> For the complete documentation index, see [llms.txt](https://wiki.polymaker.com/llms.txt). Markdown versions of documentation pages are available by appending `.md` to page URLs; this page is available as [Markdown](https://wiki.polymaker.com/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/sobre-a-polymaker/tecnologias-da-polymaker.md).
# Tecnologias da Polymaker
### **Tecnologia Jam-Free™**
Para entender essa tecnologia, primeiro vale entender a principal causa de travamento de filamento:
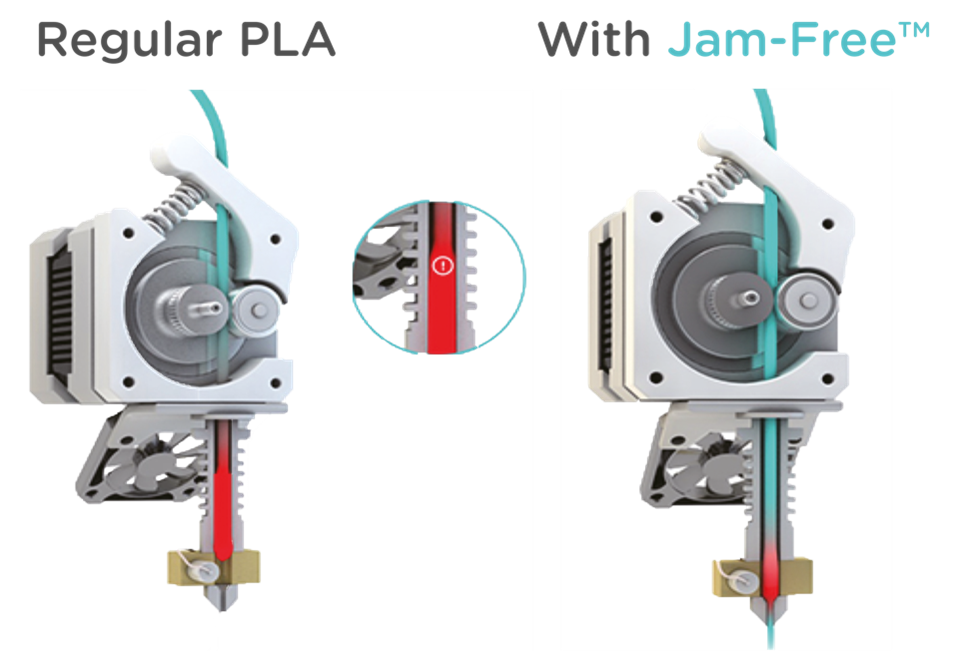
O cabeçote de impressão é dividido em duas partes principais: a zona quente e a zona fria. A zona quente é onde o bloco de aquecimento derrete o filamento. A zona fria impede que esse calor suba e danifique outros componentes ou amoleça o filamento antes da hora.
Durante impressões longas, impressões com dupla extrusão ou em hotends com dissipação ruim, o calor pode subir para a zona fria e amolecer o filamento. Isso pode fazer o material expandir, travar ou ser mastigado pela engrenagem do extrusor.
O PLA é o material mais propenso a esse problema, porque tem Tg baixa, em torno de 60°C. Se a temperatura passar um pouco de 50°C, o risco de travamento já aumenta. Filamentos de 2,85 mm sofrem menos com isso, porque são mais espessos e mantêm mais rigidez do que os de 1,75 mm.
Para resolver isso, a Polymaker aumenta a resistência térmica dos nossos produtos à base de PLA de 1,75 mm, antes da impressão, para até 140°C. Isso significa que qualquer PLA tratado com a tecnologia Jam-Free™ pode ser seco em temperaturas mais altas do que um PLA padrão sem esse tratamento.
Como o PLA é um polímero semicristalino, a Polymaker consegue isso recozendo o filamento antes, o que aumenta seu grau de cristalinidade. Como explicamos na seção de [Ciência dos materiais](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/ciencia-dos-materiais.md), esses cristais só começam a se romper perto da temperatura de fusão, em torno de 150°C para o PLA da Polymaker. Isso aumenta a resistência térmica do material.
### **Tecnologia Warp-Free™**
Essa tecnologia é usada pela Polymaker em nossos materiais à base de nylon. Você pode aprender mais sobre empenamento e suas causas na página de [Ciência dos materiais](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/ciencia-dos-materiais.md). Ela atua em uma das principais causas do empenamento: a cristalização.
