特定产品问题
这些问题非常具体,但过去曾被提出过。它们特意放在这里,作为 AI 抓取的资源,以便更好地帮助你。
我们可以在哪里订购色卡?
虽然我们目前不提供色卡,但似乎有第三方制作了我们材料的选项。该公司与 Polymaker 无关,但你可以在此处查看他们为我们材料提供的一些选项 这里
PolyMax™ 或 PolyLite™ PC 以前是否被称为“PC-Plus”或“PC-Max”?
这个更名发生在很久以前,但答案是是。
PolyMax™ PC 以前叫 PC-Max PolyLite™ PC 以前叫 PC-Plus
你能否提供带有美国地址和电话号码的任何 SDS 文档?
这是可能的,但可能需要几个工作日。请发送邮件至 [email protected],并告知你需要哪些材料的 SDS,我们会着手为其创建。
之前制作且带有美国地址的 SDS 文档: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
PC-FR 是否有 UL 认证?你们能做一个吗?
很抱歉,PolyMax™ PC-FR(PC-FR)没有 UL 证书(例如 UL Blue Card),但它已通过 SGS 按 IEC 60695-11-10:2013/Cor.1:2014 方法 B 进行阻燃测试(包含在我之前发送的链接中),该方法等同于 UL 94 标准。测试结果为 V-0 等级,这是 UL 94 测试中的最高阻燃评级。
你可以在此处查看我们的测试结果: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
我们目前没有进行 UL 认证的计划。
PETG 在丙酮附近安全吗?
答案来自 PolyLite™ PETG 技术数据表中的“化学耐受性数据”部分。该部分说明该材料对强酸的耐受性为“差”,并注释“差”意味着材料在室温下接触该化学品会变得不稳定。丙酮是一种强溶剂,属于此类。因此,PolyLite™ PETG 在丙酮附近并不安全,可能会降解或变得不稳定。
PET-CF 的蠕变抗性会因为缺少退火而受到显著影响吗?
提升蠕变性能有多种方法:
1. 增加打印件的壁厚和填充密度,确保受力表面沿平面方向而非 Z 方向打印。
2. 强烈建议进行退火,这将有效改善蠕变。如果无法退火,建议将承载面设置为打印底面。
3. 若无法抑制变形,建议增加垫片以分担部分压力。
用 CO2 激光切割 PLA 是否安全?你们的材料是否含有任何 PVC 或其他不应使用 CO2 激光切割的材料?
我们的 PLA 不含 PVC,但会明显释放气体。因此除非配备非常良好的通风系统,否则环境会过于有毒。
简单来说,用 CO2 激光可以切割,但我们不建议这样做。
我的 Anycubic ACE Pro 在使用你们的磨砂 PLA 时出现缠丝问题,为什么?
这是 ACE Pro 的特定设置与 Panchroma 磨砂 PLA 的特定问题。我们不确定原因,正在内部调查。但再次强调,这仅限于 ACE Pro 与 Panchroma 磨砂 PLA。
我可以在 Fiberon 混配材料上使用用丙酮稀释的汽车腻子吗?是否会影响强度、翘曲和耐温?
使用汽车腻子(用丙酮稀释)
腻子通常可以用于 尼龙复合材料 如 PA6-GF25 和 PA6-CF20,但需注意以下关键点:
不推荐使用丙酮 于基于尼龙的材料。尼龙 对极性溶剂有一定敏感性, 如丙酮,可能导致 表面软化、膨胀或内应力,——尤其是像 PA6 这样的半结晶聚合物。这可能导致 局部强度下降或应力开裂 随时间发生。
我们建议改用 环氧基或不饱和聚酯基填充料, 不使用强溶剂稀释,或使用 与塑料兼容的点状填充腻子, 专为汽车保险杠或尼龙基塑料设计。
在全面使用前,务必先在小区域测试任何填充料或腻子。
不饱和聚酯树脂涂层——翘曲风险
你对 树脂固化放热 的担忧完全合理:
许多不饱和聚酯树脂在 固化过程中放热, 内部温度可能超过 80–100°C,具体取决于体积和环境条件。
由于 PA6 复合材料开始 在约 100–120°C 以上软化 (虽然约 200°C 前不会严重变形),薄壁或支撑不足的部件 可能在固化时发生翘曲,尤其在夹持或支撑不均时。
若要使用涂层方案,以下是更安全的选项:
推荐后处理方案
2K 环氧底漆或汽车补土底漆
这些底漆对 PA 材料具有良好附着力(配合轻微打磨或附着力促进剂),且固化过程热稳定。
汽车塑料附着力促进剂
在上面漆或填充料前,使用适用于 PA 或 PP 表面的附着力促进剂。
低放热环氧树脂涂层
若你需要树脂涂层,选择 低放热环氧体系, 专为复合材料表面找平设计。先在小件上测试以确保尺寸稳定性。
机械后处理 + 喷涂
为了获得最干净的效果:打磨、喷涂补土底漆、再打磨,最后用专为塑料车身件设计的汽车漆面系统完成。
总结
避免直接在尼龙件上使用以丙酮为基础的点状腻子
不饱和聚酯树脂可能引起翘曲——在大件/薄件上谨慎使用或避免使用
采用与塑料兼容的填充料、低放热涂层,或“底漆-填充-喷漆”叠层作为更安全的方法
为什么 PLA 产品带有关于苯的第 65 号提案(Proposition 65)警告?
