Extrusoras
Como as extrusoras funcionam
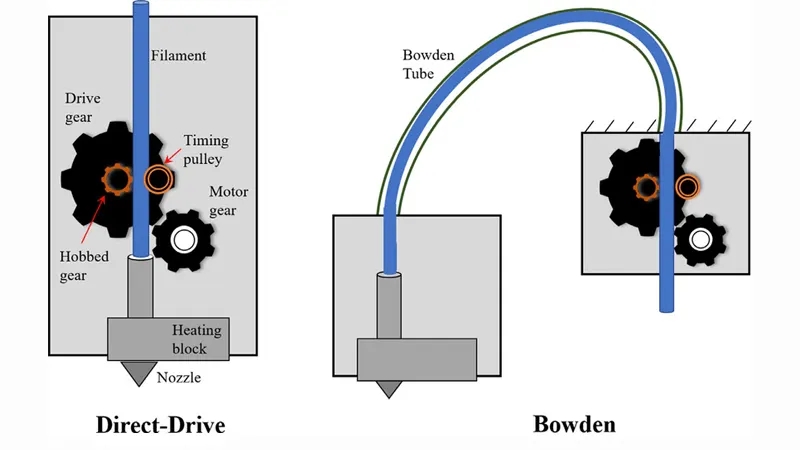
Tipos de extrusora: Bowden vs. direct drive
1. Extrusora Bowden
2. Extrusora direct drive
Recursos e projetos avançados
Problemas comuns na extrusora
Subextrusão
Filamento sendo mastigado
Stringing e vazamento
Boas práticas de manutenção
Qual extrusora escolher?
Aplicação
Tipo recomendado
Last updated
Was this helpful?