Déportés (Overhangs)
Bien qu'il soit recommandé d'utiliser un support pour l'angle en surplomb, il économise généralement du temps et du matériau de pouvoir imprimer des surfaces en surplomb de haute qualité.
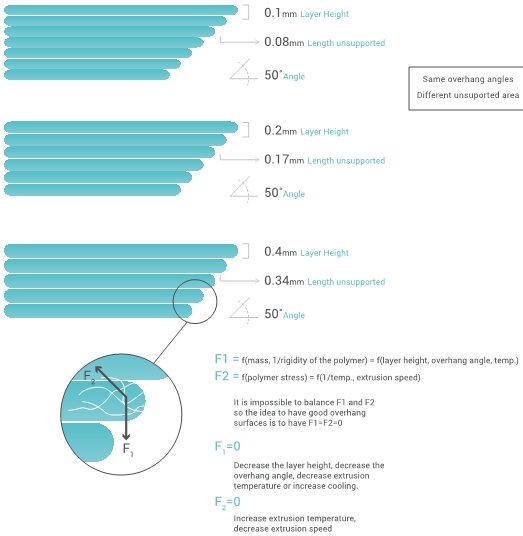
Le défi lors de l'impression de surfaces en surplomb est la quantité de zone réellement non soutenue. Comme vous pouvez le voir ci-dessous, le même angle peut donner des zones non soutenues différentes en fonction de la hauteur de couche. Il peut sembler que plus la zone non soutenue est petite, mieux c'est ; cependant, plus la hauteur de couche est faible, moins la zone non soutenue sera rigide. Il y aura toujours un compromis entre la rigidité et la quantité de zone non soutenue.
Différents facteurs peuvent affecter les surfaces en surplomb. Comme représenté sur le graphique ci-dessous, deux forces principales s'appliqueront sur la zone non soutenue : son poids (F1) et la contrainte du polymère (F2).
Les principaux facteurs affectant ces forces sont résumés ci‑dessus ; cependant, de manière générale, les meilleures surfaces en surplomb seront obtenues avec une hauteur de couche élevée (plus de rigidité), une vitesse d'impression faible (extrusion plus régulière) et un débit d'extrusion élevé (extrusion plus constante).
Last updated
Was this helpful?