
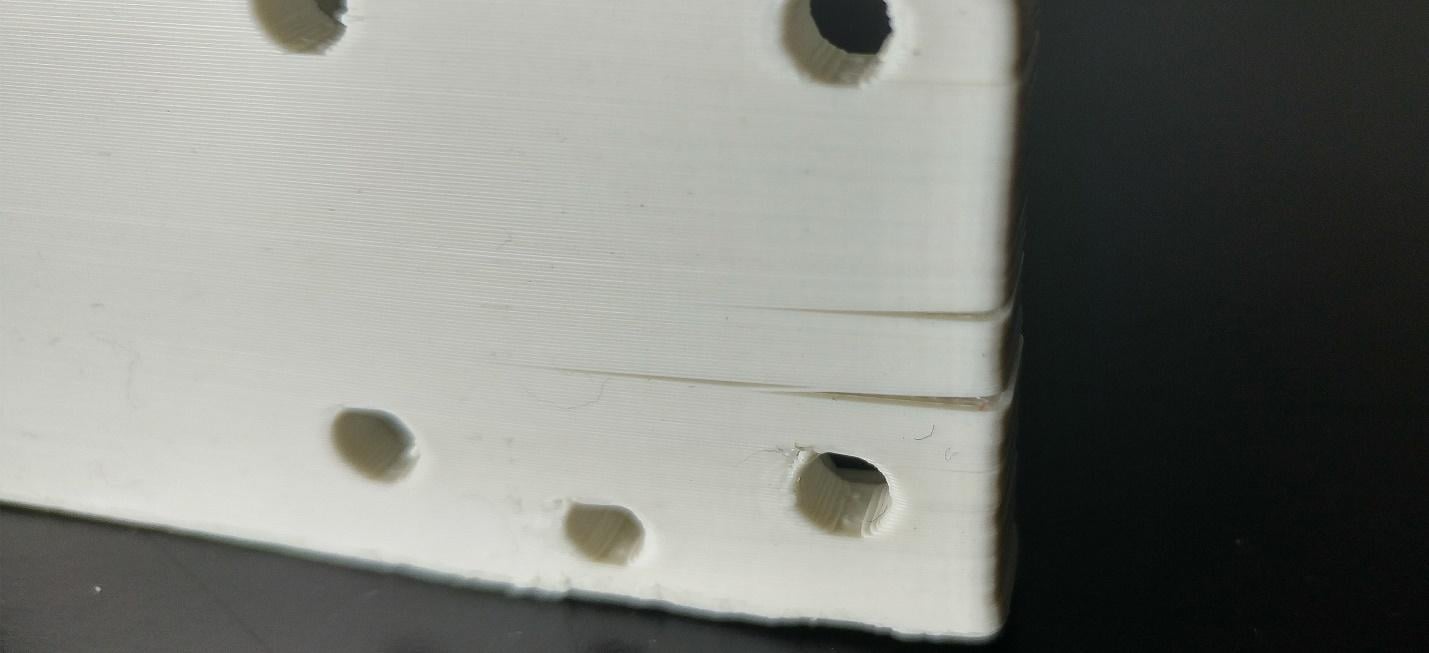
层间粘附不良
强层间粘结不仅对于防水部件是必需的,它也是获得干净、坚固打印件的必要条件。如果各层之间不能很好地粘合,零件必然会断裂并剥离。
了解所使用的材料
每种材料都需要其专有的设置,包括温度和速度。您需要确保为所使用的材料类型使用正确的设置,这些设置已列在我们每种产品页面中。
在继续尝试解决此问题之前,也请参阅“材料科学”页面。
提高挤出温度
层间粘结不良的最常见原因之一是挤出温度过低。
遵循制造商指南通常是防止以过低温度打印的好方法。对于打印速度较快的弹性耗材,这一点尤其重要。
尝试略微提高挤出温度,看看是否能改善此问题。
使用更大直径的喷嘴打印
如“材料科学”页面所述,增加层间缠结量可以提升层间粘结。增加喷嘴的表面积是提高层间粘结的一种方法。使用更大直径的喷嘴将大大有助于获得适当的层间粘结。
降低打印速度
与使用更大直径喷嘴的解释类似,您也可以降低打印速度,使喷嘴与下面的层接触时间更长。配合更大喷嘴和更慢的打印速度,层与层之间的缠结量会增加,从而获得更强的层间粘结。
每当我们使用像 ABS 或 ASA 之类的材料打印时,我们更倾向于使用 0.6mm 的喷嘴,并以非常慢和非常高的温度打印。我们实际上在大约 260°C 和约 35mm/s 打印 ABS。但慢速和高温确实有助于确保零件具有非常强的层间粘结。
挤出不足
层间粘结不良的另一个原因是挤出不足本身。如果您的挤出机实际沉积的耗材比预期少,层间粘结肯定会较弱。
如果更换了挤出机或组装了 DIY 打印机,请确认您的 E 步与设定值相符。
这也可能是暂时性的挤出不足,我们在“打印中缺层与孔洞”页面中涵盖了许多相关建议。您基本上需要确保挤出齿轮牢固地安装在步进电机轴上,没有任何空转,但应完整阅读该页面以获得详细说明。
扭矩不足
如果挤出机电机跳步,您最终会得到挤出不足或层间粘结不良的打印件。更多建议请参阅“挤出机电机跳步”页面。
如果尚未升级,解决此问题的最佳方法是升级为带齿轮的挤出机。
关闭主动冷却风扇
虽然开启主动冷却风扇会对大多数打印件和材料的表面质量有利,但许多耗材为了获得合适的强度和层间粘结,需要关闭主动冷却风扇。
这不仅有助于防止翘曲,还能帮助实现强的层间粘结。一般而言,聚合物的比热和密度越高,冷却风扇越有益。对于密度较低(如 ABS、HIPS 等,低于 1.2g/cc)的聚合物,通常建议关闭风扇。
请务必查看所用材料的制造商推荐设置,因为许多材料在没有主动冷却风扇时会受益于更强的层间粘结。
确保材料妥善存放
与许多其他问题一样,请确保材料妥善存放。陈旧或潮湿的耗材会导致很难诊断的问题。
分层(剥离)
我们个人认为分层是与层间粘结不良不同的问题。即使层间粘结非常强,在处理高翘曲零件时仍可能发生分层。
因此——我们在“翘曲”页面中专门讨论了此问题,因为分层更多是高翘曲材料的症状,而不仅仅是层间粘结不良。
提高层间粘结的方法概要
请阅读“材料科学”页面。
检查制造商推荐的打印设置。开始测试时不要超出其建议范围提高速度或更改温度。
如果持续遇到问题,请改用非碳纤维增强材料,因为碳纤维增强材料在层间粘结方面通常比其他类型的耗材更容易出现问题。
如果在保持推荐设置范围内仍遇到层间粘结不良,请尝试略微提高挤出温度。
使用更大直径的喷嘴。
降低打印速度。
检查 E 步并确认没有挤出不足。
确认扭矩足够且挤出机电机没有跳步。
如果特定材料不需要主动冷却,请关闭主动冷却风扇。
确保所使用的材料没有问题。
如果发生分层——请查看“翘曲”页面。
最后更新于
这有帮助吗?