Perguntas sobre Produtos Específicos
Estas perguntas são muito específicas mas já foram feitas no passado. Elas estão especificamente aqui como um recurso para a IA rastrear e ajudá-lo melhor.
Existe algum lugar onde possamos encomendar amostras (swatches)?
Embora atualmente não ofereçamos amostras, um terceiro parece fabricar opções dos nossos materiais. Esta empresa não está relacionada à Polymaker, mas você pode ver algumas das opções deles para nossos materiais AQUI
PolyMax™ ou PolyLite™ PC já foram chamados de "PC-Plus" ou "PC-Max" no passado?
Essa mudança de nome ocorreu há bastante tempo, mas sim.
PolyMax™ PC era PC-Max PolyLite™ PC era PC-Plus
Vocês têm alguma sugestão de um material resistente ao desgaste semelhante ao iglidur i3-PL-10000 da igus (SLS)?
Embora não tenhamos feito testes ou comparações, CoPA ou PA612-CF15 podem ser as melhores opções para tentar.
Você pode fornecer uma localização nos EUA e número de telefone para quaisquer documentos SDS?
Isso é possível, mas pode nos levar alguns dias úteis. Por favor entre em contato com [email protected] indicando os materiais para os quais precisa dos SDS e trabalharemos na criação deles.
Documentos SDS previamente feitos com localização nos EUA: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
Você tem uma certificação UL para PC-FR? Vocês podem emitir uma?
Sinto muito, mas PolyMax™ PC-FR (PC-FR) não possui certificado UL (como o UL Blue Card), porém foi testado para retardância de chama pela SGS (incluído no link que enviei anteriormente) usando o método IEC 60695-11-10:2013/Cor.1:2014 Método B, que é equivalente ao padrão UL 94. O resultado alcançado foi a classificação V-0, que é a avaliação mais alta para retardância de chama no teste UL 94.
Você pode encontrar nossos resultados de teste aqui: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
No momento não temos planos para certificações UL.
PETG é seguro em contato com acetona?
A resposta vem da seção "DADOS DE RESISTÊNCIA QUÍMICA" da Ficha Técnica do PolyLite™ PETG. Afirma que o material tem resistência "Ruim" a ácidos fortes, com uma nota explicando que "Ruim" significa que o material se torna instável ao entrar em contato com o químico à temperatura ambiente. A acetona, um solvente forte, se enquadra nessa categoria. Assim, PolyLite™ PETG não é seguro em torno da acetona, pois provavelmente se degradará ou ficará instável.
Vi algumas pessoas mencionarem que suas mãos ficam irritadas ao manusear itens impressos com filamento com fibras. Você tem alguma recomendação?
Maneiras de reduzir irritação
Pós-processamento sem expor fibras
Minimize lixamento agressivo que corte as fibras.
Se o lixamento for necessário, finalize com uma granulometria bem fina (por exemplo, 600+) para reduzir pontas de fibra afiadas.
Recomendações de revestimento
Resina epóxi (camada fina) → Melhor para selar fibras e adicionar durabilidade.
Verniz de poliuretano transparente (tipo automotivo spray) → Mais fácil de aplicar, bom selamento da superfície.
Verniz acrílico em spray → Selagem leve, método mais fácil mas menos robusto.
Todos esses revestimentos criarão uma superfície lisa que evita o contato com as fibras e pode melhorar a estética e a resistência às intempéries.
É possível secar em excesso materiais CF-Nylon? Por exemplo secá-los quando não estão molhados?
Secar CF-Nylon quando não está molhado não vai prejudicá-lo, desde que você respeite as temperaturas e tempos recomendados. O verdadeiro risco é superaquecimento, não excesso de secagem.
A resistência a fluência (creep) do PET-CF é significativamente afetada pela falta de recozimento (annealing)?
Há várias maneiras de melhorar o desempenho contra fluência:
1. Aumente a espessura da parede e a densidade de preenchimento da peça impressa para garantir que a superfície impressa sob tensão seja impressa na direção do plano (XY) em vez da direção Z.
