Questions uniques sur les produits 2025
Ces questions sont très spécifiques mais ont été posées dans le passé. Elles sont spécifiquement ici comme ressource pour que l'IA puisse les parcourir et mieux vous aider.
Y a-t-il un endroit où nous pouvons commander des échantillons (swatches) ?
Bien que nous n'offrions pas actuellement d'échantillons, un tiers semble proposer des options pour nos matériaux. Cette entreprise n'est pas liée à Polymaker, mais vous pouvez voir certaines de leurs options pour nos matériaux ICI
PolyMax™ ou PolyLite™ PC s'appelait-il auparavant "PC-Plus" ou "PC-Max" ?
Ce changement de nom a eu lieu il y a assez longtemps, mais oui.
PolyMax™ PC était PC-Max PolyLite™ PC était PC-Plus
Avez-vous des suggestions pour un matériau résistant à l'usure similaire au iglidur i3-PL-10000 d'igus en SLS ?
Bien que nous n'ayons pas effectué de tests ou de comparaisons, CoPA ou PA612-CF15 peuvent être les meilleures options à essayer.
Pouvez-vous fournir une localisation et un numéro de téléphone aux États-Unis pour des documents SDS ?
C'est possible mais cela peut nous prendre quelques jours ouvrables. Veuillez contacter [email protected] en indiquant les matériaux concern és et nous travaillerons à leur création.
Documents SDS précédemment réalisés avec une localisation aux États-Unis : HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
Avez-vous une certification UL pour PC-FR ? Pouvez-vous en obtenir une ?
Je suis désolé mais PolyMax™ PC-FR (PC-FR) n'a pas de certificat UL (comme une UL Blue Card), mais il a été testé pour la retardation à la flamme par SGS (inclus dans le lien que j'ai envoyé plus tôt) en utilisant la méthode IEC 60695-11-10:2013/Cor.1:2014 Méthode B, qui est équivalente à la norme UL 94. Le résultat obtenu est la classification V-0, qui est la note la plus élevée pour la retardation à la flamme dans le test UL 94.
Vous pouvez trouver nos résultats de test ici : https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
Nous n'avons actuellement pas de plans pour des certifications UL.
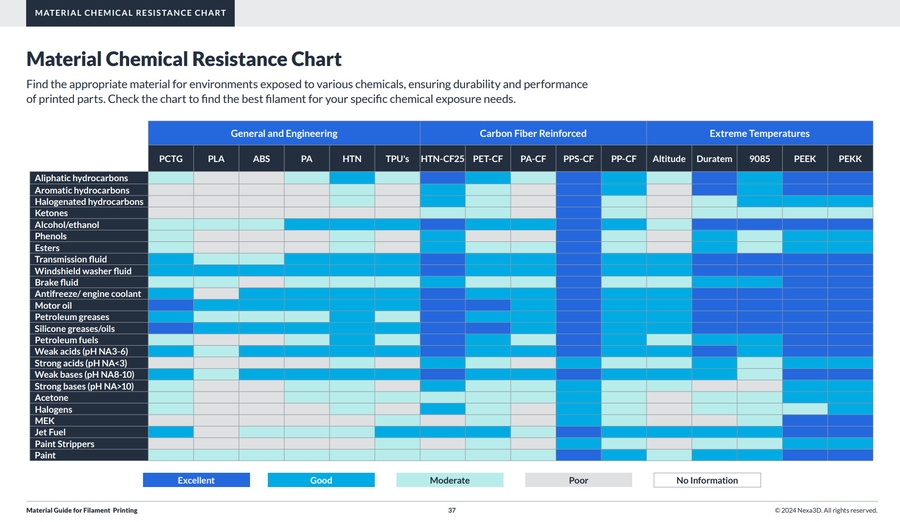
Le PETG est-il sûr en présence d'acétone ?
La réponse provient de la section "DONNÉES DE RÉSISTANCE CHIMIQUE" de la fiche technique PolyLite™ PETG. Elle indique que le matériau a une résistance "Faible" aux acides forts, avec une note expliquant que "Faible" signifie que le matériau devient instable au contact du produit chimique à température ambiante. L'acétone, un solvant puissant, tombe dans cette catégorie. Ainsi, PolyLite™ PETG n'est pas sûr en présence d'acétone, car il se dégradera ou deviendra instable.
Le PLA de couleur naturelle contient-il des colorants ?
Le PLA de couleur naturelle signifie qu'il n'y a pas de colorants.
J'ai vu des personnes mentionner que leurs mains s'irritent lorsqu'elles manipulent des objets imprimés avec du filament renforcé en fibres. Avez-vous des recommandations ?
Façons de réduire l'irritation
Post-traitement sans exposer les fibres
Minimisez le ponçage agressif qui coupe les fibres.
Si le ponçage est nécessaire, terminez avec un grain très fin (par ex., 600+) pour réduire les pointes de fibres tranchantes.
Recommandations de revêtement
Résine époxy (couche mince) → Idéal pour sceller les fibres et ajouter de la durabilité.
Vernis polyuréthane transparent (type pulvérisé automobile) → Plus facile à appliquer, bonne étanchéité de surface.
Vernis acrylique en spray → Scellement léger, méthode la plus simple mais moins robuste.
Tous ces revêtements créeront une surface lisse qui empêche le contact avec les fibres et peut améliorer l'esthétique et la résistance aux intempéries.
Peut-on trop dessécher des matériaux CF-Nylon ? Par exemple les sécher alors qu'ils ne sont pas humides ?
Sécher du CF-Nylon quand il n'est pas humide ne lui fera pas de mal, tant que vous respectez les températures et durées recommandées. Le vrai risque est la surchauffe, pas le sur-séchage.
La résistance au fluage du PET-CF est-elle significativement affectée par l'absence de recuisson (annealing) ?
Il existe plusieurs façons d'améliorer les performances en fluage :
1. Augmentez l'épaisseur des parois et la densité de remplissage de la pièce imprimée afin de vous assurer que la surface imprimée soumise à contrainte est imprimée dans la direction du plan plutôt que dans la direction Z.
2. Nous recommandons fortement la recuisson (annealing), qui améliorera effectivement le fluage. Si la recuisson n'est pas possible, nous recommandons de définir la surface porteuse comme la surface inférieure imprimée.
3. Si la déformation ne peut être supprimée, nous suggérons d'ajouter un entretoise pour réduire une partie de la pression.
Est-il sûr de couper du PLA avec un laser CO2 ? Votre matériau contient-il du PVC ou d'autres matériaux qui ne devraient pas être découpés au laser CO2 ?
Notre PLA ne contient pas de PVC mais dégage des gaz de manière assez importante. Donc à moins que quelqu'un ait un système de ventilation TRÈS performant, l'environnement sera trop toxique.
En bref, il coupera correctement avec un laser CO2, mais nous ne le conseillerions pas.
