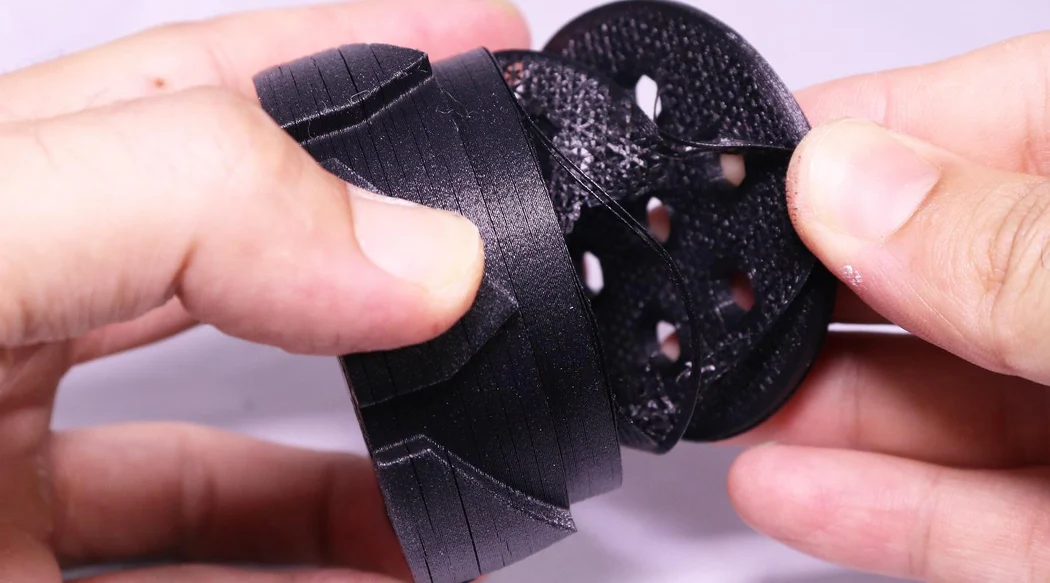
레이어 접착 불량
강한 레이어 접착은 방수 부품에만 필요한 것이 아닙니다.
깨끗하고 튼튼한 출력물을 위해서도 필수입니다.
레이어끼리 잘 붙지 않으면 출력물은 쉽게 갈라지고 벗겨집니다.
사용 중인 소재 이해하기
소재마다 필요한 온도와 속도 설정이 다릅니다.
사용 중인 소재에 맞는 권장값을 먼저 확인하세요.
문제 해결을 더 진행하기 전, 재료 과학도 함께 읽는 것을 권장합니다.
압출 온도 올리기
레이어 접착 불량의 가장 흔한 원인 중 하나는 압출 온도가 너무 낮은 경우입니다.
제조사 권장값을 따르는 것이 가장 안전한 출발점입니다.
특히 유연한 필라멘트를 빠르게 출력할 때 중요합니다.
온도를 조금씩 올려 보며 개선되는지 확인하세요.
더 큰 노즐 사용
재료 과학에서 설명하듯, 레이어 접착은 레이어 사이 사슬 얽힘이 많을수록 좋아집니다.
노즐 직경을 키우면 접촉 면적이 늘어나 접착 향상에 도움이 됩니다.
출력 속도 낮추기
속도를 낮추면 노즐이 아래 레이어와 더 오래 접촉합니다.
큰 노즐과 낮은 속도를 함께 쓰면 레이어 간 얽힘이 늘어 더 강한 접착을 얻을 수 있습니다.
예를 들어 ABS나 ASA는 0.6mm 노즐, 낮은 속도, 높은 온도 조합이 효과적입니다.
느리고 뜨겁게 출력하면 레이어 접착이 크게 좋아집니다.
압출 부족
압출 부족 자체도 레이어 접착 불량의 원인입니다.
익스트루더가 계산한 양보다 적게 토해내면 접착은 약해질 수밖에 없습니다.
익스트루더를 교체했거나 DIY 프린터라면 E-step이 맞는지 확인하세요.
일시적 압출 부족도 원인일 수 있습니다.
자세한 내용은 출력물의 누락 레이어와 구멍에서 확인하세요.
핵심은 익스트루더 기어가 스테퍼 축에 단단히 고정돼 있고 유격이 없어야 한다는 점입니다.
토크 부족
익스트루더 모터가 스킵하면 결국 압출 부족과 약한 레이어 접착으로 이어집니다.
자세한 내용은 익스트루더 모터 스킵 / 노즐 막힘을 참고하세요.
아직 기어드 익스트루더가 아니라면 업그레이드가 가장 확실한 해결책일 수 있습니다.
부품 냉각 팬 끄기
부품 냉각 팬은 표면 품질에는 도움이 되지만, 많은 소재는 강도와 레이어 접착을 위해 팬을 꺼야 합니다.