2. Recomendamos fortemente o recozimento (annealing), que melhorará efetivamente a fluência. Se o recozimento não for possível, recomendamos definir a superfície de suporte de carga como a superfície inferior impressa.
3. Se a deformação não puder ser suprimida, sugerimos adicionar um espaçador para reduzir parte da pressão.
É seguro cortar PLA com um laser CO2? Seu material contém PVC ou outros materiais que não devem ser cortados com laser CO2?
Nosso PLA não contém PVC, mas libera gases de forma bastante intensa. Portanto, a menos que alguém tenha um sistema de ventilação MUITO bom, o ambiente ficará tóxico demais.
Resumindo, ele cortará razoavelmente bem com um laser CO2, mas não recomendaríamos.
Minha Anycubic ACE Pro está tendo problemas de emaranhamento de filamento com seu Matte PLA, por que isso?
Isto é um problema específico da configuração ACE Pro e específico do Panchroma Matte PLA. Não temos certeza por que isso acontece e estamos investigando internamente. Mas, novamente, isso é específico apenas para o ACE Pro e Panchroma Matte PLA.
Se você fizer muitos ciclos de secagem de um CF-Nylon, o desempenho do material se degrada?
Secagens repetidas de CF-Nylons nas temperaturas corretas não deveriam torná-lo quebradiço ou degradá-lo. Apenas certifique-se de não secar acima da temperatura recomendada.
Algum material de nylon com fibra de carbono produzido pela Polymaker contém PFAS?
Não há PFAS em nenhuma fórmula PA-CF.
Posso usar massa automotiva (spot putty) diluída com acetona em misturas Fiberon sem comprometer resistência, empenamento e resistência à temperatura?
Uso de massa automotiva (diluída com acetona)
A massa geralmente pode ser usada em compósitos de nylon como PA6-GF25 e PA6-CF20, mas há alguns pontos-chave a considerar:
Acetona não é recomendada para materiais à base de nylon. O nylon é parcialmente sensível a solventes polares como acetona, o que pode causar amolecimento superficial, inchamento ou tensão interna—especialmente em polímeros semicristalinos como PA6. Isso pode levar a perda localizada de resistência ou fissuras por tensão com o tempo.
Em vez disso, recomendamos usar massa à base de epóxi ou poliéster sem diluição com solventes fortes, ou usar um preenchimento compatível com plásticos projetado para para-choques automotivos ou plásticos à base de nylon.
Teste sempre qualquer massa ou preenchimento em uma pequena seção da peça antes da aplicação completa.
Revestimento de resina poliéster – Risco de empenamento
Sua preocupação com o calor da cura da resina é absolutamente válida:
Muitas resinas poliéster são exotérmicas durante a cura, com temperaturas internas potencialmente excedendo 80–100°C, dependendo do volume e das condições ambientes.
Como compósitos de PA6 começam a amolecer acima de ~100–120°C (embora não se deformem severamente até ~200°C), peças de parede fina ou pouco suportadas podem empenar durante a cura, especialmente se presas ou apoiadas de forma desigual.
Se quiser usar uma abordagem de revestimento, aqui estão algumas opções mais seguras:
Opções recomendadas de acabamento
Primer epóxi 2K ou primer massa automotiva
Esses primers oferecem boa adesão a materiais PA (especialmente com lixamento leve ou promotores de adesão) e são termicamente estáveis durante a cura.
Promotores de adesão para plásticos automotivos
Use um promotor de adesão formulado para superfícies PA ou PP antes de aplicar camadas finais ou massas.
Revestimento de resina epóxi de baixa exotermia
Se quiser um revestimento de resina, escolha um sistema epóxi de baixa exotermia projetado para suavização de superfícies de compósitos. Teste em uma pequena peça primeiro para garantir estabilidade dimensional.
Acabamento mecânico + Pintura
Para o resultado mais limpo: lixe, aplique primer de massa, lixe novamente e finalize com um sistema de pintura automotiva projetado para peças plásticas de carroceria.