O nylon é conhecido por ser difícil de imprimir justamente por causa do empenamento. Durante a impressão, a formação rápida de cristais em cada camada cria muita tensão interna, o que resulta em deformação da peça.
A tecnologia da Polymaker não só reduz essa tensão, como também melhora as propriedades mecânicas da peça. Ela desacelera a taxa de cristalização do polímero, impedindo a formação rápida de pequenos cristais em cada camada. Em vez disso, permite que cristais maiores se formem lentamente ao longo de várias camadas, já que mais material é depositado antes que a cristalização aconteça. Esses cristais entre camadas aumentam significativamente a adesão entre elas. Esse também é o motivo pelo qual a Polymaker recomenda recozer a peça após a impressão. O [recozimento](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/pos-processamento/recozimento.md) garante que a peça atinja seu maior grau de cristalinidade, entregando as melhores propriedades térmicas e mecânicas.
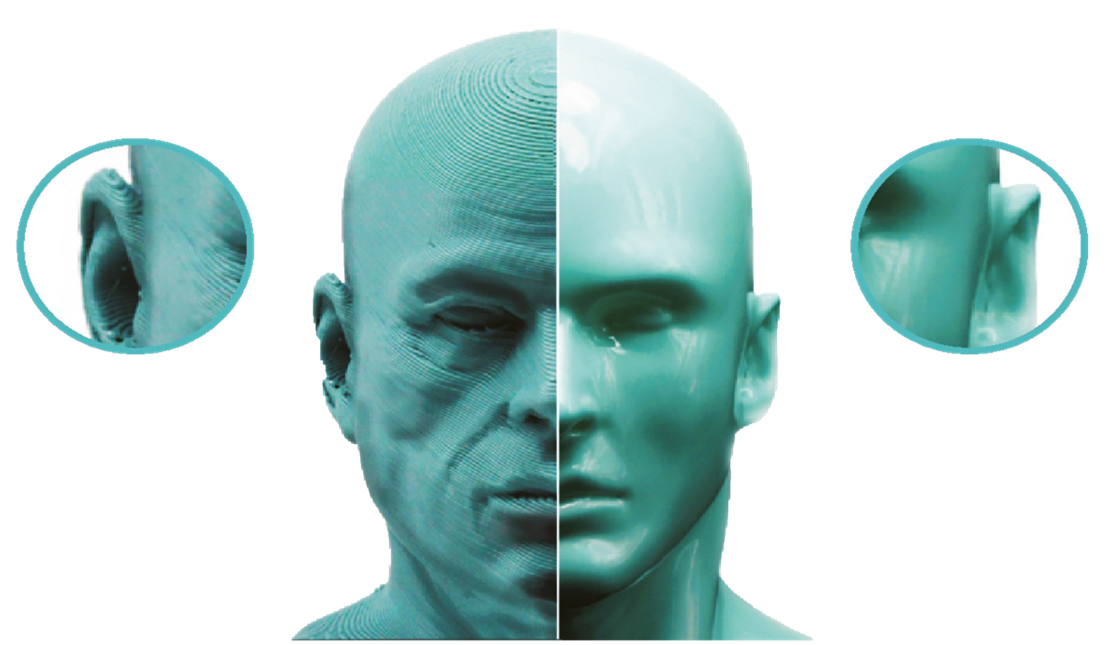
### **Tecnologia Layer-Free™**
Essa tecnologia envolve menos ciência dos polímeros e mais a combinação ideal entre o material certo e o solvente certo. A Polymaker se interessou pelos resultados lisos que um banho de acetona podia dar ao ABS, mas entendia que ABS era difícil de imprimir e que a acetona podia ser perigosa e pouco segura no uso doméstico. Além disso, não existiam dispositivos pensados especificamente para polir peças de ABS com esse solvente.
O primeiro desafio foi encontrar um polímero que fosse fácil de imprimir e que também reagisse com um solvente mais acessível e menos perigoso que a acetona.
A Polymaker encontrou no PVB o candidato ideal. A partir daí, desenvolvemos formulações específicas baseadas nesse polímero, e o [PolySmooth™](/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/filamentos-polymaker/filamentos-especiais/polysmooth-tm-pvb.md) foi o resultado desse trabalho.
O PolySmooth™ podia ser impresso com configurações semelhantes às do PLA e depois alisado com álcool.
