테스트 프린트
이 테스트 프린트들은 3D 프린트 능력을 테스트하기 위한 것입니다. 쉬운 것부터 어려운 것까지 진행되며 Polymaker 제품을 예시로 제시하지만 유사한 다른 소재들도 프린터 성능을 테스트하는 데 잘 작동할 수 있습니다.
이 테스트들에서는 MakerWorld의 사전 슬라이스된 파일을 사용하지 않습니다. 여러분이 직접 이 파일들을 슬라이스하여 프로세스에 대해 더 많이 배울 수 있기를 바랍니다.
여기서 재료 과학 출력과 관계없이 이 페이지들은 성공적인 프린트를 달성할 수 있는 방법을 이해하는 데 도움이 될 것입니다.
자신만의 엑셀 스프레드시트(또는 선호하는 다른 방법)를 만들어 프린트와 결과를 기록하는 것이 유용할 수 있습니다. 무엇을 개선할 수 있었는지 그리고 어떻게 개선해야 할지. 3D 프린팅에 익숙하지 않다면 참조용으로 매우 유익할 것입니다.
기본 PLA Benchy — PolyLite PLA 또는 기타 기본 PLA
난이도: 쉬움 STL/설계 파일 링크: https://www.thingiverse.com/thing:763622
목표: 결함 없이 깨끗한 출력. 이것은 유명한 Benchy로서 대부분의 메이커들이 프린터 성능을 확인하기 위해 사용하는 표준입니다. 다운로드 페이지에서 많은 파일을 보게 되겠지만 우리는 2015-04-09에 업로드된 표준 Benchy만 출력할 것입니다:

팁:
번호판이 읽기 어려운 것을 눈치채셨나요? 고스팅 및 링잉
출력물의 일부는 광택이 있고 일부는 더 무광인 것을 보나요? 다음을 확인하세요 이 비디오.
출력의 상단이 보기 흉한데 나머지는 괜찮은가요? 보기 흉한 상단(탑)
선체(hull) 라인이 부풀어 올랐나요? https://help.prusa3d.com/article/the-benchy-hull-line_124745
PolyLite PLA 또는 기타 기본 PLA로 하는 오징(oozing) 테스트
난이도: 쉬움 STL/설계 파일 링크: https://www.thingiverse.com/thing:909901
목표: "실줄기(stringy)" 또는 "털 같은(hairy)" 현상이 왜 발생하는지와 이를 방지하는 방법을 이해하기 위함입니다. 이 출력물은 매우 단순한 모델이지만, 방법을 모르면 깨끗하게 출력하기가 꽤 어려울 수 있습니다. 프린터는 아주 적은 양의 재료를 출력한 후 압출을 멈추고 다음 기둥으로 이동한 다음 과정을 반복합니다. 설정을 전혀 조정하지 않으면 오징으로 인해 출력물이 많은 실줄기를 가진 상태로 나올 가능성이 높습니다. 보너스 테스트: PolyLite PETG로 출력하기 난이도: 중간-어려움 PETG는 오징(oozing)에 관해 악명이 높습니다 — 매우 어려운 오징 테스트를 원한다면 이 모델을 PLA 대신 PolyLite PETG로 재출력해 보세요.
팁:
기사: 스트링 및 오징에 관하여.
추가 정보: 재료 과학 아티클:
PolyLite ABS 또는 기타 기본 ABS로 하는 휨(warp) 테스트
난이도: 쉬움 - 중간 STL/설계 파일 링크: https://www.thingiverse.com/thing:1314956/files
목표: 출력물 바닥이 휘거나 들리지 않도록 출력하세요. ABS 및 ASA를 포함한 일부 재료는 휨 없이 출력하기가 어렵습니다. 특히 외부가 닫히지 않은(비엔클로즈드) 기계로 출력할 때 그렇습니다. 인클로즈드된 프린터는 주변 공기를 따뜻하게 유지하므로 이 과정이 훨씬 쉬워지지만, 인클로저가 없는 프린터로도 이 모델을 출력하는 것은 가능합니다.
팁:
휨(warping) 예방 팁.
재료 과학 왜 이런 현상이 발생하는지 이해하기 위해.
비디오 인클로저 없이 ABS를 출력하는 방법.