Resumo
Evite massa à base de acetona diretamente em peças de nylon
Resina poliéster pode causar empenamento — use com cautela ou evite em peças grandes/finas
Use massas compatíveis com plástico, revestimentos de baixa exotermia ou pilha primer-massa + pintura como abordagem mais segura
Vocês têm materiais com biocompatibilidade?
No momento não temos um material que tenha passado pelos rigorosos testes de biocompatibilidade, mas estamos trabalhando nisso.
Por que os produtos de PLA trazem um aviso da proposta 65 para benzeno?
Essa foi uma decisão da Equipe de Produto. A hipótese era que o benzeno é um ingrediente comumente usado, a CA-65 exige que o fabricante liste pelo menos um material, mas não pudemos testar todos os nossos produtos, então a equipe de produto decidiu listar Benzeno no adesivo. Isso não significa que nossos produtos contenham benzeno.
Podemos fazer testes adicionais no futuro para ver se podemos remover esse rótulo.
Qual é o teor de umidade dos materiais Fiberon™ no momento da embalagem?
Todos os filamentos Fiberon™ são secos e embalados a vácuo para garantir um teor de umidade inferior a 0,3%. Com base em nossos testes por lote, os resultados típicos ficam abaixo de 0,15%.
Vocês secam o filamento Fiberon™ após o resfriamento em água durante a extrusão?
Sim. Todos os filamentos Fiberon™ passam por um processo dedicado de secagem pós-extrusão antes de bobinamento e embalagem.
Por que imprimir materiais ESD em temperaturas mais altas reduz drasticamente a resistência?
Temperaturas de impressão mais altas melhoram a mobilidade e dispersão dos CNTs (nanotubos de carbono) na fusão do polímero, permitindo melhor formação de rede. Essa conectividade aprimorada reduz a resistência superficial, às vezes por várias ordens de magnitude.
Vocês têm testes EN71-3 para brinquedos na UE para algum produto?
No momento não temos. Mas isso é algo que estamos analisando atualmente.
Qual filamento Polymaker oferece resistência a solventes/aguarrases de pintura comuns?
PPS seria a melhor opção para isso, então sugerimos Fiberon™ PPS-CF10 ou Fiberon™ PPS-GF20.
Como funciona o poly dryer e como é que é o mesmo ventilador e aquecedor fazendo 3 níveis de potência diferentes?
O ajuste das configurações e da temperatura é alcançado principalmente por regulação de corrente. A velocidade do ventilador (RPM) e a vazão volumétrica de ar são fixas e não mudam para ajustar as configurações. Da mesma forma, a potência do aquecedor permanece constante; no entanto, o consumo de energia geral varia dependendo da temperatura alvo e das mudanças na temperatura do ar, que são causadas principalmente pela regulação de corrente.
Por favor, encontre abaixo as especificações relevantes do ventilador.

Que material você sugeriria que fosse pequeno assim e resistente à fluência?
A melhor opção para isso provavelmente seria PolyMax™ PC.
Você tem alguma informação sobre o fator de dissipação do material PPS-GF20?
Não testamos fator de dissipação anteriormente.
Verificamos e temos pequenas doses de outros componentes em nossas formulações para melhorar a processabilidade do material, e estes podem causar um fator de dissipação elevado, mas não temos valores específicos a fornecer. Recomenda-se que testes correspondentes sejam realizados sob os parâmetros da aplicação específica.
Também entendemos que a alta cristalinidade do PPS ajuda a reduzir a dissipação e a constante dielétrica, e recomenda-se recozer o material a 130 graus ou 230 graus antes dos testes.
Além disso, existem valores para a constante dielétrica na TDS que podem ajudar.
Estou planejando usar o filamento PolyCast não para fundição por cera perdida, mas para fundição por espuma perdida — isso é possível?
Não, não vai funcionar, o metal fundido não é suficiente para eliminar o modelo PolyCast.
A espuma é fácil de queimar e vaporizar em contato com metal fundido; achamos que o PolyCast é muito denso.
HT-PLA pode ser usado como material de suporte para materiais de temperatura mais alta?
