Impressions de test
Ces impressions de test visent à évaluer votre capacité à imprimer en 3D. Elles iront du facile au difficile et donneront des produits Polymaker comme exemples - bien que d'autres matériaux similaires puissent aussi convenir pour tester les capacités de vos imprimantes.
Pour ces tests, nous n'utiliserons pas MakerWorld avec leurs fichiers pré-tranchés. Nous voulons que vous tranchiez ces fichiers vous-même afin que vous puissiez en apprendre davantage sur le processus.
La Science des matériaux les pages aideront quel que soit l'impression pour comprendre comment vous pouvez obtenir une impression réussie.
Il peut être utile de commencer votre propre feuille de calcul Excel (ou toute autre méthode que vous préférez) pour suivre vos impressions et leurs résultats. Ce qui pourrait être amélioré et comment vous pensez que cela devrait être amélioré. Cela sera très utile comme référence si vous n'êtes pas expérimenté en impression 3D.
Benchy PLA basique en PolyLite PLA ou tout autre PLA basique
Difficulté : FACILE Lien vers le fichier STL/Design : https://www.thingiverse.com/thing:763622
Objectif : Impression propre sans défauts. Ceci est le célèbre Benchy qui est le choix de prédilection de la grande majorité des makers pour voir comment leur imprimante fonctionne. Vous verrez beaucoup de fichiers sur la page de téléchargement mais nous allons simplement imprimer le Benchy standard téléchargé le 09/04/2015 :

Conseils :
Remarquez-vous que la plaque d'immatriculation est difficile à lire ? Ghosting et résonance
Remarquez-vous qu'une partie de votre impression est brillante et qu'une autre est plus mate ? Regardez cette Vidéo.
Remarquez-vous que le dessus de l'impression est moche alors que le reste est correct ? Dessus moches
La ligne de la coque est-elle bombée ? https://help.prusa3d.com/article/the-benchy-hull-line_124745
Test d'écoulement dans PolyLite PLA ou tout autre PLA basique
Difficulté : FACILE Lien vers le fichier STL/Design : https://www.thingiverse.com/thing:909901
Objectif : Comprendre pourquoi une pièce devient « filandreuse » ou « velue » et comment l'empêcher. Cette impression est un modèle très simple mais peut être assez difficile à imprimer proprement si vous ne savez pas ce que vous faites. L'imprimante extrudera une très petite quantité de matériau, arrêtera l'extrusion, se déplacera vers le prochain poteau, puis reprendra le processus encore et encore. Si vous n'apportez aucun ajustement à vos paramètres, votre impression risque d'être couverte de fils à cause de l'écoulement. Test bonus : imprimer en PolyLite PETG Difficulté : MOYENNE-DIFFICILE Le PETG est notoirement mauvais en matière d'écoulement - donc si vous voulez un test d'écoulement très difficile - réimprimez ce modèle mais utilisez PolyLite PETG au lieu du PLA.
Conseils :
Article sur le stringing et l'écoulement.
Plus d'infos sur Science des matériaux Article :
Test de gauchissement en PolyLite ABS ou tout autre ABS basique
Difficulté : FACILE - MOYENNE Lien vers le fichier STL/Design : https://www.thingiverse.com/thing:1314956/files
Objectif : Imprimer sans aucun gauchissement ni soulèvement du bas de votre impression. Imprimer certains matériaux, y compris l'ABS et l'ASA, peut être difficile sans provoquer de gauchissement. Cela est particulièrement vrai si vous imprimez avec une machine non fermée. Les imprimantes fermées rendent ce processus beaucoup plus simple puisqu'elles maintiennent l'air ambiant chaud, mais il est possible d'imprimer ce modèle sans imprimante fermée.
Conseils :
Gauchissement conseils de prévention.
Science des matériaux pour comprendre pourquoi cela se produit.
Vidéo imprimer de l'ABS sans enceinte.
Vidéo sur la science des matériaux.