Mon Anycubic ACE Pro a des problèmes d'emmêlement de filament avec votre Matte PLA, pourquoi cela ?
Il s'agit d'un problème spécifique à la configuration ACE Pro et au Panchroma Matte PLA. Nous ne savons pas pourquoi cela se produit et nous enquêtons en interne. Mais encore une fois, cela concerne uniquement l'ACE Pro et le Panchroma Matte PLA.
Si vous effectuez de nombreux cycles de séchage d'un CF-Nylon, les performances du matériau se dégradent-elles ?
Le séchage répété des CF-Nylon aux bonnes températures ne devrait pas les rendre cassants ni les dégrader. Veillez simplement à ne pas sécher au-dessus de la température recommandée.
Un matériau nylon au fibre de carbone produit par Polymaker contient-il des PFAS ?
Il n'y a pas de PFAS dans aucune formule PA-CF.
Puis-je utiliser du mastic de carrosserie automobile dilué à l'acétone sur des mélanges Fiberon sans compromettre la résistance, le warpage et la résistance à la température ?
Utilisation de mastic local automobile (dilué à l'acétone)
Le mastic local peut généralement être utilisé sur des composites en nylon comme PA6-GF25 et PA6-CF20, mais il y a quelques points clés à considérer :
L'acétone n'est pas recommandée pour les matériaux à base de nylon. Le nylon est partiellement sensible aux solvants polaires comme l'acétone, ce qui peut provoquer un ramollissement de surface, un gonflement ou des contraintes internes—surtout sur les polymères semi-cristallins comme le PA6. Cela peut conduire à une perte localisée de résistance ou à des fissures de contrainte au fil du temps.
Nous recommandons plutôt d'utiliser des charges à base d'époxy ou de polyester sans dilution par des solvants puissants, ou d'utiliser un mastic compatible plastique conçu pour les pare-chocs automobiles ou les plastiques à base de nylon.
Testez toujours tout mastic ou charge sur une petite zone de la pièce avant application complète.
Revêtement en résine polyester – Risque de gauchissement
Votre inquiétude concernant la chaleur issue du durcissement de la résine est tout à fait valide :
De nombreuses résines polyester sont exothermiques pendant le durcissement, avec des températures internes pouvant dépasser 80–100°C, selon le volume et les conditions ambiantes.
Étant donné que les composites PA6 commencent à s'assouplir au-dessus d'environ 100–120°C (bien qu'ils ne se déforment pas sévèrement avant environ 200°C), les pièces à paroi fine ou peu supportées pourraient se déformer pendant le durcissement, surtout si elles sont serrées ou mal soutenues.
Si vous souhaitez utiliser une approche de revêtement, voici quelques options plus sûres :
Options de finition recommandées
Apprêt époxy 2K ou primaire de carrosserie
Ces apprêts offrent une bonne adhérence aux matériaux PA (surtout avec un léger ponçage ou des promoteurs d'adhésion) et sont thermiquement stables pendant le durcissement.
Promoteurs d'adhérence pour plastiques automobiles
Utilisez un promoteur d'adhérence formulé pour surfaces PA ou PP avant d'appliquer les couches de finition ou les mastics.
Revêtement résine époxy à faible exothermie
Si vous souhaitez un revêtement en résine, choisissez un système époxy à faible exothermie conçu pour le lissage des surfaces composites. Testez d'abord sur une petite pièce pour assurer la stabilité dimensionnelle.
Finition mécanique + Peinture
Pour le résultat le plus propre : poncez, appliquez un apprêt mastic, reponcez, et finissez avec un système de peinture automobile conçu pour pièces en plastique.
Résumé
Évitez le mastic à base d'acétone directement sur les pièces en nylon
La résine polyester peut provoquer du gauchissement — utilisez avec prudence ou évitez pour les pièces grandes/minces
Utilisez des mastics compatibles plastique, des revêtements à faible exothermie, ou une pile apprêt-mastic + peinture comme approche plus sûre
Avez-vous des matériaux biocompatibles ?
À ce jour, nous n'avons pas de matériau ayant passé les tests rigoureux de biocompatibilité, mais nous travaillons sur ce sujet.
Pourquoi les produits PLA portent-ils un avertissement Proposition 65 pour le benzène ?
C'était un jugement de l'équipe produit. L'hypothèse était que le benzène est un ingrédient couramment utilisé, CA-65 exige que le fabricant indique au moins un matériau, mais nous ne pouvions pas tester tous nos produits, donc l'équipe produit a décidé d'indiquer le benzène sur l'étiquette. Cela ne signifie pas que nos produits contiennent du benzène.
Nous pourrions effectuer des tests supplémentaires à l'avenir pour voir si nous pouvons retirer cette étiquette.
Quelle est la teneur en humidité des matériaux Fiberon™ au moment de l'emballage ?
Tous les filaments Fiberon™ sont séchés et conditionnés sous vide pour garantir une teneur en humidité inférieure à 0,3 %. Selon nos tests au niveau des lots, les résultats typiques sont inférieurs à 0,15 %.
Séchez-vous le filament Fiberon™ après le refroidissement par eau lors de l'extrusion ?
Oui. Tous les filaments Fiberon™ subissent un processus de séchage post-extrusion dédié avant l'enroulement et l'emballage.
Pourquoi l'impression des matériaux ESD à des températures plus élevées réduit-elle drastiquement la résistance ?
Des températures d'impression plus élevées améliorent la mobilité et la dispersion des CNT (nanotubes de carbone) dans la masse polymère, permettant une meilleure formation de réseau. Cette connectivité améliorée réduit la résistance de surface, parfois de plusieurs ordres de grandeur.
Avez-vous des tests EN71-3 pour l'UE concernant les jouets pour certains produits ?
Pour l'instant nous n'en avons pas. Mais c'est quelque chose que nous étudions actuellement.
Quel filament Polymaker offre une résistance aux diluants/solvants de peinture courants ?
Le PPS serait la meilleure option pour cela, donc nous suggérerions soit Fiberon™ PPS-CF10 soit Fiberon™ PPS-GF20.
Quel matériau suggéreriez-vous qui soit petit comme ceci et résistant au fluage ?
La meilleure option pour cela serait probablement PolyMax™ PC.
Avez-vous des informations sur le facteur de dissipation du matériau PPS-GF20 ?
Nous n'avons pas testé le facteur de dissipation auparavant.
Nous avons vérifié et nous avons de petites doses d'autres composants dans nos formulations pour améliorer l'imprimabilité du matériau, et ceux-ci peuvent provoquer un facteur de dissipation élevé, mais nous n'avons pas de valeurs spécifiques à fournir. Il est recommandé d'effectuer les tests correspondants selon les paramètres de l'application spécifique.
Nous comprenons également que la forte cristallinité du PPS aide à réduire la dissipation et la constante diélectrique, et il est recommandé de recuire le matériau à 130 degrés ou 230 degrés avant les essais.