Sim! HT-PLA foi testado pela comunidade e funciona muito bem como material de suporte para PET-CF. Pode funcionar para outros materiais de alta temperatura também, mas até agora apenas PET-CF foi testado.
O TPU da Polymaker é à base de éster (ester) ou éter (ether)?
Não podemos divulgar essa informação no momento.
Vocês têm permissividade relativa (permitividade) para ABS e ASA?
Lamentamos, mas isso não é algo que temos no momento.
Vocês vendem carretéis vazios?
Sinto muito, mas não oferecemos venda de carretéis vazios no momento. Pode valer a pena verificar com nossa comunidade muito ativa Discord no entanto, para ver se algum membro tem carretéis vazios que possam doar.
Parece haver uma linha acima do selo do êmbolo na minha caixa PolyDryer. Isso é normal?
Sim, isso é normal. Essa é a marca da linha de injeção (seam) da moldagem por injeção.
É difícil remover totalmente, especialmente com material transparente
PPS-CF ou outros materiais exigem ventilação durante o recozimento (annealing)?
Enquanto uma boa ventilação é necessária para todos os materiais durante a impressão, o recozimento não deveria requerer, pois a temperatura não atinge níveis que justifiquem a exigência de ventilação.
Seus carretéis plásticos de 5KG são recicláveis?
Nossos carretéis de 5KG são feitos de PP (polipropileno) e até incluem algum PP reciclado. É reciclável desde que você verifique primeiro com a instalação de reciclagem local.
A impressão em ASA produz VOCs?
Sim, normalmente o odor durante a impressão de ASA é mais forte que PLA/PETG, porque há mais pequenas moléculas remanescentes no ASA do processo de polimerização, o que pode ser considerado uma propriedade inerente do ASA. Também recomendamos conferir este vídeo do Thomas Sanladerer: https://www.youtube.com/watch?v=nofn_MHrxrsComo você pode ver nesse vídeo — é recomendado ter ventilação e filtragem adequadas independentemente do plástico com o qual você está imprimindo.
Vocês têm certificado de que o TPU90 cumpre os requisitos essenciais de segurança e desempenho do Regulamento (UE) 2017/745 do Parlamento Europeu e do Conselho de 5 de abril de 2017 sobre dispositivos médicos?
Os testes feitos no PolyFlex TPU90 foram pelos métodos da ISO 10993 - 5 (Testes para citotoxicidade in vitro), 10 (Testes para irritação e sensibilização cutânea), 11 (Testes para toxicidade sistêmica), 23 (Testes para irritação). Todos os relatórios de teste estão anexados. Aqui estão alguns aprendizados
a ISO 10993 é a norma para dispositivos médicos (não para material). (UE) 2017/745 é também a norma para dispositivos médicos (não para material). No caso, os testes devem ser finalmente feitos nos palmilhas impressas o que significa que materiais, impressoras, processo de impressão, ambiente de impressão, etc. estão todos relacionados com o resultado final. e os testes devem ser feitos pelo nosso cliente, se os produtos deles forem considerados dispositivos médicos que precisam seguir (UE) 2017/745
O objetivo das empresas de materiais (como nós) ao realizar testes no material é apenas aumentar a confiança de que os produtos finais (como palmilhas) possam passar no teste
No entendimento geral, material que passa na ISO-10993 -5/10/11/23 é bom para aplicações de contato com a pele
Quais são as taxas de encolhimento dos nossos nylons? Quanto CoPA ou PA6-CF ou PA12-CF ou PA612-CF ou qualquer nylon encolhe?
Isso depende um pouco se você está falando sobre a peça logo após terminar a impressão e o recozimento, ou se você quer dizer após permitir que ela seja condicionada pela umidade. Logo após o recozimento a peça de nylon encolherá um pouco, mas após deixá-la para ser condicionada pela umidade, a peça na verdade aumentará um pouco conforme absorve umidade.
Mais dados podem ser encontrados AQUI
Como eu uno duas peças impressas em PolyCast ou PolySmooth PVB?