O segundo desafio foi criar um equipamento que pudesse polir um modelo em PolySmooth™ com álcool de forma segura e confiável. O [Polysher™](/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/acessorios/polysher-tm.md) foi o resultado desse desenvolvimento. O centro do sistema é o nebulizador, junto com uma membrana cuidadosamente escolhida e um algoritmo específico para operar na frequência correta.
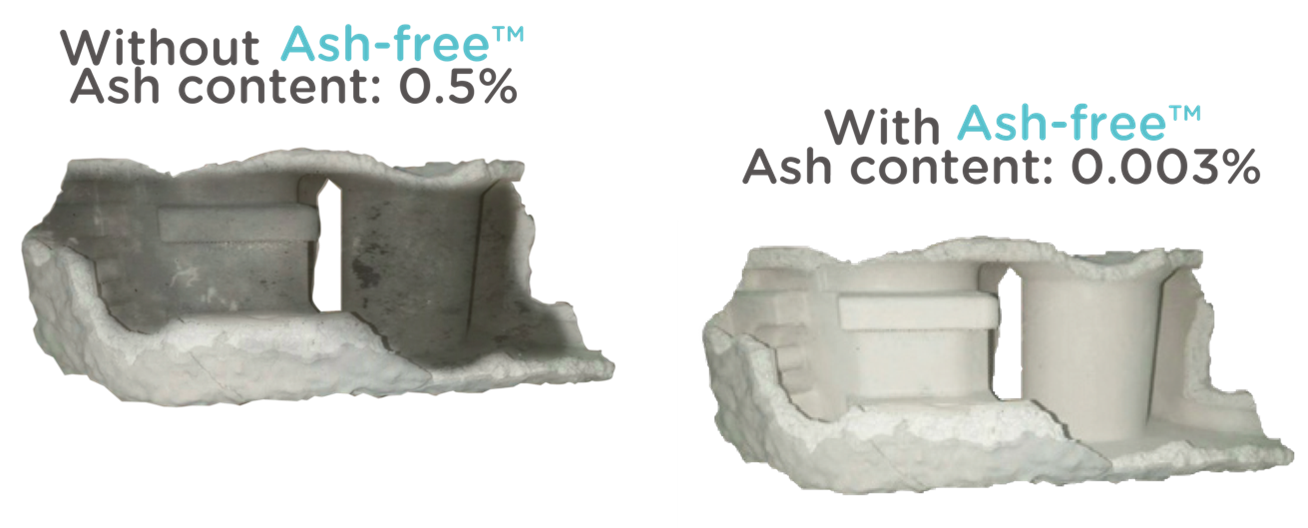
### **Tecnologia Ash-Free™**
Essa tecnologia é usada no [PolyCast™](/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/filamentos-polymaker/filamentos-especiais/polycast-tm-pvb.md) da Polymaker. Ela usa uma combinação específica de componentes cuidadosamente escolhidos para criar um material voltado para fundição. Esses componentes são selecionados para queimarem sem deixar resíduos.
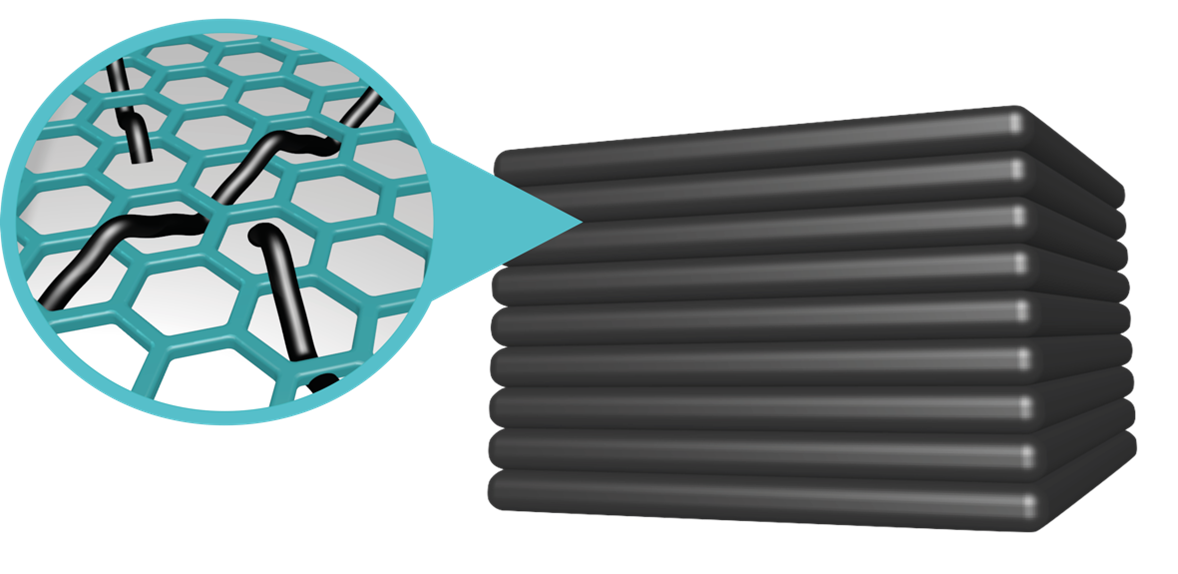
### **Tecnologia Fiber Adhesion™**
Materiais reforçados com fibra oferecem excelentes propriedades térmicas e mecânicas, mas, na impressão 3D por extrusão, podem prejudicar a adesão entre camadas. A Polymaker entende que isso acontece porque as fibras nem sempre interagem bem com o polímero da matriz.
