
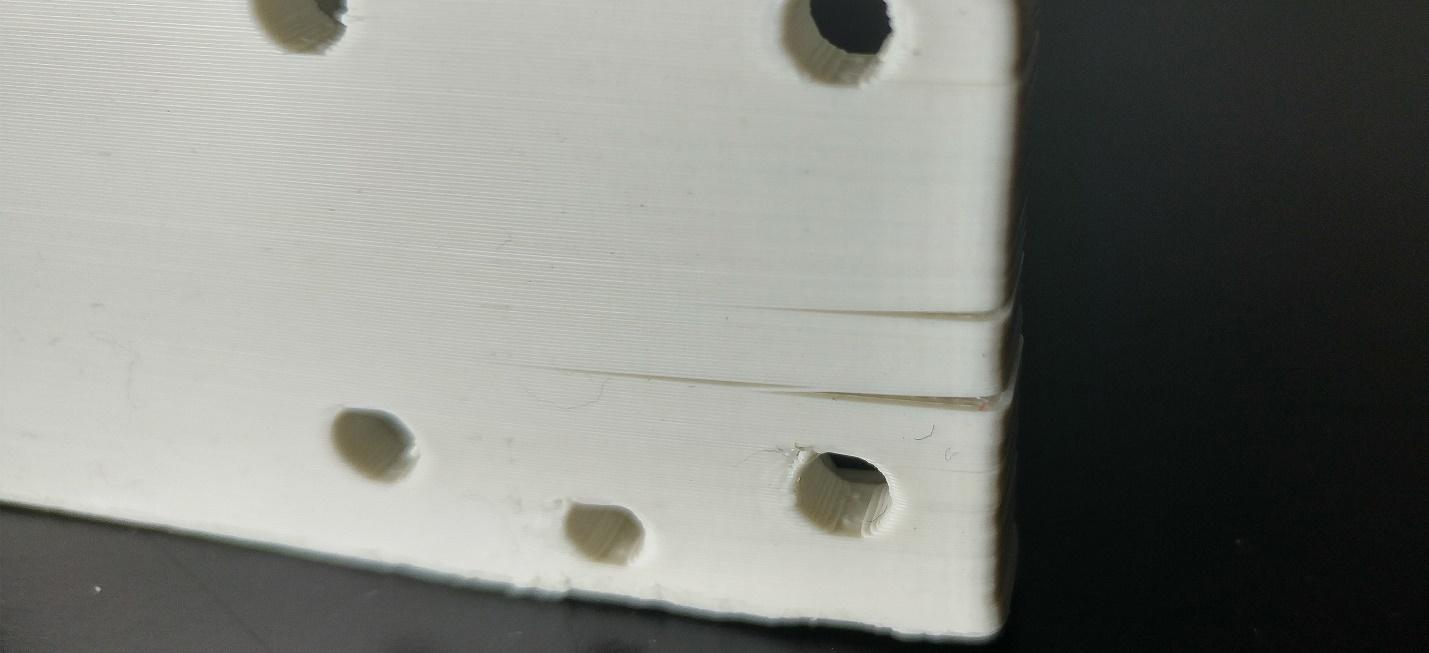
Schlechte Schichtadhäsion
Starke Schichthaftung ist nicht nur für wasserdichte Teile zwingend erforderlich, sondern auch für saubere, robuste Drucke. Wenn sich Ihre einzelnen Schichten nicht gut miteinander verbinden, erhalten Sie unweigerlich ein Teil, das bricht und sich ablöst.
Verstehen Sie das verwendete Material
Jedes Material erfordert eigene Einstellungen, einschließlich Temperaturen und Geschwindigkeit. Sie müssen sicherstellen, dass Sie die richtigen Einstellungen für den verwendeten Materialtyp verwenden, die auf jeder unserer Produktseiten angegeben sind.
Beziehen Sie sich auch auf die „Materialwissenschaft“-Seite, bevor Sie fortfahren, dieses Problem zu beheben.
Erhöhen Sie die Extrusionstemperatur
Einer der häufigsten Gründe für schlechte Schichthaftung ist, dass Sie mit zu niedriger Extrusionstemperatur drucken.
Den Richtlinien des Herstellers zu folgen ist normalerweise ein guter Weg, um zu vermeiden, dass Sie mit zu niedriger Temperatur drucken. Dies gilt insbesondere bei flexiblen Filamenten, wenn Sie diese schnell drucken.
Versuchen Sie, Ihre Extrusionstemperatur leicht zu erhöhen, um zu sehen, ob das bei diesem Problem hilft.
Drucken Sie mit einer größeren Düsengröße
Wie auf der „Materialwissenschaft“-Seite erläutert, erhöhen Sie die Schichthaftung, indem Sie die Anzahl der Verflechtungen zwischen den Schichten vergrößern. Eine Möglichkeit, diese Schichthaftung zu erhöhen, besteht darin, die Oberfläche Ihrer Düse zu vergrößern. Die Verwendung von Düsen mit größerem Durchmesser hilft erheblich bei einer richtigen Schichthaftung.