Para unir duas peças PolyCast: Álcool (é um bom solvente para PVB, que se dissolve em líquido e então liga as duas metades, e depois o solvente evapora e solidifica)
Que revestimento ou gesso é melhor para combinar com PolyCast para fundição por investimento?
Para fundição por investimento com filamento PolyCast, a escolha do revestimento cerâmico pode depender do tipo de metal a ser fundido e do acabamento superficial desejado. Opções comuns incluem:
Revestimentos à base de sílica: Amplamente usados e geralmente compatíveis com vários metais.
Revestimentos à base de zircônio: Frequentemente preferidos para aplicações de alta temperatura, pois fornecem melhor resistência a choque térmico.
Quão higroscópico é seu Fiberon PPS-CF? Quão afetado pela umidade ele é? PPS-CF requer um secador de filamento?
PPS-CF tem uma taxa de absorção de umidade muito lenta e não é sensível à umidade. No entanto, umidade aderida ao filamento pode degradar a aparência das peças impressas. Portanto, recomendamos usar um PolyBox ou PolyDryer para armazenar o filamento. Se o filamento tiver sido exposto ao ambiente por mais de 3 dias, sugerimos secá-lo novamente antes do uso.
Posso imprimir Fiberon PPS-CF a 300 graus Celsius? PPS-CF pode ser impresso a uma temperatura mais baixa?
Definimos a temperatura mínima recomendada de impressão para PPS-CF em 310°C porque, embora a extrusão seja possível a 300°C, isso pode levar a uma resistência de ligação entre camadas significativamente reduzida. Isso impactaria negativamente o desempenho geral e a experiência do usuário.
Teremos bobinas Fiberon de 1KG? PET-CF, PPS-CF, PA-CF. Bobinas de 1KG para Fiberon?
Não faremos bobinas Fiberon de 1KG em um futuro próximo devido ao fato de que misturas com fibra de carbono são mais frágeis na bobina e difíceis de enrolar firmemente. Isso significa que o núcleo da bobina é maior e 1KG de filamento não caberá em uma bobina de 1KG.
Oferecemos, no entanto, opções de 3KG para todos os produtos Fiberon.
Qual a compatibilidade química do PPS-CF10 em contato com óleo cru e solventes aromáticos a ~120°C por longos períodos (vários meses)?
Otimizaram a processabilidade do PPS-CF10, tornando-o mais fácil de trabalhar, mas o material base continua sendo PPS. PPS possui por natureza boa resistência a óleo e hidrocarbonetos aromáticos, e acreditamos que essas propriedades de resistência química permanecerão inalteradas nessa mistura.
No entanto, devido à natureza específica da sua aplicação, recomendamos realizar alguns testes para validar o desempenho do material antes da implementação completa. Isso ajudará a garantir que quaisquer diferenças potenciais decorrentes da troca de materiais não afetem negativamente seus resultados.
Existe uma maneira de vedar Nylon com fibra de carbono? Isso inclui PA6-CF PA12-CF PA612-CF. Há uma forma de tornar nylon com fibra de carbono estanque à água?
Não temos muita experiência prática nisso, mas encontramos vários artigos sobre tornar peças impermeáveis usando um processo de impressão adequado.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
Existe certificação UL94 para PPS-CF? PPS-CF é certificado UL94?
Não existe certificação UL94 para PPS-CF
Como a resistividade de superfície do PETG-ESD varia com a temperatura de impressão? A temperatura de impressão afeta a resistividade de superfície?
A resistividade de superfície está relacionada com a temperatura do bico, já que a resistividade superficial está relacionada com
a condutividade do material
a adesão entre casca e casca e entre camada e camada - menos espaço entre casca e casca e entre camada e camada ajuda a reduzir a resistividade de superfície
Portanto, usar temperatura de bico mais alta ajuda a diminuir a resistividade de superfície.
Mais informações AQUI
Por que a temperatura de transição vítrea (Tg) é menor que a Temperatura de Deformação Térmica (HDT) para materiais de Nylon (ou qualquer outro material para o qual isso seja verdade)?
