
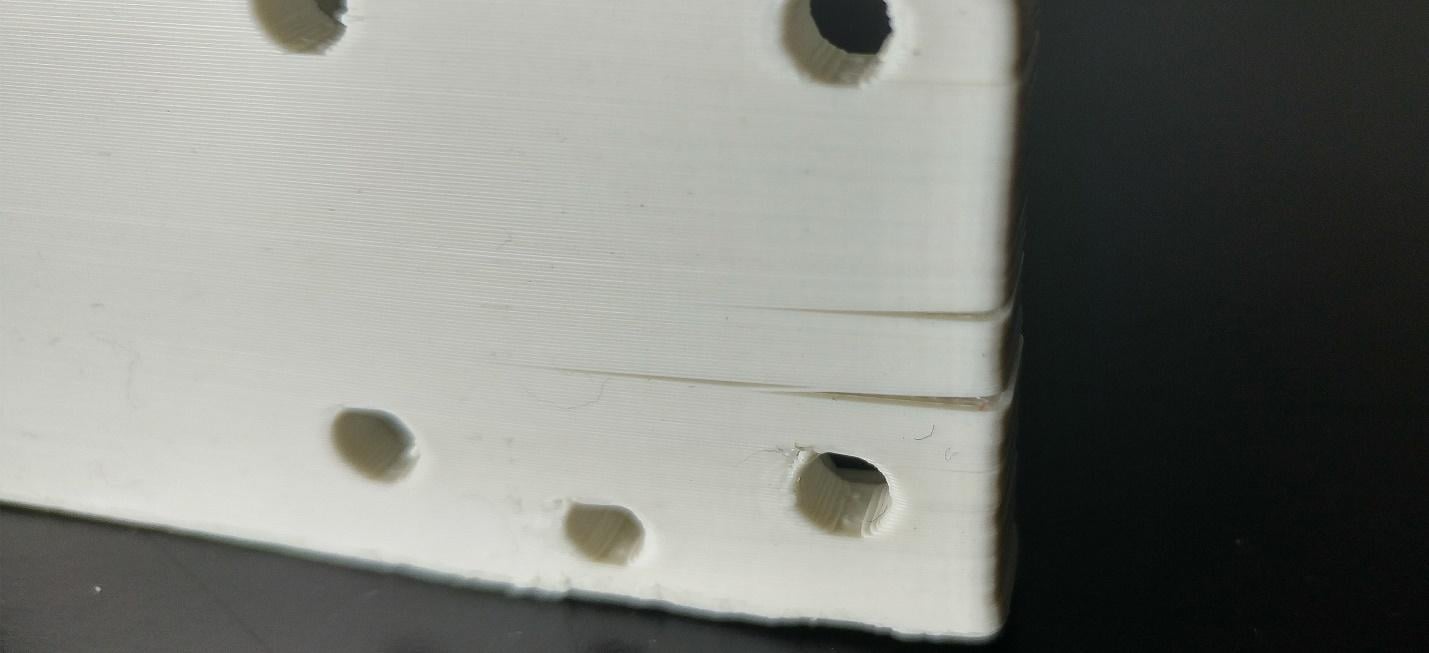
層間接着不良
強い層の接着は水密な部品にとって必須であるだけでなく、きれいで強いプリントのためにも必要です。個々の層がしっかり接着していないと、部品は破損したり剥がれたりします。
使用する材料を理解する
各材料は温度や速度を含む固有の設定を必要とします。使用している材料の種類に対して適切な設定を使用していることを確認する必要があり、それらは各製品ページに記載されています。
進める前に「材料科学」ページも参照してください。
押出温度を上げる
層の接着不良が発生する最も一般的な理由の一つは、押出温度が低すぎることです。
製造元のガイドラインに従うことは、通常、温度が低すぎる状態での印刷を防ぐ良い方法です。これは、特に柔軟なフィラメントを高速で印刷する場合に当てはまります。
この問題に効果があるかどうかを見るために、押出温度を少し上げてみてください。
より大きな直径のノズルで印刷する
「材料科学」ページで説明したように、層間の絡み合いを増やすことで層の接着を強化します。層の接着を増やす一つの方法はノズルの表面積を増やすことです。より大きな直径のノズルを使用すると、適切な層の接着にかなり役立ちます。
印刷速度を遅くする
より大きな直径ノズルを使う説明と同様に、印刷速度を遅くするとノズルが下の層と接触している時間が長くなります。大きなノズルと遅い印刷速度により、層間の絡み合いが増え、層の接着が強くなります。
ABSやASAのような素材で印刷する際は、私たちは0.6mmのノズルを好み、非常に遅く非常に高温で印刷します。実際にABSは約260°C、約35mm/sで印刷しています。しかし、遅くて高温で印刷することで部品の層接着が非常に強くなるのに本当に役立ちます。
アンダーエクストルージョン(押出不足)
層の接着不良のもう一つの原因は、そもそものアンダーエクストルージョンです。押出機が思っているより少ないフィラメントを吐出している場合、層の接着が弱くなるのは必至です。
エクストルーダーを交換したりDIYプリンターを使用している場合は、適切なEステップ(E-steps)になっていることを確認してください。
これは一時的なアンダーエクストルージョンが原因である場合もあり、その多くの対処法は「プリントの欠けた層や穴」ページで扱っています。基本的にはエクストルーダーギアがステッパーモーターの軸にしっかり取り付けられ、ガタがないことを確認したいですが、詳細な説明を得るためにそのページを全文お読みください。
トルク不足
