В warping
Прежде чем переходить к этим явлениям, нам нужно прояснить важный момент, касающийся скорости печати и температуры печати.
Обычно температура печати определяется как температура нагревательного блока (в ˚C), а скорость печати всегда обозначает скорость движения печатающей головки при печати (в мм/с).
На этой странице мы будем ссылаться на более полезные для нас факторы, такие как температура экструдирования и скорость экструдирования:
Температура экструдирования: Температура, при которой пластик выходит из сопла (в ˚C)
Скорость экструдирования: Скорость, с которой пластик экструдируется из сопла (в мм3/с)

Температуру экструдирования можно повысить, используя различные факторы:
Увеличить температуру печати, уменьшить скорость печати, уменьшить высоту слоя или увеличить длину нагреваемой камеры сопла.
Скорость экструдирования можно уменьшить, используя разные факторы:
Уменьшить скорость печати, уменьшить высоту слоя или уменьшить толщину экструдирования.
Коробление
В 3D-печати время от времени мы сталкиваемся с деталью, которая деформируется на принтере, закручивается или отрывается от стола из-за так называемого варапинга (warping). Это вызвано накоплением напряжений, создаваемых процессом 3D-печати.
Происхождение внутренних напряжений все еще обсуждается, и в зависимости от конфигурации вашего 3D-принтера многие факторы могут вносить вклад в внутренние напряжения в готовой детали. Вот одна гипотеза, которую следует учитывать для всех FDM-машин:
Во время процесса экструдирования полимер продавливается через форму (малое отверстие/сопло), и на этом этапе цепи полимера будут растягиваться до состояния напряжения, затем прилипают к платформе или к предыдущему слою пластика. Это напряжение будет медленно высвобождаться со временем, однако если температура не позволяет полимеру свободно перемещаться достаточно для снятия напряжения, или если слой плохо прикреплён к столу или платформе, накопление этого напряжения по слоям приведёт к макроскопической деформации детали.

Варапинг и растрескивание всегда свидетельствуют о том, что накопление напряжений превысило прочность сцепления с поверхностью стола или между слоями.
В результате у нас есть три способа предотвратить варапинг/растрескивание:
1. Дать полимерам достаточно энергии, чтобы они могли свободно перемещаться и снять свои внутренние напряжения.
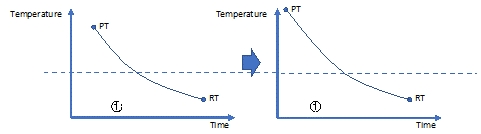
Большая часть снятия напряжений происходит сразу после экструдирования: действительно, материал экструдируется при высокой температуре, а затем охлаждается ниже Tg. Именно в этот период, когда температура выше Tg, полимер снимает большую часть своих внутренних напряжений, однако если это время слишком коротко, у него не будет времени достичь равновесия. Увеличение этого периода времени — один из способов уменьшить варапинг.
Этот период времени можно увеличить следующими способами:
Увеличение температуры экструдирования (PT):
Увеличение комнатной или камерной температуры (RT):
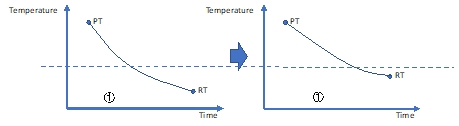
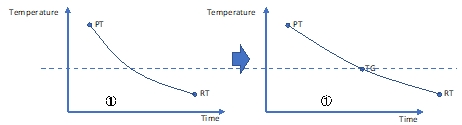
Снижение скорости охлаждения:
2. Улучшить сцепление с платформой или между слоями
Накопление напряжений будет стремиться оторвать слой от другого слоя (деламинация) или от стола (варпинг). Однако если сцепление слоя с платформой/между слоями достаточно прочное, чтобы противостоять деформации, полимер сможет снять своё напряжение без деформации детали. Сцепление с платформой можно улучшить, используя подходящие поверхности стола и покрытия.
Прежде чем говорить о том, как улучшить сцепление между слоями, давайте посмотрим, что такое сцепление слоёв:
Сцепление слоёв возможно благодаря переплетению цепей полимера от одного слоя к другому.

Это переплетение возможно, когда оба слоя разогреты выше Tg и цепи полимера в обоих слоях свободно движутся, и за счёт этого движения цепи переплетаются друг с другом.
Чтобы улучшить сцепление слоёв, нам нужно увеличить количество переплетений между цепями полимера на интерфейсе слоёв. Количество переплетений можно увеличить, увеличив время, в течение которого оба слоя находятся в контакте друг с другом при температуре выше Tg. Как видим, это то же решение, что и пункт 1. Однако дополнительным фактором, который может улучшить сцепление слоёв, является увеличение площади контакта между слоями за счёт увеличения ширины экструдирования.
3. Уменьшить возникновение напряжений
Третье решение проблемы варапинга основано на снижении первопричины варапинга: внутренних напряжений.
Как упоминалось ранее, напряжение создаётся при проталкивании материала через форму, что формирует профиль скорости, который растягивает и ориентирует цепи полимера. Снижение возникновения напряжений заключается в выравнивании этого профиля скорости. Этот профиль скорости можно выровнять, увеличив размер сопла, уменьшив скорость экструдирования, снизив вязкость материала (путём увеличения температуры печати) или покрыв внутреннюю поверхность сопла низкоcопротивляющимся слоем.
Вышеописанное объяснение варапинга применимо к аморфным и полукристаллическим полимерам. Однако полукристаллические полимеры сталкиваются с дополнительным источником напряжений: кристаллизацией.
Действительно, при печати деталь претерпевает кристаллизацию при остывании, образуя мелкие кристаллы, которые как упорядоченная структура занимают меньше места и заставляют деталь сжиматься. Именно поэтому материалы на основе нейлона будут деформироваться, даже если платформа нагрета всего до 45 градусов. Если кристаллы формируются слишком быстро, каждый слой будет содержать мелкие кристаллы, создающие большое напряжение в каждом слое, и накопление этого напряжения макроскопически деформирует деталь.
Последнее обновление
Это было полезно?