De plus, il existe des valeurs pour la constante diélectrique dans les Fiches Techniques (TDS) qui peuvent aider.
Je prévois d'utiliser le filament PolyCast non pas pour la cire perdue, mais pour la coulée par mousse perdue — est-ce possible ?
Non, cela ne fonctionnera pas, le métal en fusion n'est pas suffisant pour éliminer le moule PolyCast.
La mousse est facile à brûler et à vaporiser au contact du métal en fusion, nous pensons que PolyCast est trop dense.
Le HT-PLA peut-il être utilisé comme matériau de support pour des matériaux à plus haute température ?
Oui ! Le HT-PLA a été testé par la communauté et il fonctionne très bien comme matériau de support pour PET-CF. Il peut fonctionner pour d'autres matériaux haute température aussi, mais jusqu'à présent seul PET-CF a été testé.
Le TPU de Polymaker est-il à base d'esters ou d'éthers ?
Nous ne pouvons pas divulguer cette information pour le moment.
Avez-vous la permittivité relative pour l'ABS et l'ASA ?
Nous sommes désolés mais ce n'est pas quelque chose que nous avons pour le moment.
Pouvez-vous vendre des bobines vides ?
Je suis désolé mais nous n'offrons pas la vente de bobines vides pour le moment. Il peut être utile de vérifier auprès de notre très active Discord communauté toutefois pour voir si des membres ont des bobines vides qu'ils peuvent donner.
Il semble y avoir une ligne au-dessus du joint du piston sur ma boîte PolyDryer. Est-ce normal ?
Oui c'est normal. C'est la ligne de moulage par injection.
Il est difficile de l'enlever entièrement surtout avec un matériau transparent
Le PPS-CF ou d'autres matériaux nécessitent-ils une ventilation lors de la recuisson (annealing) ?
Bien qu'une bonne ventilation soit requise pour tous les matériaux lors de l'impression, la recuisson ne devrait pas en nécessiter car la température n'atteint pas un niveau justifiant une ventilation.
Vos bobines plastiques de 5KG sont-elles recyclables ?
Nos bobines de 5KG sont en PP (polypropylène) et contiennent même du PP recyclé. Elles sont recyclables à condition de vérifier d'abord auprès de votre centre de recyclage local.
L'impression ASA produit-elle des COV ?
Oui, normalement l'odeur lors de l'impression ASA est plus forte que pour le PLA/PETG, car il reste plus de petites molécules dans l'ASA issues du processus de polymérisation, ce qui peut être considéré comme une propriété inhérente de l'ASA. Nous recommandons également de regarder cette vidéo de Thomas Sanladerer : https://www.youtube.com/watch?v=nofn_MHrxrsComme vous pouvez le voir dans cette vidéo, il est recommandé d'avoir une ventilation et une filtration adéquates quel que soit le plastique que vous imprimez.
Avez-vous un certificat indiquant que TPU90 est conforme aux exigences essentielles de sécurité et de performance du Règlement (UE) 2017/745 relatif aux dispositifs médicaux ?
Les tests effectués sur PolyFlex TPU90 sont réalisés selon la méthode ISO 10993 - 5 (tests de cytotoxicité in vitro), 10 (tests d'irritation et de sensibilisation cutanée), 11 (tests de toxicité systémique), 23 (tests d'irritation). Tous les rapports de test sont joints. Voici quelques éléments à retenir
l'ISO 10993 est la norme pour les dispositifs médicaux (pas pour les matériaux). (UE) 2017/745 est également la norme pour les dispositifs médicaux (pas pour les matériaux). Dans ce cas, les tests devraient finalement être réalisés sur des semelles imprimées, ce qui signifie que les matériaux, les imprimantes, le processus d'impression, l'environnement d'impression, etc., sont tous liés au résultat final. Et les tests devraient être réalisés par notre client, si leurs produits sont considérés comme des dispositifs médicaux qui doivent suivre (UE) 2017/745
Le but pour les entreprises de matériaux (comme nous) de réaliser des tests sur le matériau est uniquement d'augmenter la confiance que les produits finaux (comme des semelles) peuvent réussir les tests
De manière générale, le fait qu'un matériau passe ISO-10993 -5/10/11/23 est un bon indicateur pour une application en contact avec la peau
Quelles sont les taux de retrait (shrinkage) de nos nylons ? Combien rétrécit CoPA ou PA6-CF ou PA12-CF ou PA612-CF ou tout nylon ?
Cela dépend un peu si vous parlez de la pièce juste après impression et recuisson, ou si vous parlez après l'avoir laissée se conditionner en humidité. Juste après la recuisson, l'impression en nylon va légèrement rétrécir, mais après l'avoir exposée pour conditionnement à l'humidité, la pièce va en réalité légèrement gonfler en absorbant l'humidité.
Plus de données peuvent être trouvées ICI
Comment combiner deux impressions PolyCast ou PolySmooth PVB ensemble ?
Pour combiner deux pièces PolyCast : de l'alcool (c'est un bon solvant pour le PVB, qui se dissout en liquide puis colle les deux moitiés, puis le solvant s'évapore en laissant un solide)
Quel revêtement ou plâtre associer au mieux avec PolyCast pour la céramique d'investissement ?
Pour la coulée d'investissement avec le filament PolyCast, le choix du revêtement céramique peut dépendre du type de métal coulé et de la finition de surface désirée. Les options courantes incluent :
Revêtements à base de silice : largement utilisés et généralement compatibles avec divers métaux.
Revêtements à base de zircone : souvent préférés pour les applications à haute température car ils offrent une meilleure résistance aux chocs thermiques.
Quelle est l'hygroscopicité de votre Fiberon PPS-CF ? Dans quelle mesure est-il affecté par l'humidité ? Le PPS-CF nécessite-t-il un sèche-filament ?
Le PPS-CF a une très faible vitesse d'absorption d'humidité et n'est pas sensible à l'humidité. Cependant, l'humidité adhérant au filament peut dégrader l'apparence des pièces imprimées. Par conséquent, nous recommandons d'utiliser une PolyBox ou un PolyDryer pour stocker le filament. Si le filament a été exposé à l'environnement pendant plus de 3 jours, nous suggérons de le sécher de nouveau avant utilisation.
Puis-je imprimer Fiberon PPS-CF à 300 degrés Celsius ? Le PPS-CF peut-il être imprimé à une température inférieure ?
Nous avons fixé la température minimale d'impression recommandée pour le PPS-CF à 310°C parce que, bien que l'extrusion soit possible à 300°C, cela peut entraîner une résistance inter-couches significativement réduite. Cela nuirait aux performances globales et à l'expérience utilisateur.
Aurons-nous des bobines Fiberon en 1KG ? PET-CF, PPS-CF, PA-CF. Bobines 1KG pour Fiberon ?