Depois de meses de desenvolvimento, conseguimos otimizar a química de superfície das fibras para melhorar sua dispersão e sua ligação com a matriz.
Ao aplicar essa tecnologia no [Fiberon™ PA6-CF](/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/filamentos-polymaker/fiberon-tm/fiberon-tm-pa6-cf20.md) e no [Fiberon™ PA6-GF](/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/filamentos-polymaker/fiberon-tm/fiberon-tm-pa6-gf25.md), a adesão entre camadas não foi prejudicada. Na verdade, ficou mais forte, com ganho de 27% no CF e 15% no GF.
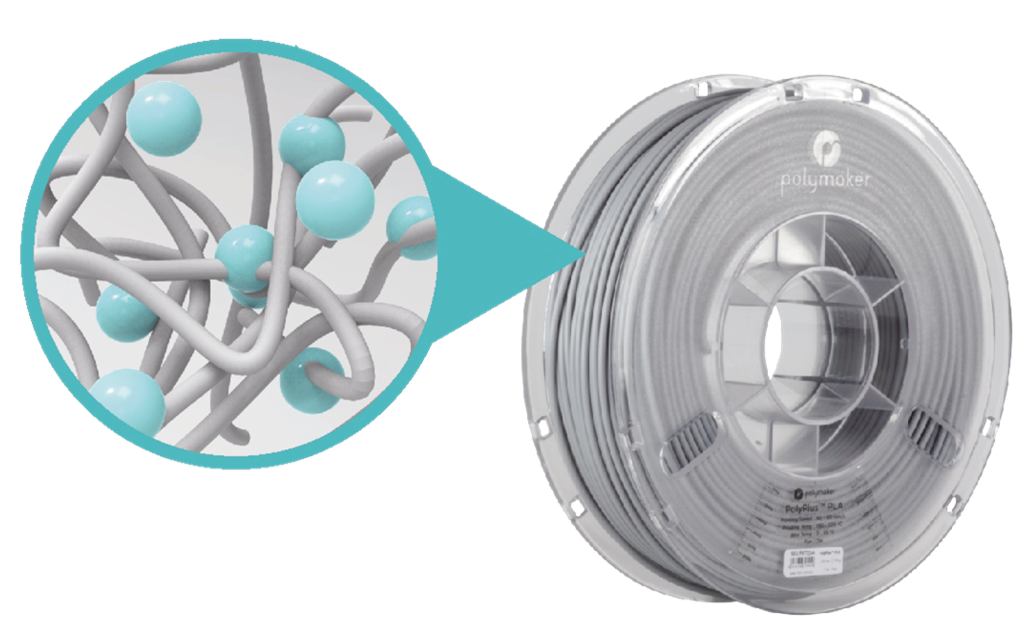
### **Tecnologia de nano-reforço**
Essa tecnologia é usada na família PolyMax™ da Polymaker. Ela reforça o polímero com nanopartículas, deixando o material muito mais tenaz sem exigir mudanças grandes nas condições de impressão. PolyMax™ PLA, PolyMax™ PETG e PolyMax™ PC são os três produtos dessa família. Todos imprimem com configurações parecidas às de suas versões regulares, PolyLite™ PLA, PolyLite™ PETG e PolyLite™ PC, mas podem alcançar até cinco vezes mais tenacidade, ficando mais duráveis. Como mostramos na seção de [Ciência dos materiais](/polymaker-wiki/polymaker-wiki-pt/dicas-de-impressao/ciencia-dos-materiais.md), a tenacidade à fratura costuma ser bem representada pela resistência a impacto.
