Coulée
Dans cette partie, nous différencierons deux types d'exsudation selon la cause racine.
La première cause racine est l'exsudation créée par le filament extrudé étant lié au matériau à l'intérieur de la buse. Le filament extrudé forcera alors le matériau à l'intérieur de la buse à s'étirer hors de la buse lorsque celle-ci se déplace vers un autre emplacement. Nous renommerons ce phénomène stringing (à cause de ce fil créé).
Les polymères ayant une interaction moléculaire élevée, ou les polymères ayant absorbé de l'humidité, ont tendance à présenter ce problème.
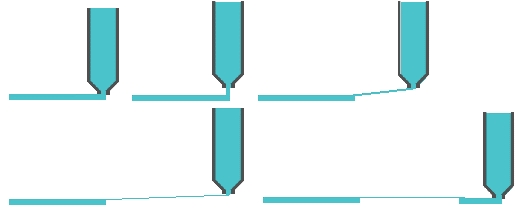
Une manière simple de résoudre ce problème de stringing est de couper le filament extrudé du matériau dans la buse en effectuant un mouvement d'essuyage avec la buse avant de la déplacer vers un autre emplacement.
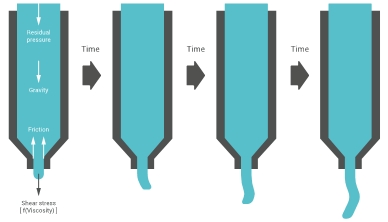
La deuxième cause racine est la véritable exsudation du matériau créée par la pression résiduelle et la gravité qui pousseront le matériau hors de la buse au fil du temps.
Comme mentionné, les 3 facteurs ci-dessus définiront la quantité de matériau exsudant hors de la buse :
Pression résiduelle, gravité et temps.
Afin de réduire l'exsudation, nous devrons diminuer ou contrer chacun d'eux :
Pression résiduelle :
La pression résiduelle est le résultat de l'accumulation de pression dans la buse par l'imprimante pour extruder à une certaine vitesse volumétrique. Cette pression ne peut jamais être complètement évacuée de la buse sur une très courte période, et par conséquent le matériau continuera à s'extruder légèrement. Pour diminuer la pression résiduelle, nous pouvons augmenter les réglages de rétraction (distance, vitesse), augmenter le coasting (utiliser la pression résiduelle pour terminer la couche), diminuer le débit d'extrusion (nécessite moins de pression pour extruder) ou augmenter la température d'impression (nécessite moins de pression pour extruder).
Gravité
La gravité tirera toujours le filament hors de la buse, et si la force gravitationnelle est plus forte que la résistance à l'écoulement du plastique contre la surface interne de la buse et le cisaillement au sein du plastique, il s'en écoulera. Notez que la résistance à l'écoulement entre la surface interne de la buse et le plastique peut être augmentée en augmentant le rapport L/D de la filière (L : longueur de la capillaire de la filière, D : diamètre du trou de la buse). Le cisaillement au sein du plastique peut être augmenté en abaissant la température de la buse (donc la température de veille dans plusieurs imprimantes 3D à double extrusion).
Temps
La quantité de matériau exsudant de la buse dépend également de la durée pendant laquelle la buse est inactive. Plus la durée est longue, plus la quantité de matériau est importante. Ce temps peut être significativement réduit en ayant une vitesse de déplacement élevée, une accélération élevée et des valeurs de jerk raisonnablement élevées. Le matériau n'aura pas le temps de s'écouler avant d'atteindre l'autre partie du modèle. Avoir une vitesse de déplacement et une accélération élevées ne devrait pas affecter le ghosting comme le ferait une augmentation de la vitesse et de l'accélération d'impression. Cependant, pour l'impression à double extrusion, ce facteur ne peut pas vraiment être modifié.
Last updated
Was this helpful?