Стекание (oozing)
В этой части мы разделим вытекание на два вида в зависимости от причины.
Первая причина — вытекание, вызванное тем, что выдавленная нить соединяется с материалом внутри сопла. Тогда выдавленная нить будет вытягивать материал из сопла по мере перемещения сопла в другое место. Мы переименуем это явление в «стрингинг» (из-за образуемой нитки).
Полимеры с высокой молекулярной взаимосвязью или полимеры, впитавшие влагу, склонны к этой проблеме.
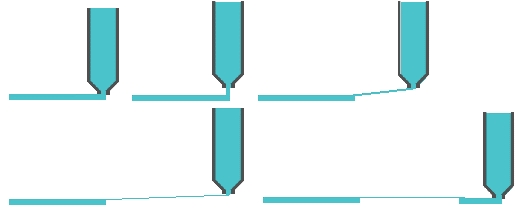
Простой способ решить проблему стрингинга — отрезать выдавленную нить от материала в сопле, выполнив протирающее движение соплом перед его перемещением в другое место.
Вторая причина — фактическое вытекание материала, вызванное остаточным давлением и гравитацией, которые со временем выталкивают материал из сопла.
Как упомянуто, вышеуказанные 3 фактора определяют количество материала, вытекшего из сопла:
Остаточное давление, гравитация и время.
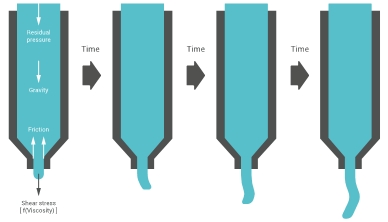
Чтобы уменьшить вытекание, необходимо уменьшить или компенсировать каждый из них:
Остаточное давление:
Остаточное давление является результатом того, что принтер создаёт давление внутри сопла для экструзии с определённой объёмной скоростью. Это давление не может быть полностью сброшено из сопла за очень короткий промежуток времени, и поэтому материал будет продолжать слегка экструдироваться. Чтобы уменьшить остаточное давление, можно увеличить настройки ретракта (дистанцию, скорость), увеличить коастинг (использовать остаточное давление для завершения слоя), уменьшить скорость экструзии (требуется меньше давления для экструзии) или повысить температуру печати (требуется меньше давления для экструзии).
Гравитация
Гравитация всегда будет тянуть нить из сопла, и если сила тяжести сильнее сопротивления потоку пластика по внутренней поверхности сопла и сдвига внутри пластика, он будет вытекать. Обратите внимание, что сопротивление потоку между внутренней поверхностью сопла и пластиком можно увеличить, увеличив отношение L/D матрицы (L: длина капилляра матрицы, D: диаметр отверстия сопла). Сдвиг внутри пластика можно увеличить, понизив температуру сопла (а значит и поддерживающую температуру во время простоя в некоторых принтерах с двойной экструзией).
Время
Количество материала, вытекшего из сопла, также зависит от времени простоя сопла. Чем дольше длится пауза, тем больше материала вытечет. Это время можно значительно сократить, установив высокую скорость перемещений, ускорение и достаточно высокие значения jerk. Материал не успеет вытечь до достижения другой части модели. Высокая скорость перемещений и ускорение не должны влиять на призраки (ghosting) так, как это происходит при увеличении скорости и ускорения печати. Однако для печати с двойной экструзией этот фактор практически невозможно изменить.
Последнее обновление
Это было полезно?