" durante l'estrusione per verificare se il filamento ha bisogno di essere asciugato.
La tua stampa è molto filacciosa/pelosa? Il TPU è un materiale particolarmente incline al filamento, quindi potrebbe essere impossibile evitare questo del tutto. Ma puoi prendere i suggerimenti dal "test di oozing" sopra per aiutare a mitigarlo.
Test di Overhangs/Supporti in PolyLite PLA o Qualsiasi Altro PLA Base
Difficoltà: MEDIA - DIFFICILE Link al file STL/di progetto: https://www.thingiverse.com/thing:2233996 Obiettivo: Impara a usare i supporti e ottenere overhang puliti stampando il fondo di una sfera
Prima di stampare, assicurati di orientare la stampa in questo modo:
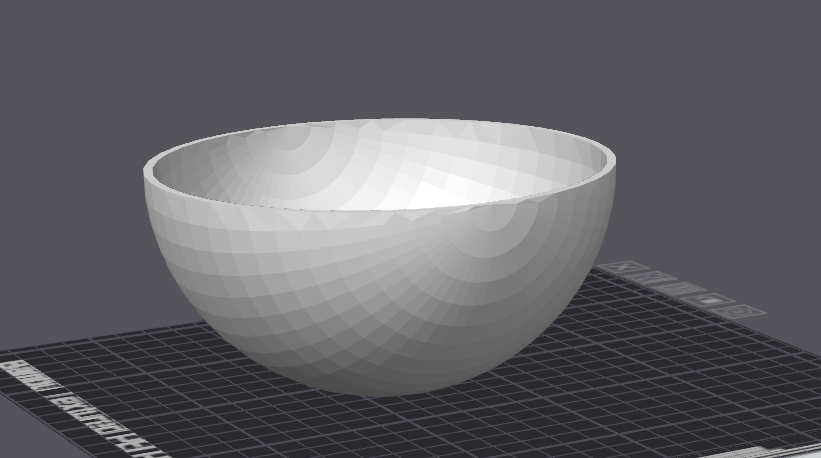 Questo non è il modo migliore per stampare questo modello - lo stiamo stampando in questa orientazione affinché tu possa imparare come funzionano gli overhang, dato che stampare una sfera è estremamente difficile nella stampa 3D.
I primi strati avranno un angolo così estremo che quasi certamente avrai bisogno di strutture di supporto. A un certo punto nella sfera stamperà pulito senza supporti. Il tuo obiettivo è stampare il lato inferiore il più pulito possibile.
Questo non è il modo migliore per stampare questo modello - lo stiamo stampando in questa orientazione affinché tu possa imparare come funzionano gli overhang, dato che stampare una sfera è estremamente difficile nella stampa 3D.
I primi strati avranno un angolo così estremo che quasi certamente avrai bisogno di strutture di supporto. A un certo punto nella sfera stamperà pulito senza supporti. Il tuo obiettivo è stampare il lato inferiore il più pulito possibile.
Consigli:
Articolo sulla stampa di una sfera.
Video su come stampare senza bisogno di materiale di supporto. Probabilmente avrai bisogno di materiale di supporto qualunque cosa tu provi, ma questi consigli possono ridurne la quantità necessaria.
Video più vecchio sulle impostazioni dei supporti. Potresti non usare Cura come slicer ma i suggerimenti in questo video saranno comunque validi per altri slicer.
Overhangs in PolyMide™ CoPA o Altro Nylon Non-Composite Standard
Difficoltà: DIFFICILE Link al file STL/di progetto: https://www.thingiverse.com/thing:2151369 Obiettivo: Comprendere le difficoltà legate alla stampa del CoPA, specialmente per quanto riguarda gli overhang
Il CoPA è un materiale molto difficile da stampare, in particolare per gli overhang. Questo test è in qualche modo progettato per fallire poiché certamente avrai problemi, ma puoi imparare di più sul materiale mentre provi. Se riesci ad ottenere un angolo pulito di 55° - stai facendo un ottimo lavoro. Normalmente suggeriamo a un utente di evitare overhang ripidi quando stampa in CoPA e di progettare il pezzo in modo che non richieda supporti, e probabilmente scoprirai il motivo durante questo test. Il CoPA è molto igroscopico quindi assicurati di tenere il rocchetto in un essiccatore per filamenti per tutto il tempo della stampa. Se non hai un essiccatore - contatta Nicolas Tokotuu per vedere se possiamo inviarti un PolyDryer.
Consigli:
Video su come stampare overhang più puliti con modifiche alle impostazioni.
Problemi di warping o di adesione al piano di stampa? Assicurati che la temperatura del piano di stampa sia impostata correttamente. Usare un po' di stick di colla PVA aiuterà anche.
Senti "scoppiettii" o "crepitii" durante l'estrusione? Il tuo filamento ha assorbito umidità e ha sicuramente bisogno di essere asciugato. Un rocchetto di nylon umido sarà quasi impossibile da stampare pulitamente
Sperimenta con temperature di stampa rispetto alla velocità. Il CoPA è molto sensibile alla temperatura: aumenta o diminuisci la temperatura di stampa di 5 gradi per vedere se ottieni un risultato diverso.
Ottieni un punteggio 25-30 nel Test Print in qualsiasi PLA
Difficoltà: DIFFICILE Link al file STL/di progetto: https://www.thingiverse.com/thing:2151369 Obiettivo: Questo modello è ottimo per individuare problemi casuali in una stampa - coprendo una gamma di potenziali problemi.
Consigli:
Fai riferimento al sistema di punteggio QUI per vedere i consigli e qual è il tuo punteggio
Rallentare le velocità di stampa e le accelerazioni può aiutare molto con errori casuali e problemi di qualità di stampa
Ottenere un punteggio di 25 sarà molto difficile - quindi non scoraggiarti se non lo raggiungi. Le stampanti possono essere molto schizzinose con la precisione - ad esempio con le tolleranze - quindi potrebbe non essere possibile per te raggiungere 25 se non hai una stampante ben costruita.
Informati su input shaping e pressure advance se stai avendo molto ghosting (ringing) e gli spigoli non sono netti. Alcune stampanti come le Bambu calibrano questi automaticamente - altre no. Come accennato - ridurre velocità e accelerazioni può aiutare se non hai queste calibrazioni - ma la tua stampa impiegherà molto più tempo per completarsi.
Ultimo aggiornamento
È stato utile?