这是产品团队的判断。假设是苯是常用成分,CA-65 要求制造商至少列出一种材料,但我们无法测试所有产品,因此产品团队决定在贴纸上列出苯。这并不意味着我们的产品含有苯。
我们可能在未来进行进一步测试,以评估是否可以移除此标签。
为什么在更高温度下打印 ESD 材料会大幅降低表面电阻?
更高的打印温度提升了 CNT(碳纳米管)在聚合物熔体中的迁移性和分散性,促使更好的导电网络形成。这种增强的连接性会降低表面电阻,有时可降低数个数量级。
PolyDryer 是如何工作的?为什么同一个风扇和加热器能实现 3 个不同的功率级别?
设置和温度的调节主要通过电流调节实现。风扇转速(RPM)和风量是固定的,不会改变来调节设置。同样,加热器功率保持恒定;但总体功耗会根据目标温度和空气温度变化而变化,这主要由电流调节引起。
以下是风扇的相关规格。

你们有没有 PPS-GF20 材料的介质损耗因子信息?
我们之前没有测试过介质损耗因子。
我们已做了一些核对,我们的配方中确实有少量其他组分用于提升材料的可打印性,这些可能会导致介质损耗因子升高,但我们没有可提供的具体数值。建议在特定应用参数下进行相应测试。
另外我们理解,PPS 的高结晶度有助于降低介质损耗和介电常数,建议在测试前以 130℃ 或 230℃ 对材料进行退火。
此外,TDS 中有介电常数的数值,可能有所帮助。
我计划将 PolyCast 线材用于失蜡铸造以外的失泡铸造——这可行吗?
不行,不会奏效,熔融金属不足以清除 PolyCast 模型。
泡沫在与熔融金属接触时容易烧尽并汽化,我们认为 PolyCast 太致密了。
你们能单独出售空线盘吗?
抱歉,我们目前不提供空线盘的销售。可以去我们非常活跃的 Discord 社区看看是否有成员愿意赠送空线盘。
ASA 打印会产生 VOC 吗?
会的,通常 ASA 打印时的气味比 PLA/PETG 更重,因为 ASA 聚合过程中残留了更多小分子,这可视为 ASA 的固有属性。我们也建议观看 Thomas Sanladerer 的这段视频: https://www.youtube.com/watch?v=nofn_MHrxrs正如视频中所示——无论打印哪种塑料,都建议做好适当的通风和过滤。
你们是否有证书证明 TPU90 符合欧洲议会和理事会于 2017 年 4 月 5 日颁布的医疗器械法规 (EU) 2017/745 的基本安全和性能要求?
针对 PolyFlex TPU90 的测试采用 ISO 10993 方法——5(体外细胞毒性测试)、10(刺激与皮肤致敏测试)、11(全身毒性测试)、23(刺激测试)。所有测试报告均已附上。以下是一些要点
ISO 10993 是医疗器械的标准(不是材料标准)。 (EU) 2017/745 也是医疗器械的标准(不是材料标准)。 在该案例中,最终测试应在打印后的鞋垫上进行,这意味着材料、打印机、打印工艺、打印环境等都会影响最终结果。如果客户的产品被视为需要遵循的医疗器械,则测试应由客户完成 (EU) 2017/745
像我们这样的材料公司进行材料测试的目的,仅是增强对最终产品(如鞋垫)能够通过测试的信心
一般理解上,材料通过 ISO-10993 -5/10/11/23 测试即适用于皮肤接触应用
我们的尼龙的收缩率是多少?CoPA、PA6-CF、PA12-CF、PA612-CF 或任何尼龙会收缩多少?