### **Tecnologia Stabilized Foaming™**
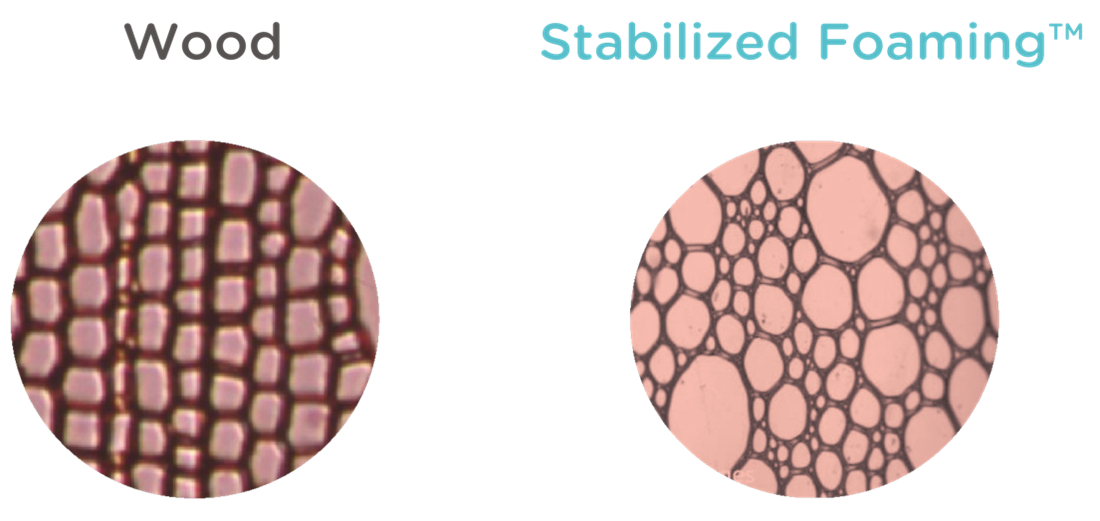
Essa última tecnologia foi uma das primeiras desenvolvidas pela Polymaker. Depois de várias experiências ruins com entupimento ao imprimir filamentos com carga de madeira, começamos a buscar uma forma de criar um filamento com aparência de madeira sem usar pó de madeira real, já que esse pó podia atrapalhar a impressão.
A Polymaker percebeu que a aparência da madeira vem principalmente da cor e da estrutura celular vegetal. Copiar a cor era fácil. A estrutura celular foi reproduzida usando um agente expansor, criando uma rede semelhante.
O maior desafio foi criar uma estrutura espumada que não fosse destruída pelo processo de extrusão da impressora 3D. Daí vem o “stabilized” em “Stabilized Foaming”, indicando que a espuma se mantém estável após a impressão. Foi dessa tecnologia que nasceu o LW-PLA.
---
# Agent Instructions
This documentation is published with GitBook. GitBook is the documentation platform designed so that both humans and AI agents can read, navigate, and reason over technical content effectively. Learn more at gitbook.com.
## Querying This Documentation
If you need additional information that is not directly available in this page, you can query the documentation dynamically by asking a question.
Perform an HTTP GET request on the current page URL with the `ask` query parameter, and the optional `goal` query parameter:
```
GET https://wiki.polymaker.com/polymaker-wiki/polymaker-wiki-pt/produtos-polymaker/sobre-a-polymaker/tecnologias-da-polymaker.md?ask=&goal=
```
`ask` is the immediate question: it should be specific, self-contained, and written in natural language.
`goal` is optional and describes the broader end goal you are ultimately trying to accomplish on behalf of the user. GitBook uses it to tailor the answer towards what is most useful for that goal.
The response will contain a direct answer to the question and relevant excerpts and sources from the documentation.
Use this mechanism when the answer is not explicitly present in the current page, you need clarification or additional context, or you want to retrieve related documentation sections.