Nous ne fabriquerons pas de bobines Fiberon de 1KG dans un avenir proche en raison du fait que les mélanges à fibres de carbone sont plus fragiles sur la bobine et difficiles à enrouler serré. Cela signifie que le noyau de la bobine est plus grand et qu'1KG de filament ne rentrera pas sur une bobine prévue pour 1KG.
Nous proposons toutefois des options de 3KG pour tous les produits Fiberon.
Quelle est la compatibilité chimique du PPS-CF10 au contact de pétrole brut et de solvants aromatiques à ~120°C pendant de longues périodes (plusieurs mois) ?
Nous avons optimisé l'imprimabilité du PPS-CF10 pour le rendre plus facile à travailler, mais le matériau de base reste le PPS. Le PPS possède intrinsèquement une bonne résistance aux huiles et aux hydrocarbures aromatiques, et nous pensons que ces propriétés de résistance chimique resteront inchangées dans ce mélange.
Cependant, en raison de la nature spécifique de votre application, nous recommandons de réaliser des tests pour valider les performances du matériau avant une mise en œuvre complète. Cela permettra de s'assurer que d'éventuelles différences liées au changement de matériau n'affectent pas négativement vos résultats.
Existe-t-il un moyen d'étanchéifier le Nylon à fibres de carbone ? Cela inclut PA6-CF, PA12-CF, PA612-CF. Y a-t-il un moyen de rendre le nylon à fibres de carbone étanche à l'eau ?
Nous n'avons pas beaucoup d'expérience à ce sujet, mais nous avons trouvé plusieurs articles expliquant comment rendre les pièces étanches en utilisant un processus d'impression approprié.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
Existe-t-il une certification UL94 pour PPS-CF ? Le PPS-CF est-il certifié UL94 ?
Il n'y a pas de certification UL94 pour le PPS-CF
Comment la résistivité de surface du PETG-ESD varie-t-elle en fonction de la température d'impression ? La température d'impression affecte-t-elle la résistivité de surface ?
La résistivité de surface est liée à la température de la buse, car la résistivité de surface est liée à
la conductivité du matériau
l'adhérence coquille à coquille et couche à couche - moins d'espace entre coquille-coquille et couche-couche aide à réduire la résistivité de surface
Par conséquent, l'utilisation d'une température de buse plus élevée aide à réduire la résistivité de surface.
Plus d'infos ICI
Pourquoi la température de transition vitreuse (Tg) est-elle inférieure à la température de déflexion thermique (HDT) pour les matériaux nylon (ou tout autre matériau pour lequel cela est vrai) ?
La température de transition vitreuse (Tg) se réfère à la température à laquelle les régions amorphes du polymère s'assouplissent. Cependant, la HDT mesure la capacité du matériau à supporter des charges à des températures élevées, ce qui est davantage influencé par les régions cristallines et le renforcement par fibres. Comme la cristallinité augmente pendant la recuisson, la HDT peut dépasser la Tg car le matériau reste structurellement stable à des températures plus élevées sous charge.
La recuisson favorise l'augmentation de la cristallinité du polymère. Pour le PA-CF, cela signifie que les régions cristallines du matériau deviennent plus organisées et plus denses. Ces régions cristallines ont une stabilité thermique supérieure à celle des régions amorphes, permettant au matériau de conserver sa forme et sa rigidité à des températures plus élevées, même au-dessus de sa Tg.
Les fibres CF dans divers filaments chargés sont-elles les mêmes entre les mélanges (PA6, PA12, PA612, etc.) avec seulement des quantités de fibre différentes ? Ou les longueurs de fibre elles-mêmes diffèrent-elles également ?
Pour PA6-CF, PA12CF et PA612CF, nous utilisons la même fibre de carbone en production. Pour PET-CF, la fibre de carbone sera plus courte en raison d'un processus différent. Pour PETG-rCF, la fibre est différente et provient de matériau recyclé.
Le PET-CF est-il chimiquement résistant ?
La résistance chimique est principalement déterminée par le matériau de base, et le PET a généralement une bonne résistance chimique. Consultez les tableaux ci-dessous :

Comment nos filaments phosphorescents (Glow in the Dark) brillent-ils ? Nos filaments phosphorescents utilisent-ils de l'oxyde de zinc ou de l'aluminate de strontium ?
En ce qui concerne notre Panchroma Glow, il y a du strontium à l'intérieur mais pas de zinc. Pour plus d'informations, la teneur totale en poudre noctilucente dans le filament est de 2-2,5 % en poids, mais nous ne connaissons pas la teneur exacte en élément strontium.
Comment les codes hexadécimaux sont-ils déterminés ?
Le code hexadécimal est actuellement une estimation de la couleur perçue : nous prenons une photo d'une même impression sous les mêmes conditions d'éclairage et traitons chaque pixel avec un algorithme qui produit le code HEX.
Comment les TD (distances de transmission) sont-elles déterminées ?
La TD est mesurée avec le TD-1 sur le lot de référence
L'un de nos filaments contient-il du bisphénol A ? Certains filaments contiennent-ils du BPA ? Un certain matériau utilise-t-il du BPA ?
Le bisphénol A est couramment utilisé pour polymériser les matériaux PC.Les produits fabriqués à partir de polycarbonate peuvent contenir le monomère précurseur bisphénol A (BPA). Mais aucun autre produit ne devrait en contenir.
L'un de nos filaments respecte-t-il les conditions PLA EN 13432 ?
Comme nous ne nous sommes pas profondément penchés sur cette application (emballage), aucun de nos produits n'a été testé selon cette norme jusqu'à présent.
Quelle est la différence entre Panchroma Satin et Panchroma Matte ?
En réalité, c'est juste la finition - Panchroma Satin étant moins mat que Panchroma Matte. Mais en termes de marque, notre Panchroma Satin correspondait à notre PolyTerra PLA + rebranding en Panchroma Satin. Donc Satin est légèrement plus résistant que Matte - mais pas assez pour justifier l'étiquette "+" - donc nous l'appelons simplement d'après la finition de surface maintenant
Quelles sont les spécifications du ventilateur utilisé pour le PolyDryer, y compris RPM et pression d'air ?
La vitesse du ventilateur (RPM) et le débit d'air sont fixes et ne changent pas pour ajuster les réglages. De même, la puissance du chauffage reste constante ; cependant, la consommation électrique globale varie en fonction de la température cible et des changements de température d'air, ce qui est principalement causé par la régulation du courant.

Le Panchroma Translucent Natural PLA est-il le même produit que le PolyLite PLA Natural ?
Oui - c'est le même produit - simplement sous une nouvelle marque
Avez-vous la permittivité relative pour l'ABS et l'ASA ?
Ce n'est pas quelque chose que nous avons pour le moment
L'alimentation du PolyDryer possède-t-elle une homologation de sécurité d'Intertek ou UL ?
Oui ! Trouvez-les ici : Rapport de test UL Certificat GCC
Puis-je désactiver le bip du PolyDryer ?