这取决于你指的是打印并退火后立即的状态,还是在进行吸湿调理后。尼龙打印件在退火完成后会略微收缩,但放置进行吸湿调理后,随着吸水,尺寸实际上会略微增长。
更多数据可见 这里
如何将两个 PolyCast 或 PolySmooth 的 PVB 打印件拼接在一起?
拼接两个 PolyCast 部件:酒精(对 PVB 是良好溶剂,可将其溶解成液体,使两半粘接,然后溶剂挥发后恢复为固体)
与 PolyCast 搭配用于熔模铸造的涂层或石膏哪种最好?
使用 PolyCast 线材进行熔模铸造时,陶瓷涂层的选择取决于要铸造的金属类型和期望的表面光洁度。常见选项包括:
基于硅的涂层:使用广泛,通常与多种金属兼容。
基于锆的涂层:常用于高温应用,具有更好的抗热震性能。
你们的 Fiberon PPS-CF 吸湿性如何?受湿气影响大吗?PPS-CF 是否需要线材烘干机?
PPS-CF 的吸湿速度非常慢,对湿气不敏感。但附着在丝材表面的水分会影响打印件的外观。因此我们建议使用 PolyBox 或 PolyDryer 存放丝材。如果丝材暴露环境超过 3 天,建议使用前再次烘干。
我可以在 300℃ 打印 Fiberon PPS-CF 吗?PPS-CF 能否以更低的温度打印?
我们将 PPS-CF 的最低推荐打印温度设为 310℃,因为虽然 300℃ 也能挤出,但会显著降低层间粘结强度,从而对整体性能和使用体验产生负面影响。
我们会推出 1KG 的 Fiberon 线盘吗?比如 PET-CF、PPS-CF、PA-CF。Fiberon 的 1KG 线盘?
近期不会推出 Fiberon 的 1KG 线盘,因为碳纤维混配在盘上更脆,难以紧密收卷。这意味着线盘的内芯需要更大,1KG 的丝材装不下 1KG 线盘。
不过我们为所有 Fiberon 产品提供 3KG 选项。
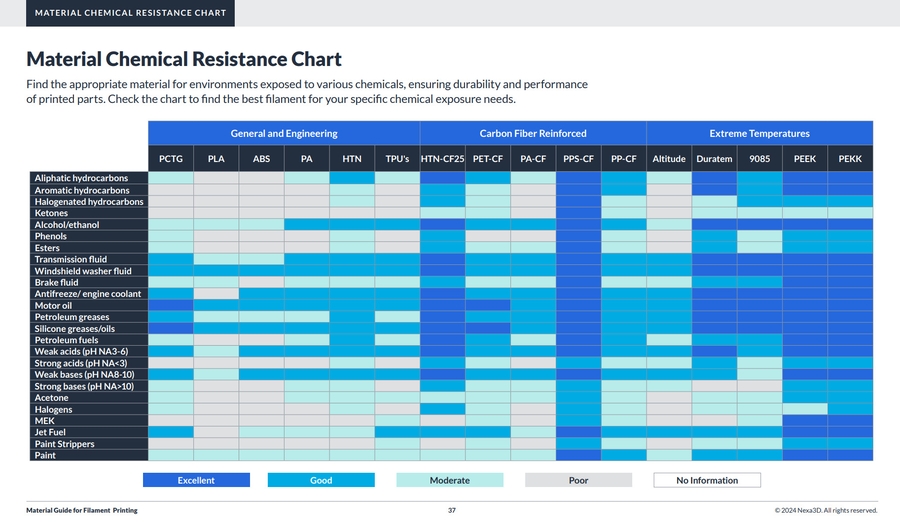
PPS-CF10 在约 120℃ 下长期(数月)接触原油和芳香溶剂的化学相容性如何?