Test de bracelet flexible en PolyFlex TPU90 ou autre TPU souple
Difficulté : MOYENNE Lien vers le fichier STL/Design : https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
Objectif : Comprendre les problèmes potentiels liés à l'impression d'un TPU souple PolyFlex TPU90 est le matériau le plus souple que nous proposons. Le "90" signifie "90A" - sa dureté Shore. Plus la dureté Shore est faible, plus le matériau est souple. Les matériaux souples peuvent être difficiles à imprimer et parfois même impossibles si vous utilisez un extrudeur de type Bowden. Vous pouvez utiliser un autre TPU de n'importe quelle marque avec une dureté Shore de 90A ou moins.
Conseils :
Vous avez des bouchons ? Essayez de ralentir la vitesse d'impression ou d'augmenter la température d'extrusion. Un matériau souple comme celui-ci devrait être imprimé avec un extrudeur aussi direct que possible - plus l'écart entre votre extrudeur et le hotend est grand, plus vous devrez imprimer lentement.
Le TPU n'est pas le matériau le plus hygroscopique que nous proposons mais il reste susceptible d'absorber l'humidité. Vérifiez si vous entendez un bruit de « pop » ou de « craquement » lors de l'extrusion pour voir si le filament a besoin d'être séché.
Votre impression est vraiment velue/filandreuse ? Le TPU est un matériau particulièrement filandreux, donc il peut être impossible d'éviter cela entièrement. Mais vous pouvez appliquer les conseils du « Test d'écoulement » ci-dessus pour aider à atténuer ce phénomène.
Test de surplombs/supports en PolyLite PLA ou tout autre PLA basique
Difficulté : MOYENNE - DIFFICILE Lien vers le fichier STL/Design : https://www.thingiverse.com/thing:2233996 Objectif : Apprenez à utiliser les supports et obtenez des surplombs propres en imprimant le bas d'une sphère
Avant d'imprimer, assurez-vous d'orienter l'impression de cette manière :
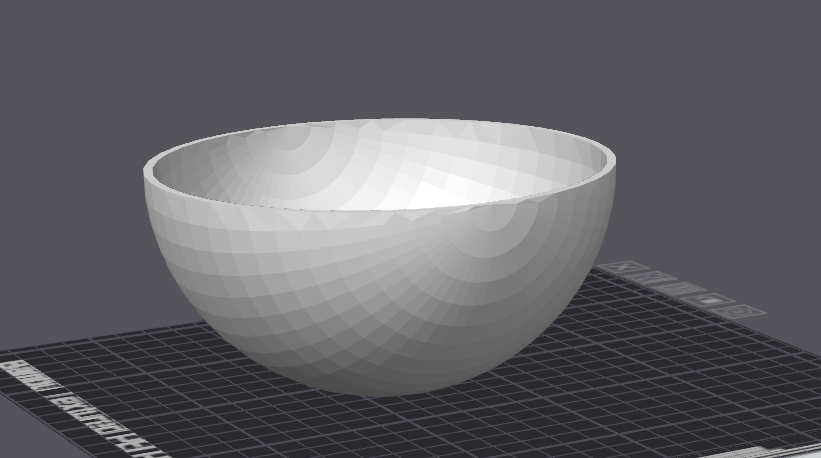 Ce n'est pas la meilleure façon d'imprimer ce modèle - nous l'imprimons dans cette orientation afin que vous puissiez apprendre comment fonctionnent les surplombs, car imprimer une sphère est extrêmement difficile en impression 3D.
Les premières couches auront un angle si extrême que vous aurez presque certainement besoin de structures de support. À un certain point dans la sphère, elle s'imprimera proprement sans supports. Votre objectif est d'imprimer un dessous aussi propre que possible.
Ce n'est pas la meilleure façon d'imprimer ce modèle - nous l'imprimons dans cette orientation afin que vous puissiez apprendre comment fonctionnent les surplombs, car imprimer une sphère est extrêmement difficile en impression 3D.