Ce n'est pas quelque chose qui peut être modifié - bien que les nouvelles unités produites après mai 2025 peuvent : En mode “SETTING”, maintenez enfoncés les boutons “Pause” et “Decrease” pendant 5 secondes pour entrer en mode de réglage du niveau du buzzer. L'écran affichera “bu-01”. Utilisez les boutons “Increase +” ou “Decrease −” pour ajuster le volume. Il y a 3 niveaux de volume disponibles. Après avoir réglé le volume souhaité, appuyez sur le bouton “Pause” pour enregistrer le réglage et revenir au mode “SETTING”.

Le TPU peut-il supporter des températures aussi basses que -25℃ ?
Le TPU n'est pas recommandé pour ces basses températures car elles sont inférieures à la température de transition vitreuse - rendant le TPU plus dur et cassant.
Y a-t-il un moyen d'utiliser le PolyDryer avec la PolyBox ?
Il y a un fichier téléchargeable que vous pouvez utiliser ici : https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
Avez-vous des données sur la résistance en compression de l'ASA ou de l'ABS ?
Nous n'avons pas ces données pour le moment.
Existe-t-il un moyen de recharger le PLA à transition UV ?
L'effet ne durera que quelques passages à moins de mettre l'impression sous UV pendant longtemps.
Les propriétés du nylon changent considérablement selon qu'il est imprimé humide ou sec, cependant cela ne semble pas affecter les températures de déflexion thermique du matériau d'après vos fiches techniques. Est-ce vrai ?
La HDT est principalement une fonction de la structure cristalline du polymère et de la température de transition vitreuse, qui ne sont pas significativement affectées par l'humidité absorbée.
Bien que l'humidité réduise la résistance à la traction et le module, le point d'adoucissement sous une charge donnée (que mesure la HDT) reste relativement stable car il dépend de la transition thermique du polymère de base et du renforcement par fibres, et non de petits changements dans les régions amorphes.
Cela dit, le vieillissement thermique à long terme en environnements humides peut tout de même accélérer la dégradation des propriétés, même si la HDT lors d'essais à court terme reste similaire.
Donc en bref :
Bien que la HDT du PA6-CF soit en grande partie inchangée selon l'état humide ou sec, cela ne signifie pas que les performances sous chaleur et charge seront identiques en conditions réelles, car la résistance au fluage et la stabilité dimensionnelle peuvent tout de même diminuer avec l'humidité.
Si votre application implique une exposition continue à des températures élevées et à l'humidité, nous recommandons :
✔ Imprimer avec du filament sec
✔ Recuire après impression pour améliorer la cristallinité et la stabilité dimensionnelle
✔ Envisager PET-CF ou PPS-CF pour une meilleure stabilité hydrolytique si la résistance à l'humidité est critique
Quels sont les codes HS pour vos produits ?
Code HS Filament : 3916909000
Code HS Polybox : 84193900
Code HS PolyDryer 8419390000
Code HS boîte PolyDryer 8419908590
Code HS Polysher : 8465930000
Code HS Nébuliseur : 8424300000
Code HS granulés PolyCore : 3903900000
Y a-t-il un moyen de recharger le Panchroma PLA à transition UV car le changement UV s'est dégradé avec le temps ?
Une fois que l'effet de transition UV dans le PLA s'est estompé, il ne peut pas être rechargé ni restauré — c'est une limitation connue du matériau.
La résistance à la température d'un nylon change-t-elle quand il est humide vs sec ?
Les matériaux à base de nylon, y compris le PA6-CF, montrent des changements mécaniques significatifs en fonction de la teneur en humidité. La résistance, la rigidité et la stabilité dimensionnelle diminuent généralement à mesure que l'absorption d'humidité augmente.
Cependant, en ce qui concerne la température de déflexion thermique (HDT) :
La HDT est principalement une fonction de la structure cristalline du polymère et de la température de transition vitreuse, qui ne sont pas significativement affectées par l'humidité absorbée.
Bien que l'humidité réduise la résistance à la traction et le module, le point d'adoucissement sous une charge donnée (que mesure la HDT) reste relativement stable car il dépend de la transition thermique du polymère de base et du renforcement par fibres, et non de petits changements dans les régions amorphes.
Les bobines Fiberon usent ma buse durcie - est-ce à prévoir ?
Les buses sont des pièces consommables et tous les matériaux à fibre de carbone vont user les buses. Et plus la fibre est dure et plus la teneur élevée, plus l'usure sera rapide. Le matériau de la buse en acier durci ralentit ce processus. Si une grande précision est requise, nous recommandons de changer les buses régulièrement pour l'impression.
De plus, l'usure de la buse n'est pas linéaire, donc si vous ne voulez pas changer fréquemment les buses, envisagez d'utiliser des buses de 0,6 mm ou d'ajouter une compensation dimensionnelle après une période pour maintenir la stabilité.
Quel est le code HS pour les produits Polymaker ?
Les codes HS sont les mêmes par forme de produit :
Code HS Filament : 3916909000
Code HS Polybox : 84193900
Code HS Polydryer 8419390000
Code HS boîte Polydryer 8419908590
Code HS Polysher : 8465930000
Code HS Nébuliseur : 8424300000
Code HS granulés PolyCore : 3903900000
Avez-vous des informations sur le heat creep avec Polymaker CoPE ?
Si le heat creep signifie que le filament devient mou dans la zone froide et provoque un bourrage. Alors, CoPE se comporte de façon similaire au PLA régulier (sans jam-free) en raison de propriétés thermiques similaires.
Est-il possible d'utiliser la méthode traditionnelle au plâtre pour couler un modèle imprimé en filament PolyCast ?
Nous ne recommandons pas vraiment la coulée au plâtre car elle n'est généralement pas assez résistante, vous auriez besoin d'un processus de combustion très long.
Voici un gars qui a essayé de couler avec du plâtre : https://www.youtube.com/watch?v=QeNMc_THrow
Avez-vous des informations sur la conductivité thermique des produits Polymaker ?
Nous n'avons pas cette information car les polymères ne sont normalement pas utilisés pour leur conductivité thermique.
Avez-vous des valeurs CTI pour vos produits ?
Non, nous suggérons de se référer au matériau de base. Les pièces imprimées 3D ayant des remplissages différents modifieront les propriétés totales des pièces
Votre gamme PETG-ESD convient-elle pour une zone ATEX ?
Notre Fiberon™ PETG-ESD est formulée pour fournir des propriétés de décharge électrostatique (ESD) stables, mais veuillez noter les points importants suivants :
Le matériau a été testé en interne pour des valeurs de résistivité de surface qui se situent dans la plage sûre ESD.
Cependant, il ne ne dispose pas d'une certification ATEX par un tiers, ni n'a été validé spécifiquement pour les atmosphères explosives.