비디오 재료 과학에 관하여.
PolyFlex TPU90 또는 기타 연질 TPU로 하는 유연한 팔찌 테스트
난이도: 중간 STL/설계 파일 링크: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
목표: 연질 TPU를 출력할 때 발생할 수 있는 잠재적 문제를 이해하세요. PolyFlex TPU90은 저희가 제공하는 소재 중 가장 부드러운 재료입니다. "90"은 Shore 경도 "90A"를 의미합니다. Shore 경도가 낮을수록 재료는 더 부드럽습니다. 연질 재료는 출력하기 어려울 수 있으며 Bowden 방식 익스트루더를 사용할 경우 때로는 거의 불가능할 수도 있습니다. 다른 브랜드의 TPU라도 Shore 경도가 90A 이하라면 사용할 수 있습니다.
팁:
막힘이 발생하나요? 출력 속도를 늦추거나 압출 온도를 올려보세요. 이러한 연질 재료는 가능한 한 직접 익스트루더(direct extruder)를 사용하여 출력해야 합니다 — 익스트루더와 핫엔드 사이의 간격이 클수록 출력 속도를 더 느리게 해야 합니다.
TPU는 가장 흡습성이 높은 재료는 아니지만 여전히 수분을 흡수할 수 있습니다. 압출 시 "팝" 또는 "크래킹" 소리가 나는지 확인하여 필라멘트가 건조가 필요한지 확인하세요.
출력이 정말로 털이 많이 나거나 실줄기가 많은가요? TPU는 특히 실줄기가 많이 생기는 재료라 이를 완전히 피하는 것이 불가능할 수 있습니다. 하지만 위의 "오징 테스트"에서 제시한 팁들을 적용하면 완화에 도움이 될 수 있습니다.
PolyLite PLA 또는 기타 기본 PLA로 하는 오버행/서포트 테스트
난이도: 중간 - 어려움 STL/설계 파일 링크: https://www.thingiverse.com/thing:2233996 목표: 서포트를 사용하는 방법을 배우고 구의 바닥을 출력하여 깔끔한 오버행을 얻는 법을 배워보세요
출력 전에 프린트를 다음과 같은 방향으로 배치했는지 확인하세요:
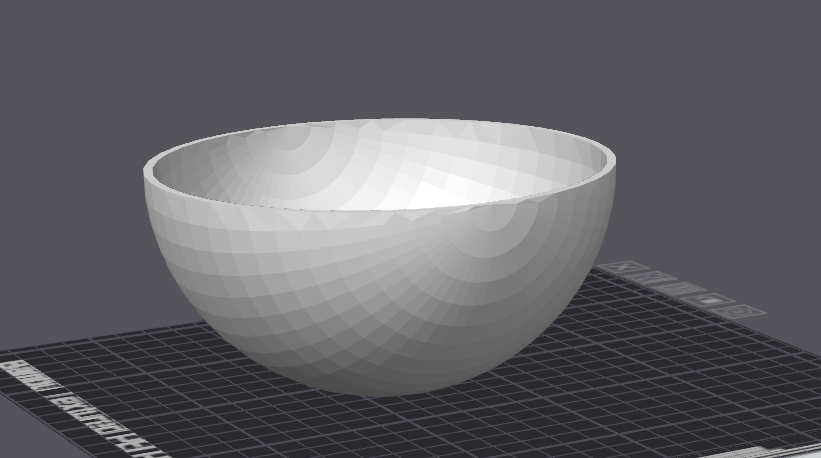 이 모델을 출력하는 데 있어 이것이 최선의 방법은 아닙니다 — 우리는 구를 출력하는 것이 3D 프린팅에서 매우 어렵기 때문에 오버행이 어떻게 작동하는지 학습할 수 있도록 이 방향으로 출력합니다.
처음 몇 레이어는 각도가 극단적이어서 거의 확실히 서포트 구조가 필요할 것입니다. 구의 어느 지점에서는 서포트 없이도 깨끗하게 출력되기 시작합니다. 목표는 가능한 한 깔끔한 하부면을 출력하는 것입니다.
이 모델을 출력하는 데 있어 이것이 최선의 방법은 아닙니다 — 우리는 구를 출력하는 것이 3D 프린팅에서 매우 어렵기 때문에 오버행이 어떻게 작동하는지 학습할 수 있도록 이 방향으로 출력합니다.