Langsamere Druckgeschwindigkeiten
Ähnlich der Erklärung für die Verwendung einer Düse mit größerem Durchmesser können Sie auch die Druckgeschwindigkeit verringern, sodass die Düse länger mit der darunter liegenden Schicht in Kontakt bleibt. Bei einer größeren Düse und langsameren Druckgeschwindigkeiten steigt die Anzahl der Verflechtungen zwischen Ihren Schichten, was bedeutet, dass Sie eine stärkere Schichthaftung haben.
Wenn wir mit Materialien wie ABS oder ASA drucken, bevorzugen wir eine 0,6-mm-Düse und drucken sehr langsam und sehr heiß. Wir drucken ABS tatsächlich bei etwa 260 °C und mit etwa 35 mm/s. Aber langsam und heiß hilft wirklich dabei, sicherzustellen, dass Ihre Teile eine sehr starke Schichthaftung haben.
Unterextrusion
Ein weiterer Grund für schlechte Schichthaftung ist die Unterextrusion selbst. Wenn Ihr Extruder weniger Filament fördert, als er sollte, werden Sie zwangsläufig eine schwache Schichthaftung haben.
Überprüfen Sie die richtigen E-Steps, wenn Sie Extruder gewechselt haben oder einen DIY-Drucker besitzen.
Dies kann auch von vorübergehender Unterextrusion stammen, und wir behandeln viele Tipps dazu auf der „Fehlende Schichten und Löcher in Drucken“-Seite. Sie sollten im Wesentlichen sicherstellen, dass Ihr Extruderzahnrad fest mit der Welle des Schrittmotors verbunden ist und kein Spiel hat, obwohl Sie diese Seite vollständig lesen sollten, um eine detaillierte Erklärung zu erhalten.
Nicht genug Drehmoment
Wenn Ihr Extrudermotor Schrittverluste hat, bleibt Ihnen im Wesentlichen ein unterextrudierter oder schlecht haftender Druck. Bitte lesen Sie die „Extrudermotor verliert Schritte“-Seite für weitere Tipps.
Die beste Methode, dies zu beheben, ist auf einen untersetzenden (gearterten) Extruder aufzurüsten, falls Sie dies noch nicht getan haben.
Aktiven Kühllüfter ausschalten
Während das Einschalten Ihres aktiven Kühllüfters die Oberflächenqualität der meisten Drucke und Materialien verbessert, erfordern viele Filamente, dass dieser aktive Kühllüfter für richtige Festigkeit und Schichthaftung ausgeschaltet bleibt.
Dies hilft nicht nur, Verzug zu verhindern, sondern trägt auch dazu bei, eine starke Schichthaftung zu erreichen. Allgemein gilt: Je höher die Wärmekapazität und Dichte des Polymers, desto vorteilhafter ist ein Kühllüfter. Bei Polymeren mit niedriger Dichte wie ABS, HIPS usw., die unter 1,2 g/cc liegen, wird typischerweise empfohlen, den Lüfter auszuschalten.
Stellen Sie sicher, dass Sie die vom Hersteller empfohlenen Einstellungen für das jeweilige Material überprüfen, da viele Materialien von einer erhöhten Schichthaftung profitieren, wenn kein aktiver Kühllüfter verwendet wird.
Stellen Sie sicher, dass das Material richtig gelagert wird
Wie bei vielen anderen Problemen sollten Sie sicherstellen, dass Ihr Material richtig gelagert wird. Altes oder feuchtes Filament kann zu Problemen führen, die sehr schwer zu diagnostizieren sind.
Delamination
Wir betrachten Delamination persönlich als ein anderes Problem als nur schlechte Schichthaftung. Sie können eine extrem starke Schichthaftung haben und dennoch Delamination erleben, wenn Sie mit stark verziehenden Teilen arbeiten.
Aus diesem Grund behandeln wir dieses spezielle Problem auf der „Verzug“-Seite, da Delamination eher ein Symptom von stark verziehenden Materialien ist als nur schlechter Schichthaftung.
Zusammenfassung der Möglichkeiten zur Erhöhung der Schichthaftung
Lesen Sie die „Materialwissenschaften“-Seite.
Überprüfen Sie die vom Hersteller empfohlenen Druckeinstellungen. Gehen Sie für Ihre ersten Tests nicht schneller oder ändern Sie die Temperatur außerhalb ihrer Bereiche.
Wechseln Sie von der Verwendung eines kohlenstofffaserverstärkten Materials, wenn Sie weiterhin Probleme haben, da kohlenstofffaserverstärkte Materialien eher Probleme mit der Schichthaftung verursachen als andere Filamenttypen.
Wenn trotz Einhaltung der empfohlenen Einstellungen eine schlechte Schichthaftung auftritt, versuchen Sie, die Extrusionstemperatur leicht zu erhöhen.
Verwenden Sie eine Düse mit größerem Durchmesser.
Verringern Sie Ihre Druckgeschwindigkeit.
Überprüfen Sie die E-Steps und bestätigen Sie, dass Sie nicht unterextrudieren.
Stellen Sie sicher, dass Sie genug Drehmoment haben und dass Ihr Extrudermotor keine Schritte verliert.
Schalten Sie den aktiven Kühllüfter aus, wenn das jeweilige Material dies nicht erfordert.
Stellen Sie sicher, dass mit dem von Ihnen verwendeten Material keine Probleme vorliegen.
Wenn Delamination auftritt – prüfen Sie die „Verzug“-Seite.
Zuletzt aktualisiert
War das hilfreich?