Les premières couches auront un angle si extrême que vous aurez presque certainement besoin de structures de support. À un certain point dans la sphère, elle s'imprimera proprement sans supports. Votre objectif est d'imprimer un dessous aussi propre que possible.
Conseils :
Article sur l'impression d'une sphère.
Vidéo sur comment imprimer sans nécessiter de matériau de support. Vous aurez probablement besoin de matériau de support quoi que vous fassiez, mais ces conseils peuvent réduire la quantité nécessaire.
Vidéo plus ancienne sur les paramètres de support. Il se peut que vous n'utilisiez pas Cura comme trancheur mais les conseils de cette vidéo resteront valables pour d'autres trancheurs.
Surplombs en PolyMide™ CoPA ou autre nylon standard non composite
Difficulté : DIFFICILE Lien vers le fichier STL/Design : https://www.thingiverse.com/thing:2151369 Objectif : Comprendre les difficultés liées à l'impression du CoPA, en particulier pour les surplombs
Le CoPA est un matériau très difficile à imprimer, en particulier pour les surplombs. Ce test est en quelque sorte conçu pour échouer puisque vous aurez certainement des problèmes, mais vous pouvez en apprendre davantage sur le matériau en essayant. Si vous parvenez à obtenir un angle net de 55° - vous vous en sortez très bien. Nous suggérons généralement à un utilisateur d'éviter les surplombs raides lors de l'impression en CoPA et de concevoir sa pièce pour ne pas nécessiter de supports, et vous comprendrez probablement pourquoi pendant ce test. Le CoPA est très hygroscopique, donc assurez-vous de garder la bobine dans un séchoir à filament pendant toute la durée de l'impression. Si vous n'avez pas de séchoir - contactez Nicolas Tokotuu pour voir si nous pouvons vous envoyer un PolyDryer.
Conseils :
Vidéo sur la façon d'imprimer des surplombs plus propres en ajustant les paramètres.
Problèmes de gauchissement ou d'adhérence à la plaque d'impression ? Assurez-vous que la température de votre plateau est réglée à la bonne température. L'utilisation d'un peu de colle en bâton PVA aidera également.
Entendez-vous des « pops » ou des « craquements » lors de l'extrusion ? Votre filament a absorbé de l'humidité et a définitivement besoin d'être séché. Une bobine de nylon humide sera presque impossible à imprimer proprement.
Jouez avec les températures d'impression par rapport à la vitesse. Le CoPA est très sensible à la température, augmentez ou diminuez votre température d'impression de 5 degrés pour voir si vous obtenez un résultat différent.
Obtenir un score de 25-30 sur le Test d'impression dans n'importe quel PLA
Difficulté : DIFFICILE Lien vers le fichier STL/Design : https://www.thingiverse.com/thing:2151369 Objectif : Ce modèle est excellent pour identifier des problèmes aléatoires dans une impression - couvrant un large éventail de problèmes potentiels.
Conseils :
Référez-vous au système de notation ICI pour voir des conseils et quel est votre score
Ralentir les vitesses d'impression et les accélérations peut beaucoup aider avec les erreurs aléatoires et les problèmes de qualité d'impression
Obtenir un score de 25 sera très difficile - ne vous découragez donc pas si vous ne l'atteignez pas. Les imprimantes peuvent être très capricieuses en matière de précision - comme pour les tolérances - donc il se peut que vous ne puissiez pas atteindre 25 si vous n'avez pas une imprimante bien construite.
Informez-vous sur le modelage d'entrée (input shaping) et l'avance de pression (pressure advance) si vous obtenez beaucoup de ghosting (résonance) et que vos coins ne sont pas nets. Certaines imprimantes comme Bambu calibrent ces paramètres automatiquement - d'autres non. Comme mentionné - réduire les vitesses et les accélérations peut aider si vous n'avez pas ces calibrations - mais votre impression prendra beaucoup plus de temps.
Mis à jour
Ce contenu vous a-t-il été utile ?