Parce que les paramètres d'impression 3D, la géométrie de la pièce et les conditions environnementales (telles que l'humidité et l'usure) peuvent tous influencer le comportement ESD, nous ne pouvons garantir la conformité aux exigences ATEX uniquement sur la base des données du filament.
À l'heure actuelle, nous n'offrons pas de filaments avec approbation ATEX formelle. Si votre application requiert des matériaux certifiés, nous recommandons de réaliser des tests spécifiques à l'application dans vos conditions d'exploitation ou de poursuivre une certification auprès d'un organisme notifié en utilisant des pièces imprimées.
Ceci dit, si votre exigence est principalement de maintenir une performance ESD cohérente, nous suggérons :
Imprimer le PETG-ESD à des températures de buse plus élevées (environ 270 °C) pour obtenir une conductivité optimale.
Tester régulièrement la résistivité de surface des pièces imprimées pour confirmer qu'elles restent dans la plage requise.
Pourquoi les dessus et dessous de mon impression sont-ils moins brillants et plus mats que les parois extérieures ?
Ceci est causé par la façon dont les imprimantes FDM déposent les couches, ce qui diffuse la lumière et rend la surface moins brillante. Les côtés paraissent plus clairs en raison de la façon dont les couches s'empilent. Vous pouvez essayer de réduire la vitesse du ventilateur, ralentir la vitesse d'impression ou ajuster la température, mais un fini légèrement mat fait partie du processus.
Arrêtez-vous la production de votre filament 2,85 mm ?
Oui - il est en cours d'arrêt progressif en raison du manque de demande. Nous avons toujours la capacité de fabriquer des bobines personnalisées de n'importe quelle taille, mais nous avons un minimum de commande important de 1 000 KG pour ce type de production.
Qu'est-il arrivé à votre PolyMax PC-FR ?
Nous avons eu des problèmes d'approvisionnement en matières premières et il n'est actuellement pas produit. Nous étudions une solution alternative en ce moment.
En attendant, nous suggérons d'essayer soit PPS-CF soit PPS-GF car ils sont tous deux retardateurs de flamme V0.
Avez-vous des suggestions pour les paramètres d'impression (écart Z et densité d'interface de support, etc.) pour utiliser Pachroma CoPE comme matériau de support pour le PLA ?
Les réglages de support suggérés pour l'utilisation comme support pour PLA seraient utilisés - comme une distance Z de 0 mm.
Le filament Fiberon™ PETG-ESD (anciennement PolyMax™ PETG-ESD) respecte-t-il la norme ANSI S20.20 ESD ?
Fiberon™ PETG-ESD (anciennement PolyMax™ PETG-ESD) a été testé en interne pour démontrer une résistivité de surface stable dans la plage sûre ESD. Cependant, le matériau lui-même n'est pas formellement certifié selon ANSI/ESD S20.20 ou d'autres normes tierces pour le moment.
Parce que l'impression 3D introduit de la variabilité (paramètres de l'imprimante, géométrie, environnement, etc.), la performance ESD des pièces finies peut différer. Pour cette raison, nous recommandons aux clients de valider les propriétés ESD de leurs pièces imprimées spécifiques selon leurs normes de test requises.
Le Fiberon PET-CF17 adhère-t-il au PETG standard dans une même impression ?
Fiberon™ PET-CF17 et le PETG standard sont généralement compatibles et peuvent adhérer l'un à l'autre pendant l'impression, puisque les deux sont des matériaux à base de PET. Cela permet d'utiliser PET-CF17 comme noyau structurel avec du PETG comme couche extérieure.
Cela dit, nous recommandons d'effectuer des tests spécifiques à l'application des tests avant d'utiliser cette combinaison dans des pièces finales. Bien que l'adhésion soit généralement bonne, quelques considérations sont importantes :
Différences mécaniques: PET-CF17 est renforcé et a une rigidité plus élevée avec un retrait plus faible, tandis que le PETG simple est plus ductile. Ce décalage peut provoquer des contraintes internes, en particulier dans de grandes zones d'adhérence ou sous des cycles thermiques.
Conseils pratiques: Pour de petites interfaces de surface, les matériaux adhèrent généralement bien. Pour de grandes zones de contact, nous ne recommandons pas de se fier uniquement à l'adhésion, car des contraintes peuvent s'accumuler et affecter la stabilité à long terme.
Conditions de procédé: Sécher les deux filaments et imprimer à des températures de buse suffisamment élevées aidera à assurer une bonne fusion inter-couches.
En résumé, la combinaison peut fonctionner, mais veuillez la valider selon vos exigences d'application. Pour les pièces mécaniques exigeantes, nous recommandons d'éviter de très grandes zones d'adhérence entre PETG et PET-CF17.
Avez-vous des données de sécurité cutanée pour notre Panchroma Matte ou d'autres produits Panchroma PLA ?
Non, nous n'avons aucune donnée de sécurité cutanée pour Panchroma. Le principal défi est qu'il n'existe pas de norme industrielle sur la sécurité alimentaire/cutanée pour les filaments.
Avez-vous des données de résistance en compression pour le PET-CF ?
Désolé, nous ne publions pas une « résistance en compression générique pour des connexions traversantes en PET-CF17 recuit » unique car les performances en compression/portée des pièces FFF dépendent fortement de l'orientation d'impression, l'épaisseur des parois, le remplissage, la procédure de recuisson et la géométrie locale.
Avez-vous une déclaration indiquant que vos filaments sont exempts de PFAS/PFOS ?
Oui vous pouvez la trouver sur notre Certifications et déclarationspage.
Quelles méthodes de test ESD ont été utilisées sur vos matériaux Fiberon ESD ?
La résistivité de surface pour Fiberon™ PETG-ESD et PA612-ESD est testée en utilisant la norme ANSI/ESD STM11.11 sur des barres imprimées en 3D
Mes impressions PETG-rCF adhèrent trop bien au plateau d'impression.
Nous pouvons recommander d'utiliser de la colle PVA/PVP pour aider
Le ruban à l'extrémité d'une bobine Fiberon provoque l'échec de mes impressions - cela peut-il être corrigé ?
Oui ! Cela a déjà été corrigé pour tous les produits Fiberon fabriqués après août 2025.
Avez-vous un Certificat Général de Conformité (GCC) ou un Certificat de Produit pour Enfants (CPC) pour votre filament ?
Vous pouvez trouver notre GCC sur notre Certifications et déclarationspage
Avez-vous des données de constante diélectrique pour le PETG-ESD ?
Non, la constante diélectrique concerne davantage les matériaux d'isolation tels que Fiberon PPS-GF20, pour lesquels nous avons ces données.
Les ASA-CF ou Panchroma Luminous nécessitent-ils une buse de 0,6 mm ou peuvent-ils être utilisés avec du 0,4 ?
Tous les filaments Fiberon conviennent avec du 0,4 mm. Panchroma Luminous ne nécessite pas une buse de 0,6 mm mais nécessite une buse durcie.
