습기 먹은 필라멘트
습기 먹은 필라멘트로 출력할 때: 원인, 증상, 해결 방법
3D 프린팅은 필라멘트 상태에 크게 좌우됩니다.
그중 자주 놓치는 문제가 바로 수분입니다.
많은 열가소성 소재는 흡습성이 있어 공기 중 수분을 빨아들입니다.
젖은 필라멘트로 출력하면 출력 품질 저하, 장비 문제, 재료 낭비가 생길 수 있습니다.
수분이 출력에 어떤 영향을 주는지, 어떤 증상이 나타나는지, 어떻게 건조·보관해야 하는지 이해하는 것이 안정적인 출력의 핵심입니다.
왜 수분이 문제를 만들까
필라멘트가 흡수한 수분은 핫엔드에서 가열되며 수증기로 바뀝니다.
이 수증기는 압출 흐름을 방해합니다.
그 결과 기포, 레이어 접착 불량, 표면 품질 저하, 강도 저하 같은 다양한 문제가 생깁니다.
습기 먹은 필라멘트의 징후
아래 증상이 보이면 수분을 의심하세요.
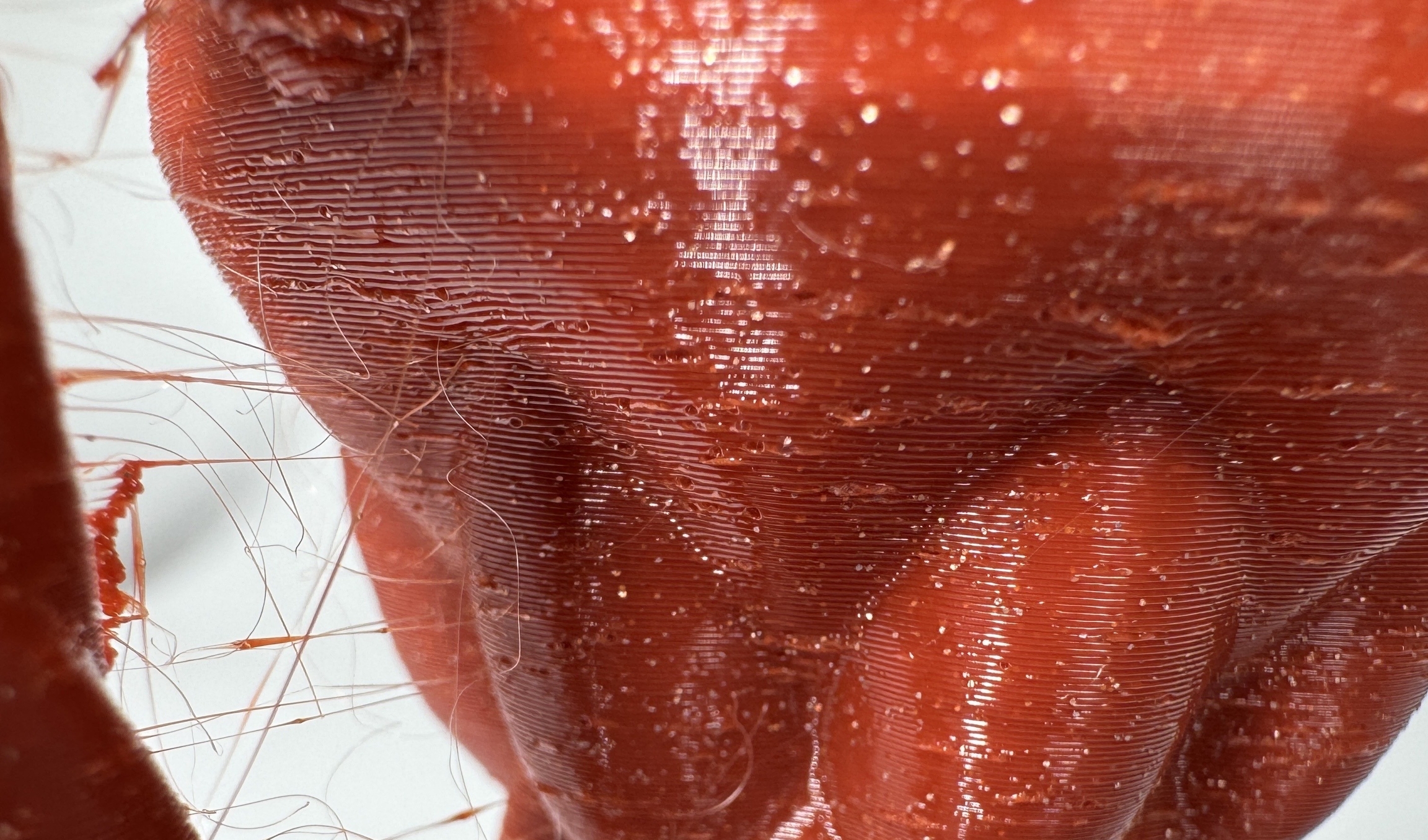
출력 품질 저하: 표면이 거칠고, 기포가 생기고, 레이어가 약하고 잘 부서질 수 있습니다. PETG에서는 특히 잘 보입니다.
