이 문제는 압출하지 않아야 할 이동 구간에서 노즐이 새며 생깁니다.
오징 현상 자체를 이해하면 원인을 더 쉽게 찾을 수 있습니다.
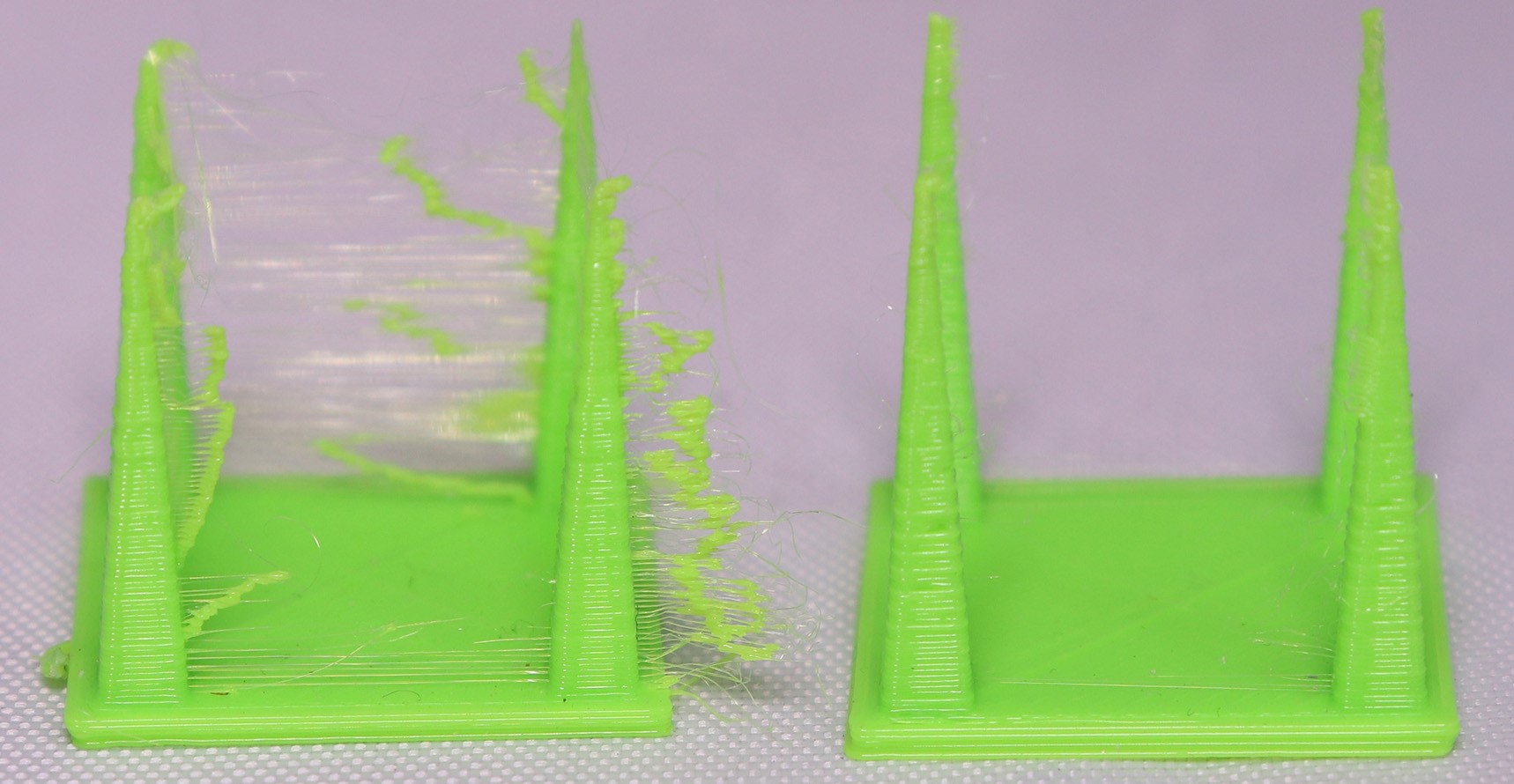
오징
관련 내용은 재료 과학에서 확인할 수 있습니다.
리트랙션은 이동 중 새는 재료를 줄이는 가장 기본적인 방법입니다.
보우든은 다이렉트보다 훨씬 더 큰 리트랙션이 필요합니다.
또한 핫엔드와 익스트루더 사이 간격이 작을수록 필요한 리트랙션도 줄어듭니다.
PLA는 세팅이 맞으면 꽤 깔끔해질 수 있지만, PETG는 어느 정도 실 끌림이 남을 수 있습니다.
트래블 속도를 높이면 새는 시간이 줄어 실 끌림도 줄어듭니다.
기계가 버틴다면 꽤 높은 트래블 속도도 쓸 수 있습니다.
다만 진동이 커지거나 스테퍼가 스킵하면 다시 낮춰야 합니다.
코스팅은 마지막 압출 구간 일부를 비워 남은 압력으로 마무리하게 합니다.
실 끌림을 줄이는 데 좋지만, 필요 없을 때 쓰면 출력물의 구멍과 누락 레이어가 생길 수 있습니다.
특히 저가형 보우든과 PETG에서는 효과가 있는 경우가 많습니다.
수분을 먹은 필라멘트는 실 끌림이 더 심해질 수 있습니다.
압출할 때 팝핑이나 크랙킹 소리가 나면 건조가 필요할 가능성이 큽니다.
팝핑
크랙킹
재료 과학 내용을 함께 참고해 보세요.
리트랙션 값을 늘려 보세요.
트래블 속도를 높여 보세요.
보우든 방식이라면 코스팅도 시도해 보세요.
필라멘트를 건조하거나 새 스풀로 바꿔 보세요.
마지막 업데이트 21일 전
도움이 되었나요?