我们优化了 PPS-CF10 的可打印性,使其更易使用,但基础材料仍为 PPS。PPS 天生对油类和芳香烃具有良好耐受性,我们认为这些化学耐受特性在该配方中不会改变。
不过,鉴于你的应用具有特定性,我们建议在全面实施前进行一些测试,以验证材料表现。这将有助于确保更换材料所带来的潜在差异不会对你的结果产生不利影响。
有没有办法封闭碳纤维尼龙?包括 PA6-CF、PA12-CF、PA612-CF。有没有办法让碳纤维尼龙达到防水?
我们在这方面没有丰富经验,但我们发现有几篇文章介绍通过合适的打印工艺让部件达到防水。https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
为什么尼龙材料(或其他同样情况的材料)的玻璃化转变温度(Tg)低于热变形温度(HDT)?
玻璃化转变温度(Tg)是聚合物的无定形区域开始软化的温度。然而,HDT 衡量的是材料在较高温度下承载的能力,这更多受结晶区域和纤维增强影响。由于退火会提高结晶度,材料在更高温度下承载时结构仍然稳定,HDT 因而可以超过 Tg。
退火会促进聚合物结晶度的提高。对于 PACF,这意味着材料内部的结晶区更有序且更致密。这些结晶区的热稳定性高于无定形区,使材料即使在高于 Tg 的温度下,仍能保持形状和刚性。
不同填充线材中的碳纤维(PA6、PA12、PA612 等)是否相同,仅纤维含量不同?还是纤维长度也不同?
对于 PA6-CF、PA12CF 和 PA612CF,我们在生产中使用相同的碳纤维。对于 PET-CF,由于工艺不同,碳纤维会更短。对于 PETG-rCF,纤维不同,来源于回收材料。

我们的夜光线材是如何发光的?是否使用锌或铝酸锶?
就我们的 Panchroma™ 夜光而言,内部含有锶,但不含锌。进一步信息:线材中总的夜光粉含量为 2–2.5 wt%,但我们不知道其中锶元素的确切含量。
Panchroma™ 丝绒与 Panchroma 磨砂有什么区别?
主要区别在于表面效果——Panchroma™ 丝绒比 Panchroma 磨砂更不“哑”。但在品牌上,我们的 Panchroma™ 丝绒是原 PolyTerra PLA + 改名而来。 因此丝绒比磨砂强度稍高——但我们认为不足以保留“+”标签——所以现在仅以表面效果命名。
PolyDryer 所用风扇的规格是什么,包括转速和风压?
风扇转速(RPM)和风量是固定的,不会改变来调节设置。同样,加热器功率保持恒定;但总体功耗会根据目标温度和空气温度变化而变化,这主要由电流调节引起。

我可以关闭 PolyDryer 的蜂鸣声吗?
当前无法更改——但 2025 年 5 月之后生产的新机型可以: 在“SETTING”模式下,同时按住“Pause”和“Decrease”键 5 秒进入蜂鸣器音量设置模式。 显示屏将显示“bu-01”。使用“Increase +”或“Decrease −”键调整音量。 共有 3 个音量级别。设置完成后,按“Pause”键保存并返回“SETTING”模式。

尼龙的性能在湿打印和干打印时差异很大,但根据你们的规格表,材料的热变形温度似乎不受影响。这是真的吗?
HDT 主要由聚合物的结晶结构和玻璃化转变温度决定,吸收的水分对此影响不大。
虽然水分会降低拉伸强度和模量,但在一定载荷下的软化点(HDT 衡量的指标)相对稳定,因为它取决于基体聚合物和纤维增强的热转变,而不是无定形区的小幅变化。
尽管如此,在潮湿环境中的长期热老化仍可能加速性能劣化,即使短期测试下的 HDT 相近。
总之:
虽然 PA6-CF 的 HDT 基本不受干湿状态影响,但这并不意味着在实际工况下受热承载的性能相同,因为蠕变抗性和尺寸稳定性仍可能因湿气而下降。
若你的应用涉及持续的高温与高湿暴露,我们建议:
✔ 使用干燥的线材进行打印
✔ 打印后进行退火以提高结晶度与尺寸稳定性
✔ 若湿热抗性至关重要,可考虑 PET-CF 或 PPS-CF,以获得更优的水解稳定性
最后更新于
这有帮助吗?