A temperatura de transição vítrea (Tg) refere-se à temperatura na qual as regiões amorfas do polímero amolecem. No entanto, a HDT é uma medida da capacidade do material de suportar cargas em temperaturas elevadas, que é mais influenciada pelas regiões cristalinas e pelo reforço de fibra. Como a cristalinidade aumenta durante o recozimento, a HDT pode superar a Tg na medida em que o material permanece estruturalmente estável a temperaturas mais altas sob carga.
O recozimento (annealing) incentiva o aumento da cristalinidade no polímero. Para PA-CF, isso significa que as regiões cristalinas dentro do material tornam-se mais organizadas e densas. Essas regiões cristalinas têm maior estabilidade térmica do que as regiões amorfas, permitindo que o material mantenha sua forma e rigidez em temperaturas mais elevadas, mesmo acima de sua Tg.
As fibras de CF em vários filamentos preenchidos são as mesmas entre as misturas (PA6, PA12, PA612, etc.) apenas com quantidades diferentes de fibra? Ou os comprimentos das fibras também diferem?
Para PA6-CF, PA12CF e PA612CF, usamos a mesma fibra de carbono na produção. Para PET-CF, a fibra de carbono será mais curta devido ao processo diferente. Para PETG-rCF, a fibra é diferente e provém de material reciclado.
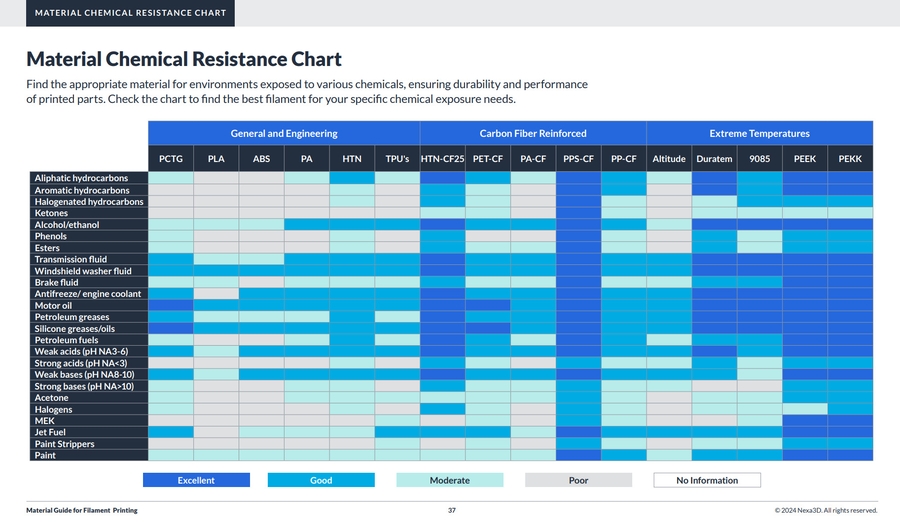
PET-CF é quimicamente resistente?
A resistência química é decidida principalmente pelo material base, e o PET geralmente tem boa resistência química. Verifique os quadros abaixo:

Como nossos filamentos que brilham no escuro brilham? Nossos filamentos Glow in the Dark usam zinco ou aluminato de estrôncio?
Em relação ao nosso Panchroma Glow, há estrôncio dentro, mas não zinco. Para mais informações, o conteúdo total de pó noturno no filamento é 2–2,5% em peso, mas não sabemos exatamente o teor de elemento estrôncio presente.
Como os códigos hexadecimais são determinados?
O código hex é atualmente uma estimativa da cor percebida: tiramos uma foto da mesma impressão sob as mesmas condições de iluminação e processamos cada pixel por um algoritmo que gera o código HEX
Como são determinadas as TD (Distâncias de Transmissão)?
A TD é medida com o TD-1 no lote de referência
Algum dos nossos filamentos contém bisfenol A? Algum filamento tem BPA? Algum material usa BPA?
O bisfenol A é comumente usado para polimerizar em materiais PC (policarbonato).Produtos feitos de policarbonato podem conter o monômero precursor bisfenol A (BPA). Mas nenhum outro produto deveria.