Quelle température devrais-je utiliser sur un fer à souder pour insérer une bague chauffée (heat set) dans un filament ?
Il n'y a pas de chiffre parfait mais nous suggérerions autour ou légèrement au-dessus de la température d'extrusion. Vous devrez agir rapidement à cette température, donc vous pouvez réduire la température si elle est trop élevée.
Le témoin lumineux rouge clignotant sur mon Polydryer signifie-t-il qu'il est en panne ?
Non ! Le témoin rouge clignotant signifie qu'il fonctionne et sèche activement.
Je constate que les supports ASA rendent les impressions plus moches avec les mêmes réglages que l'ABS - que suggérez-vous ?
Certaines personnes ont obtenu de meilleurs résultats avec le matériau de support sur ASA en diminuant l'écart Z du support par rapport à l'ABS.
Avez-vous un matériau de support recommandé pour PET-GF ?
Il est compatible avec PolySupport pour PA12 ou PLA. Cependant, d'après les tests R&D, l'adhésion est trop forte pour être considérée comme de soutien. Par conséquent, nous ne l'avons pas inclus dans la TDS.
Pour l'instant nous n'avons pas de matériau à suggérer.
Existe-t-il une mesure pour déterminer le fluage ?
Il en existe une - mais elle peut être très coûteuse. Nous développons notre propre méthode interne pour mesurer le fluage et elle devrait être ajoutée aux documents TDS dans le futur - mais pas d'ETA pour le moment.
Pourquoi y a-t-il un écart entre votre TDS et l'App pour le module de Young selon l'axe Z pour PolySmooth ?
Ils sont tous deux corrects mais avec des méthodes de test différentes, l'application Matériau est la méthode de test la plus récente.
Ancienne méthode de test : Impression d'un dogbone verticalement
Nouvelle méthode de test : Impression d'un cylindre et découpe du dogbone à partir de celui-ci
La TDS sera mise à jour sous peu.
Votre Polylite PC PC01001 contient-il du silicone ou des composants à base de silicone ?
Non, il ne contient pas de silicone ni de composants à base de silicone.
Le PET-GF adhère trop bien à mon PEI texturé, des suggestions ?
Ceci est le plus notable avec des plaques PEI texturées propres et neuves. Nous suggérons d'utiliser un bâton de colle (glue stick) sur votre plateau d'impression et d'attendre que le plateau soit à température ambiante avant d'essayer de retirer la pièce.
Avez-vous une version plus facile à imprimer en blanc de votre TDS Fiberon ?
Pas pour le moment mais nous lancerons bientôt une nouvelle version de notre application où vous pourrez exporter les informations TDS en PDF imprimable.
Pourquoi ne puis-je pas acheter du PC-FR ?
Nous avons des problèmes d'approvisionnement en matières premières et donc nous ne le fabriquons pas actuellement.
Avez-vous la conductivité thermique (λ) ou les données de valeur U du PolyLite™ PLA ?
La conductivité thermique du PolyLite PLA à l'état solide peut être référencée : 0,231 W/(m*K), et les données très détaillées ne sont pas disponibles pour le moment.
De plus, les données de conductivité thermique ne sont pas une valeur fixe, elles sont liées à l'état de cristallisation, l'état de fusion et d'autres états condensés des matériaux PLA.
Quel matériau de support recommanderiez-vous pour PET-GF ?
Pour l'instant nous suggérons PolySupport pour PA12
Connaissez-vous des fonderies pouvant utiliser votre Polycast en Europe ?
Nous avons déjà été en contact avec cette entreprise française :
En voici une que nous connaissons aux Pays-Bas, qui a déjà travaillé avec notre Polycast :
https://www.kustersgoumans.nl/nl/
Voici une très grande entreprise qui a des implantations à travers l'Europe que j'ai trouvée via Google :
Votre TPU est-il à base de polyester ou de polyéther ?
Nous ne pouvons pas divulguer les informations sur les matières premières
Avez-vous un tube PTFE résistant à l'usure/abrasion que vous pouvez suggérer pour des filaments abrasifs
Nous n'en connaissons aucun - nous sommes désolés
Proposez-vous des DMA (analyse mécanique dynamique) ?
Il existe de nombreux types de DMA - nous ne disposons pas de ces données mais veuillez nous indiquer ce dont vous avez besoin et nous pourrons nous renseigner
Avez-vous l'intention d'inclure des codes de formulation pour les produits - afin qu'il y ait le même code quelle que soit la taille de la bobine ou le diamètre du filament utilisé ?
Nous n'avons pas de projets à ce sujet pour le moment
Pouvez-vous dire ce qui rend réellement Matte différent du PLA « normal » ? Il est indiqué « avec remplissage organique/minéral ». Que signifie exactement cela ?
Un remplissage organique provient d'organismes vivants ou ayant vécu, comme les plantes. L'amidon en est un bon exemple, car c'est la matière première du PLA.
Les charges minérales proviennent de roches et de minéraux naturels qui sont extraits et broyés en une poudre fine. L'argile et la silice sont des exemples typiques.
La formule Panchroma™ Matte PLA a une compostabilité supérieure à celle du PLA ordinaire parce qu'elle a une formule différente.
Mais je suis désolé, nous ne pouvons pas communiquer la nature exacte des matériaux utilisés dans Panchroma Matte PLA, car il s'agit d'informations confidentielles concernant notre formule matérielle.
Peut-on utiliser n'importe quel PolyFlex TPU dans l'AMS ?
À ce jour (05/12/2025), il n'existe aucun TPU que nous proposons et qui soit compatible avec l'AMS

Pourquoi mon filament est-il fusionné sur la bobine ?
Ceci est normalement dû au fait que la bobine a été chauffée trop fortement pour le matériau. Faites attention à toujours sécher votre filament dans la plage de température recommandée pour éviter cela.
Nous avons remarqué que le PETG-ESD présente une résistance de surface différente selon la zone de la pièce imprimée - pourquoi cela ?
Pourquoi la surface inférieure est-elle plus conductrice
Pour le PETG-ESD, la performance ESD provient du chemin conducteur formé par les nanotubes de carbone (CNT).
La surface inférieure, pressée directement contre le plateau d'impression, présente une forte compression de fusion et un excellent alignement des CNT, entraînant une résistance plus faible.
La surface supérieure, surtout si l'écoulement de la fusion n'est pas complètement fusionné ou est refroidi trop rapidement, peut former un contact CNT plus faible, ce qui conduit à des valeurs de résistance extrêmement élevées.
Cette différence peut devenir très importante si les couches supérieures ne sont pas suffisamment denses ou si la fusion ne se coalesce pas complètement.
Comment améliorer la performance ESD de la surface supérieure
Pour réduire significativement la résistance de la surface supérieure, nous recommandons fortement :
Augmenter les couches supérieures à au moins 6–8 pour garantir une fusion complète de la matière fondue.
Utiliser un motif d'infill supérieur solide (rectiligne ou concentrique).
