にじみ(オージング)
この部分では、根本原因に応じて2種類のにじみを区別します。
最初の根本原因は、押し出されたフィラメントがノズル内部の材料と結びついていることによって生じるにじみです。押し出されたフィラメントはノズルが別の位置に移動する際にノズル内の材料を引き伸ばし、ノズルから伸び出させます。この現象を(その結果できる糸のようなもののために)ストリング(stringing)と呼びます。
分子間相互作用が強いポリマーや湿気を吸収したポリマーはこの問題が起こりやすいです。
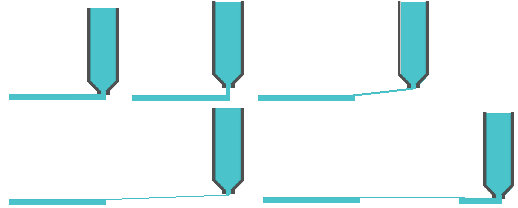
このストリング問題を解決する簡単な方法は、ノズルを別の位置に移動する前にノズルでワイプ動作を行い、押し出されたフィラメントをノズル内の材料から切り離すことです。
第二の根本原因は、残留圧力と重力によって時間経過でノズルから材料が実際ににじみ出ることです。
前述のように、上記の3つの要素がノズルからにじみ出る材料の量を決定します:
残留圧力、重力、時間。
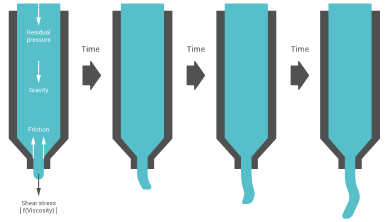
にじみを減らすためには、それぞれを減少させるか打ち消す必要があります:
残留圧力:
残留圧力は、プリンターがある体積流量で押し出すためにノズル内に圧力を溜めることの結果です。この圧力は非常に短時間で完全にノズルから放出されることはなく、したがって材料はわずかに押し出され続けます。残留圧力を減らすには、リトラクション設定(距離、速度)を増やす、コースティングを増やして(残留圧力を使って層を仕上げる)、押出率を下げる(押出に必要な圧力を減らす)、または印刷温度を上げる(押出に必要な圧力を減らす)といった方法があります。
重力
重力は常にフィラメントをノズルから引き出そうとし、もし重力による力がノズル内面とプラスチック間の流動抵抗およびプラスチック内部のせん断に対する抵抗より強ければ、材料はにじみ出します。ノズル内面とプラスチック間の流動抵抗はダイのL/D比(L:ダイキャピラリーの長さ、D:ノズル穴の直径)を増やすことで増加させることができます。プラスチック内部のせん断はノズルの温度を下げることで増加させることができます(したがって、複数のデュアルエクストルージョン3Dプリンターでの待機温度など)。
時間
ノズルからにじみ出る材料の量は、ノズルが非作動である時間の長さにも依存します。時間が長いほど材料量は多くなります。この時間は高速な移動速度、加速度、および十分に高いジャーク設定により大幅に短縮できます。モデルの別部分に到達する前に材料がにじみ出る時間がなくなります。移動速度と加速度を高くしても、印刷速度や加速度を上げた場合に生じるようなゴースティングには影響しないはずです。しかし、デュアルエクストルージョン印刷の場合、この要因はあまり変えられません。
最終更新
役に立ちましたか?