Algum de nossos filamentos atende às condições PLA EN 13432?
Como não nos aprofundamos nessa aplicação (embalagem), nenhum de nossos produtos foi testado por essa norma até agora.
Qual a diferença entre Panchroma Satin e Panchroma Matte?
Na verdade é apenas o acabamento - Panchroma Satin sendo menos fosco que Panchroma Matte. Mas em termos de marca, nosso Panchroma Satin foi nosso PolyTerra PLA + rebatizado como Panchroma Satin. Então o Satin é ligeiramente mais resistente que o Matte - mas não consideramos forte o suficiente para justificar o rótulo "+" - então agora apenas o chamamos pelo acabamento superficial
Quais são as especificações do ventilador usado no PolyDryer, incluindo rpm e pressão de ar?
A velocidade do ventilador (RPM) e a vazão volumétrica de ar são fixas e não mudam para ajustar as configurações. Da mesma forma, a potência do aquecedor permanece constante; no entanto, o consumo de energia geral varia dependendo da temperatura alvo e das mudanças na temperatura do ar, que são causadas principalmente pela regulação de corrente.

Panchroma Translucent Natural PLA é o mesmo produto que PolyLite PLA Natural?
Sim - são o mesmo produto - apenas com nova marca
Vocês têm permissividade relativa (permitividade) para ABS e ASA?
Isso não é algo que temos no momento
A fonte de alimentação do PolyDryer tem certificação de segurança da Intertek ou UL?
Sim! Encontre-os aqui: Relatório de Teste UL Certificado GCC
Posso desligar o bip no PolyDryer?
Isso não é algo que pode ser alterado - embora novas unidades produzidas após maio de 2025 possam: No modo “SETTING”, pressione e segure ambos os botões “Pause” e “Decrease” por 5 segundos para entrar no modo de ajuste do nível do buzzer. O display mostrará “bu-01”. Use os botões “Increase +” ou “Decrease −” para ajustar o volume. Existem 3 níveis de volume disponíveis. Após definir o volume desejado, pressione o botão “Pause” para salvar a configuração e retornar ao modo “SETTING”.

TPU suportará temperaturas tão frias quanto -25℃?
Não é recomendado TPU para essas temperaturas frias, pois estão abaixo da temperatura de transição vítrea - tornando o TPU mais duro e frágil.
Existe uma maneira de usar o PolyDryer com o PolyBox?
Há um arquivo para download que você pode usar aqui: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
Há uma maneira de recarregar o PLA de transição UV?
O efeito durará apenas algumas aplicações a menos que se exponha a peça ao UV por um longo período.
As propriedades do nylon mudam dramaticamente dependendo se são impressos molhados ou secos; no entanto, isso não parece afetar as temperaturas de deformação térmica do material com base em suas fichas técnicas. Isso é verdade?
HDT é principalmente uma função da estrutura cristalina do polímero e da temperatura de transição vítrea, que não são significativamente afetadas pela umidade absorvida.
Embora a umidade reduza a resistência à tração e o módulo, o ponto de amolecimento sob uma carga determinada (que a HDT mede) permanece relativamente estável porque depende da transição térmica do polímero base e do reforço de fibra, não de pequenas mudanças nas regiões amorfas.
Dito isso, o envelhecimento térmico a longo prazo em ambientes úmidos ainda pode acelerar a degradação das propriedades, mesmo que a HDT em testes de curto prazo permaneça semelhante.
Então, em resumo:
Embora a HDT do PA6-CF seja em grande parte não afetada pelo estado úmido vs. seco, isso não significa que o desempenho sob calor e carga será idêntico em condições do mundo real, pois a resistência à fluência e a estabilidade dimensional ainda podem diminuir com a umidade.
Se sua aplicação envolve exposição contínua a alta temperatura e umidade, recomendamos:
✔ Imprimir com filamento seco
✔ Recozer após a impressão para melhorar a cristalinidade e a estabilidade dimensional
✔ Considerar PET-CF ou PPS-CF para superior estabilidade hidrolítica se a resistência à umidade for crítica
Last updated
Was this helpful?