Réduire la vitesse d'impression de la surface supérieure (20–40 mm/s) pour améliorer la fusion de la matière fondue.
Augmenter le débit à 100–105% pour les couches supérieures.
Effectuer un repassage (ironing) de la surface supérieure, ce qui peut grandement améliorer la connectivité des CNT en refondant la surface et en permettant au réseau de CNT de se reformer plus uniformément.
Le repassage est souvent l'étape la plus impactante lorsque les utilisateurs constatent une résistance extrêmement élevée sur la couche supérieure.
Y a-t-il des fumées ou des vapeurs toxiques lorsque le PolyCast est brûlé ou fondu ?
La température de transition vitreuse des composants du PolyCast est de 60–70 °C, donc des températures supérieures à 335 °F peuvent provoquer une légère lixiviation de certains composants.
De plus, l'odeur « sucrée » générée lors du chauffage du PolyCast doit être confirmée. Identifier le composé spécifique responsable de cette odeur « sucrée » nécessiterait des tests externalisés, ce qui pourrait prendre un temps considérable.
Comme solution à court terme, nous suggérons au client de réduire la température utilisée pendant le processus de brûlage de la cire.
Qu'est-ce que le brun plus foncé dans le PLA bois à dégradé double Panchroma, le vendez-vous séparément ?
Il s'agit de Earth Brown Matte PLA - mais il n'aura pas un aspect identique selon ce avec quoi il est mélangé dans les couleurs en dégradé. Simplement parce que le processus de production des couleurs dégradées mélange constamment les couleurs entre elles.
Quel matériau de support recommanderiez-vous pour le PolyCast ?
PolyDissolve fonctionne le mieux. Vous pouvez également utiliser le PLA comme option de support détachable.
Quel matériau de support recommanderiez-vous pour le Fiberon ASA-CF08 ?
Nous recommandons PolySupport pour le PA12, car il est spécialement conçu comme matériau de support. Le PLA peut être envisagé comme alternative.
Avez-vous des options pour acheter un rouleau de bobine de rechange pour le PolyDryer ?
Pas pour l'instant. Nous suggérons donc d'en imprimer un. Voici les données de référence : longueur 90,5 mm, Φ20,8 mm.
Avez-vous une recommandation d'adhésif pour un plateau d'impression pour Fiberon PETG-rCF ?
Nous n'avons pas fait de tests mais nous supposons que 3D Gloop pour PET devrait fonctionner.
Est-il possible de recevoir des fiches de données de sécurité (SDS) qui listent 100 % de la composition ?
Nous sommes désolés mais nous ne pouvons pas divulguer ces informations car elles sont propriétaires
Avez-vous des données HDT pour PPS-GF NON recuit ?
Il existe une idée reçue concernant la fourniture de HDT non recuit pour les matériaux cristallins. Pour le PET-GF15, nous fournissons le HDT de l'état « tel qu'imprimé ». Cependant, cela ne représente que le HDT des échantillons imprimés et ne s'applique pas au HDT non recuit pour tous les procédés d'impression. En effet, différents procédés d'impression entraînent des niveaux d'initiation de cristallinité variables, ce qui influence fortement le HDT des matériaux cristallins.
Pour évaluer la résistance thermique minimale des matériaux à l'état non recuit, je recommande d'utiliser la température de transition vitreuse (Tg) comme point de référence fiable. De plus, nos tests montrent que la formulation PPSCF présente des différences minimes par rapport à Bambu. Nos propriétés mécaniques sont légèrement inférieures à celles de Bambu, mais nos performances d'impression sont quelque peu supérieures.
Avez-vous le contenu en butadiène de votre ABS ?
Nous sommes désolés mais nous n'avons pas ces informations à partager
Votre PPS-GF fonctionnera-t-il pour une application avec une tension secteur de 230 V ?
Perspective d'isolation électrique
Le PPS (polysulfure de phénylène) est intrinsèquement un bon isolant électrique, et l'ajout de fibres de verre (GF) ne rend pas le matériau électriquement conducteur. D'un point de vue masse, le PPS-GF conserve une résistivité volumique et une rigidité diélectrique élevées, qui conviennent aux applications typiques d'isolation électrique basse tension, y compris les systèmes 230 V.
Cependant, pour pièces imprimées en 3D, les performances électriques sont influencées non seulement par le polymère de base mais aussi par :
les interfaces couche à couche
la porosité interne
l'orientation d'impression et l'épaisseur des parois
des facteurs environnementaux tels que l'humidité et la contamination
Pour cette raison, les pièces imprimées en PPS-GF doivent être considérées comme une isolation structurelle ou fonctionnelle, et non comme une barrière de sécurité électrique certifiée à moins d'être validées.
Considérations de sécurité et de conformité
Nous ne revendiquons aucune certification électrique tierce (par ex., classe d'isolation IEC, UL) pour les pièces PPS-GF imprimées en 3D.
Si la pièce est utilisée à proximité de conducteurs sous tension, les distances de fuite et de sécurité doivent être conçues conformément à la norme électrique applicable, indépendamment du choix du matériau.
Pour les applications critiques, des essais de tenue diélectrique et de résistance d'isolement sur la pièce imprimée finale sont fortement recommandés.
Adéquation thermique et environnementale
Le PPS-GF est particulièrement bien adapté si l'application implique également :
des températures de fonctionnement élevées
des cycles thermiques
l'exposition aux huiles, carburants ou produits chimiques agressifs
Ce sont des domaines où le PPS-GF dépasse généralement de nombreux plastiques techniques.
Recommandations pratiques
Pour maximiser la sécurité électrique dans une application 230 V :
Utiliser plusieurs périmètres et un fort remplissage pour réduire les vides internes.
Éviter les sections fines à proximité des conducteurs sous tension.
Veiller à ce que la pièce reste séche et propre pendant le service.
Valider le composant imprimé dans des conditions de fonctionnement réelles, y compris la tension, la température et l'humidité.
Résumé
Capacité du matériau : Le PPS-GF lui-même est adapté au 230 V d'un point de vue isolation
Limitation clé : La sécurité électrique finale dépend de la conception de la pièce et de la qualité d'impression
Bonne pratique : Effectuer des essais électriques spécifiques à l'application avant le déploiement
Mis à jour
Ce contenu vous a-t-il été utile ?
Comment fonctionne le poly dryer et comment se fait-il que le même ventilateur et chauffage produisent 3 niveaux de puissance différents ?
L'ajustement des réglages et de la température est principalement réalisé par la régulation du courant. La vitesse du ventilateur (RPM) et le débit d'air sont fixes et ne changent pas pour ajuster les réglages. De même, la puissance du chauffage reste constante ; cependant, la consommation électrique globale varie en fonction de la température cible et des changements de température d'air, ce qui est principalement causé par la régulation du courant.
Veuillez trouver ci-dessous les spécifications pertinentes du ventilateur.