Encolhimento (Warping)
Antes de mergulhar nesses fenômenos, precisamos esclarecer um ponto importante sobre velocidade de impressão e temperatura de impressão.
Normalmente a temperatura de impressão é definida como a temperatura do bloco de aquecimento (em ˚C) e a velocidade de impressão sempre definirá a velocidade do cabeçote ao imprimir (em mm/s).
Nesta página nos referiremos a fatores mais úteis para nós, tais como a temperatura de extrusão e a taxa de extrusão:
Temperatura de Extrusão: A temperatura na qual o plástico sai do bico (em ˚C)
Taxa de Extrusão: A taxa na qual o plástico é extrudado do bico (em mm3/s)

A temperatura de extrusão pode ser aumentada usando diferentes fatores:
Aumentar a temperatura de impressão, reduzir a velocidade de impressão, reduzir a altura da camada ou aumentar o comprimento da câmara aquecida do bico.
A taxa de extrusão pode ser diminuída usando diferentes fatores:
Reduzir a velocidade de impressão, reduzir a altura da camada ou reduzir a espessura da extrusão.
Warping
Na impressão 3D, ocasionalmente encontraremos uma peça que se deforma na impressora, enruga ou se levanta da cama por causa do que é conhecido como warping (deformação). Isso é causado pelo acúmulo de tensão gerada pelo processo de impressão 3D.
A origem da tensão interna ainda está em debate e, dependendo da configuração da sua impressora 3D, muitos fatores podem estar contribuindo para a tensão interna construída. Aqui está uma hipótese que deve ser considerada para todas as máquinas FDM:
Durante o processo de extrusão o polímero é forçado através de uma matriz (pequeno orifício/bico), e durante essa etapa as cadeias poliméricas serão esticadas até um estado de tensão, então aderirão à placa de construção ou a uma camada anterior de plástico. Essa tensão será lentamente liberada ao longo do tempo, no entanto, se a temperatura não permitir que o polímero se mova livremente o suficiente para liberar a tensão, ou se a camada não estiver bem aderida à cama ou à placa de construção, o acúmulo dessa tensão através das camadas forçará a peça a se deformar macroscopicamente.

Warping e rachaduras são sempre representativos desse acúmulo de tensão excedendo a ligação entre a cama ou a adesão entre camadas.
Como resultado, temos três maneiras de prevenir warping/rachaduras:
1. Dar aos polímeros energia suficiente para se moverem livremente e liberarem sua tensão interna.
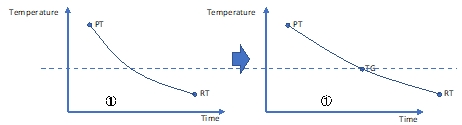
A maior parte da liberação de tensão ocorre logo após a extrusão; de fato o material será extrudado a uma alta temperatura e então resfriado abaixo de Tg. É durante esse tempo acima de Tg que o polímero liberará a maior parte de sua tensão interna, no entanto, se esse tempo for muito curto, não terá tempo para atingir o equilíbrio. Aumentar esse período de tempo é uma forma de reduzir o warping.
Esse período de tempo pode ser aumentado das seguintes maneiras:
Aumentar a temperatura de extrusão (PT):
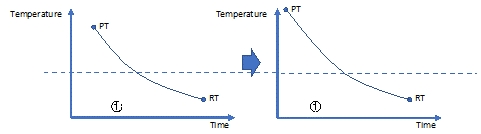
Aumentar a temperatura da sala ou da câmara (RT):
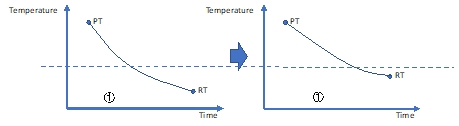
Diminuir a taxa de resfriamento:
2. Melhorar a adesão à cama ou entre camadas
O acúmulo de tensão tenderá a levantar a camada de outra camada (delaminação) ou da cama (warping). No entanto, se a adesão cama/camada for forte o suficiente para resistir à deformação, o polímero será capaz de liberar sua tensão sem deformar a peça. A adesão à cama pode ser melhorada usando superfícies de cama adequadas e revestimentos.
Antes de falar sobre como melhorar a adesão entre camadas, vejamos o que é adesão entre camadas:
A adesão entre camadas é possível graças ao entrelaçamento entre cadeias poliméricas de uma camada para outra.

Esse entrelaçamento é possível quando ambas as camadas são aquecidas acima de Tg e ambas têm suas cadeias poliméricas se movendo livremente, e através desse movimento as cadeias se entrelaçam umas com as outras.
Para melhorar a adesão entre camadas, temos que aumentar o número de entrelaçamentos entre as cadeias poliméricas na interface da camada. O número de entrelaçamentos pode ser aumentado aumentando o tempo em que ambas as camadas estão em contato entre si com uma temperatura acima de Tg. Como podemos ver, essa é a mesma solução do número 1. Contudo, um fator extra que pode melhorar a adesão entre camadas é aumentar a superfície de contato entre as camadas aumentando a largura de extrusão.
3. Reduzir a criação de tensão
Essa terceira solução para resolver o warping baseia-se em reduzir a causa raiz do warping: a tensão interna.
Como mencionado anteriormente, a tensão é criada ao forçar o material através de uma matriz, o que criará um perfil de velocidade que esticará e orientará as cadeias poliméricas. Reduzir a criação de tensão depende de achatar esse perfil de velocidade. Esse perfil de velocidade pode ser achatado aumentando o tamanho do bico, reduzindo a taxa de extrusão, diminuindo a viscosidade do material (aumentando a temperatura de impressão) ou revestindo a superfície interna do bico com um material de baixa resistência ao fluxo.
A explicação acima do warping pode ser aplicada a polímeros amorfos e semicristalinos. No entanto, polímeros semicristalinos enfrentam uma fonte adicional de tensão: a cristalização.
De fato, ao imprimir, a peça sofrerá cristalização ao resfriar, criando pequenos cristais que, como estruturas ordenadas, ocupam menos espaço e forçarão a peça a encolher. É por isso que materiais de nylon se deformam mesmo que a placa de construção possa estar apenas a 45 graus. Se os cristais se formarem rápido demais, cada camada terá pequenos cristais criando muita tensão por camada e o acúmulo dessa tensão deformará a peça macroscopicamente.
Last updated
Was this helpful?