エクストルーダーモーターがスキップすると、結果的にアンダーエクストルージョンや層の接着不良のプリントになります。詳しい対策は「エクストルーダーモーターのスキップ」ページを参照してください。
これを改善する最良の方法は、まだ行っていないならギア付きエクストルーダーにアップグレードすることです。
アクティブ冷却ファンをオフにする
アクティブ冷却ファンをオンにしておくことは、大多数のプリントや材料の表面品質に有益ですが、多くのフィラメントは強度と層接着のためにこのアクティブ冷却ファンをオフにしておく必要があります。
これは反りの防止に役立つだけでなく、強い層接着を達成するのにも役立ちます。一般に、ポリマーの比熱容量と密度が高いほど冷却ファンは有益です。ABS、HIPSなどの密度が1.2g/cc未満の低密度ポリマーでは、通常ファンはオフにすることが推奨されます。
使用している特定の材料については製造元の推奨設定を必ず確認してください。多くの材料はアクティブ冷却ファンがないときに層接着が向上することがあります。
材料が適切に保管されていることを確認する
他の多くの問題と同様に、材料が適切に保管されていることを確認してください。古いまたは湿ったフィラメントは診断が非常に難しい問題を引き起こす可能性があります。
層剥離(デラミネーション)
私たちは個人的に層剥離を単なる層接着不良とは別の問題と見なしています。非常に強い層接着があっても、高反りの部品では層剥離を経験することがあります。
そのため、この特定の問題は「反り(ワーピング)」ページで扱っています。層剥離は単なる層接着不良というよりも、高反りの材料の症状であることが多いためです。
修正方法と注意点の概要 • 「材料科学」ページを読む。 • 製造元の推奨印刷設定を確認する。テストを始める際は彼らの範囲外で速度を上げたり温度を変更したりしないこと。 • 継続的に問題が発生する場合は、カーボンファイバー強化材料の使用を中止すること。カーボンファイバー強化材料は他の種類のフィラメントより層接着に関して問題が起きやすいです。 • 推奨設定内で層接着不良が発生している場合は、押出温度をわずかに上げてみてください。 • より大きな直径のノズルを使用する。 • 印刷速度を遅くする。 • Eステップを確認し、アンダーエクストルージョンでないことを確認する。 • 十分なトルクがあり、エクストルーダーモーターがスキップしていないことを確認する。 • 特定の材料がそれを要求していない場合はアクティブ冷却ファンをオフにする。 • 使用している材料に問題がないことを確認する。 • 層剥離が発生している場合は「反り(ワーピング)」ページを確認する。
Last updated
Was this helpful?