심한 실 끌림과 오징: 수증기 때문에 압출이 불안정해지며 가는 실이 많이 생깁니다.
튀는 소리와 치직거림: 압출 중 팝콘 터지는 소리나 치직거림이 들리면 수증기가 빠져나오는 것입니다.
불안정한 압출: 압출선이 약해지거나 들쭉날쭉하고, 움푹 파인 자국이 생길 수 있습니다.
보관 상태가 불확실함: 오래 쓰지 않은 스풀이라면 출력 전에 먼저 건조하는 것이 안전합니다.

흡습성은 소재마다 다릅니다
모든 필라멘트가 똑같이 수분을 먹는 것은 아닙니다.
흡습성이 매우 높음: 나일론, PVA, TPU, PETG는 특히 수분에 민감합니다. 습한 지역에서는 출력 중에도 드라이어 안에 넣어야 할 수 있습니다.
중간 수준 민감도: ABS와 일부 특수 코폴리머는 습한 환경이라면 주기적 건조가 도움이 됩니다.
낮은 민감도: PLA는 상대적으로 둔감하지만, 시간이 지나거나 습한 환경에서는 역시 수분을 먹을 수 있습니다.
습한 지역일수록 수분 관리와 건조 루틴이 훨씬 중요합니다.
Polymaker의 수분 관리 방식
Polymaker는 포장과 출하 전에 모든 스풀을 사전 건조합니다.
각 스풀은 정밀한 열과 공기 흐름으로 관리되는 건조 공정을 거칩니다.
건조 후에는 제습제와 함께 진공 밀봉 포장합니다.
이렇게 하면 배송과 보관 중 추가 흡습을 줄일 수 있습니다.
그래서 새로 개봉한 Polymaker 진공 포장 스풀은, 밀봉만 멀쩡하다면 바로 출력 가능한 건조 상태를 기대할 수 있습니다.
이 기준은 나일론 같은 민감한 소재에서 특히 중요하지만, Polymaker는 전 제품군에 같은 기준을 적용합니다.
필라멘트 건조 방법
필라멘트가 젖었거나 젖었을 가능성이 있다면 아래 방법을 사용하세요.
필라멘트 드라이어: Polymaker PolyDryer 같은 전용 드라이어는 가장 편하고 효과적입니다. 열과 공기 흐름으로 수분을 빼내며, 건조와 보관을 겸하거나 프린터로 바로 공급할 수도 있습니다.
대류 오븐: 낮고 안정적인 온도로 설정할 수 있다면 가정용 대류 오븐도 사용할 수 있습니다. 공기 흐름이 중요하므로 순환이 약하면 더 오래 걸릴 수 있습니다.
식품 건조기: 열과 공기 흐름을 모두 제공해 작은 스풀 건조에 잘 맞습니다.
DIY 드라이 박스: 밀폐 용기와 제습제는 건조 후 보관에는 좋지만, 적극적인 건조에는 상대적으로 약합니다.
항상 소재별 권장 온도와 시간을 따르세요.
너무 높은 온도는 필라멘트를 변형시킬 수 있습니다.
건조 후에도 계속 건조하게 보관하기
건조 후에는 지퍼백, 드라이 박스, 진공 용기 같은 밀폐 보관을 쓰고 제습제를 함께 넣으세요.
실제 출력 중이 아니라면 필라멘트를 공기 중에 오래 두지 않는 것이 좋습니다.
PolyDryer 같은 모듈형 보관 시스템은 필라멘트를 바로 쓸 수 있는 상태로 유지해 줍니다.
또한 건조 환경에서 바로 출력할 수도 있습니다.
마지막 업데이트
도움이 되었나요?