처음 몇 레이어는 각도가 극단적이어서 거의 확실히 서포트 구조가 필요할 것입니다. 구의 어느 지점에서는 서포트 없이도 깨끗하게 출력되기 시작합니다. 목표는 가능한 한 깔끔한 하부면을 출력하는 것입니다.
팁:
아티클 구 출력에 관하여.
비디오 서포트 재료 없이 출력하는 방법에 관하여. 무엇을 시도하든 아마도 서포트가 필요하겠지만, 이러한 팁들은 필요한 서포트 양을 줄이는 데 도움이 될 수 있습니다.
오래된 비디오 서포트 설정에 관하여. 여러분이 Cura를 슬라이서로 사용하지 않을 수도 있지만 이 비디오의 팁들은 다른 슬라이서에도 여전히 유효합니다.
PolyMide™ CoPA 또는 기타 표준 비복합 나일론에서의 오버행
난이도: 어려움 STL/설계 파일 링크: https://www.thingiverse.com/thing:2151369 목표: 특히 오버행과 관련하여 CoPA를 출력할 때의 어려움을 이해하세요
CoPA는 특히 오버행에서 출력하기 매우 어려운 재료입니다. 이 테스트는 실패하도록 설계된 면이 있어 확실히 문제가 발생할 것이지만, 시도하면서 재료에 대해 더 많이 배울 수 있습니다. 깨끗한 55° 각도를 달성할 수 있다면 훌륭한 성과입니다. 우리는 일반적으로 사용자가 CoPA로 출력할 때 급격한 오버행을 피하고 서포트를 필요로 하지 않도록 부품을 설계할 것을 권장하며, 이 테스트를 통해 그 이유를 알게 될 것입니다. CoPA는 매우 흡습성이 있으므로 출력하는 동안 스풀을 필라멘트 드라이어에 보관하세요. 드라이어가 없다면 PolyDryer를 보내드릴 수 있는지 확인하기 위해 Nicolas Tokotuu에게 문의하세요.
팁:
비디오 설정 조정으로 더 깨끗한 오버행을 출력하는 방법에 관하여.
휘거나 빌드 플레이트에 달라붙는 문제가 있나요? 빌드 플레이트 온도가 올바르게 설정되었는지 확인하세요. PVA 풀스틱을 사용하는 것도 도움이 됩니다.
압출 시 "팝" 또는 "크래킹" 소리가 들리나요? 필라멘트가 수분을 흡수했으며 반드시 건조가 필요합니다. 젖은 나일론 스풀은 깨끗하게 출력하기 거의 불가능할 것입니다.
출력 온도와 속도를 조절해 보세요. CoPA는 온도에 매우 민감하니 출력 온도를 5도씩 올리거나 내려 다른 결과가 나오는지 확인해 보세요.
어떤 PLA에서든 테스트 프린트에서 25-30 점 획득
난이도: 어려움 STL/설계 파일 링크: https://www.thingiverse.com/thing:2151369 목표: 이 모델은 출력의 무작위 문제들을 파악하기에 좋으며 다양한 잠재적 문제들을 포함합니다.
팁:
채점 시스템을 참고하세요 여기 팁과 점수가 무엇인지 확인하려면
출력 속도와 가속을 늦추는 것은 무작위 오류와 출력 품질 문제에 많은 도움이 될 수 있습니다
25점을 얻는 것은 매우 어려울 것이므로 달성하지 못해도 낙담하지 마세요. 프린터는 공차와 같은 정밀도에 있어 매우 민감할 수 있으므로 잘 만들어진 프린터가 없다면 25점을 얻지 못할 수도 있습니다.
고스팅(링잉)이 많이 발생하고 모서리가 뾰족하지 않다면 입력 성형(input shaping)과 압력 보상(pressure advance)에 대해 알아보세요. 일부 프린터(예: Bambu)는 이를 자동으로 보정하지만 다른 프린터는 그렇지 않습니다. 앞서 언급했듯이 이러한 보정이 없다면 속도와 가속을 줄이는 것이 도움이 되지만 출력 완료에 훨씬 더 많은 시간이 걸릴 것입니다.
Last updated
Was this helpful?