이 설정은 뒤틀림을 줄이는 데도 도움이 됩니다.
일반적으로 열용량과 밀도가 높은 폴리머일수록 팬 이점이 큽니다.
반대로 ABS, HIPS처럼 밀도가 낮은 폴리머는 팬을 끄는 편이 유리한 경우가 많습니다.
사용 중인 소재의 제조사 권장값을 꼭 확인하세요.
소재 보관 상태 확인
오래됐거나 습기를 먹은 필라멘트는 진단하기 어려운 문제를 만들 수 있습니다.
층간 박리
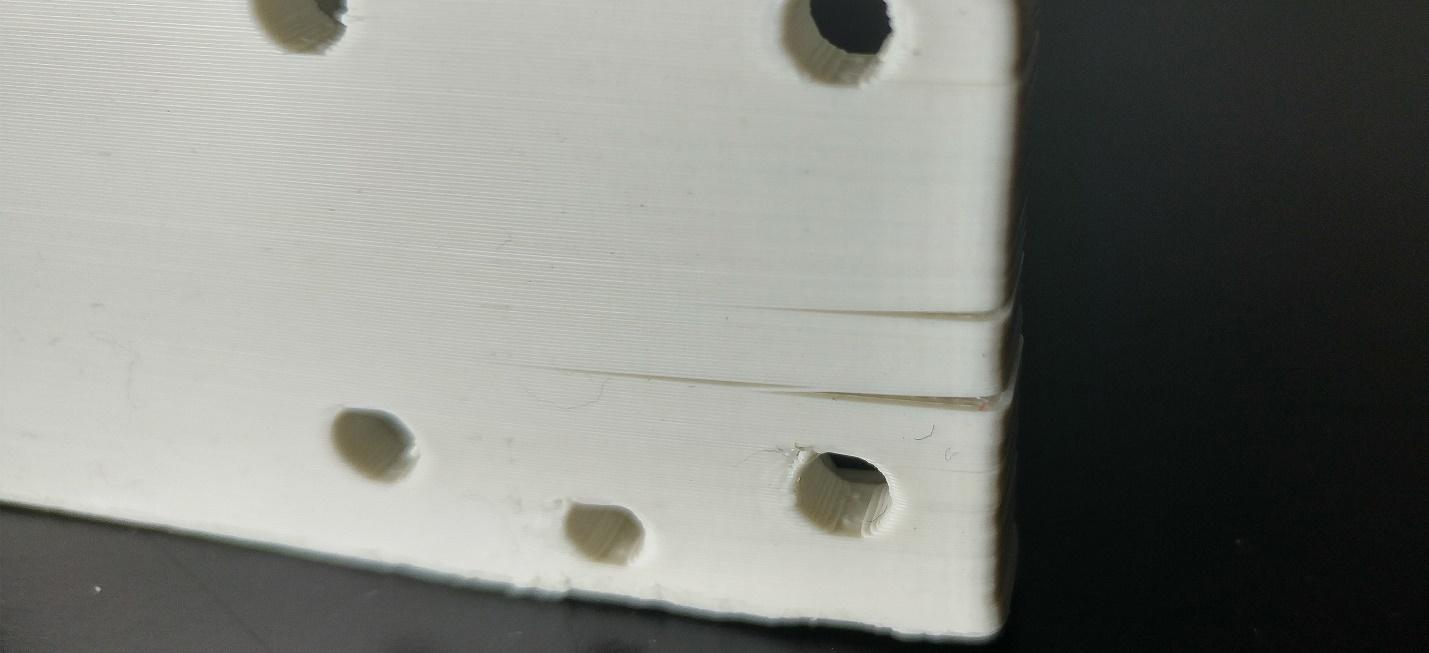
층간 박리는 단순한 레이어 접착 불량과는 다른 문제로 보는 편이 맞습니다.
레이어 접착이 강해도, 뒤틀림이 큰 소재에서는 층간 박리가 생길 수 있습니다.
이 문제는 뒤틀림 페이지에서 별도로 다룹니다.
레이어 접착 향상 요약
재료 과학을 먼저 읽습니다.
제조사 권장 출력 조건 안에서 테스트를 시작합니다.
문제가 계속되면 탄소섬유 강화 소재 대신 일반 소재로도 비교해 봅니다.
권장값 안에서도 접착이 약하면 압출 온도를 조금 올립니다.
더 큰 노즐을 사용합니다.
출력 속도를 낮춥니다.
E-step과 압출 부족 여부를 확인합니다.
토크가 충분한지, 익스트루더 모터가 스킵하지 않는지 확인합니다.
해당 소재가 요구한다면 부품 냉각 팬을 끕니다.
사용 중인 소재 상태 자체에 문제가 없는지 확인합니다.
층간 박리가 보이면 뒤틀림을 확인합니다.
마지막 업데이트
도움이 되었나요?