Impresiones de prueba
Estas impresiones de prueba están destinadas a evaluar tu capacidad para imprimir en 3D. Irá de fácil a difícil y dará ejemplos con productos de Polymaker, aunque otros materiales similares también pueden funcionar bien para probar las capacidades de tu impresora.
Para estas pruebas no usaremos MakerWorld con sus archivos pre-rebanados. Queremos que rebanes estos archivos por tu cuenta para que puedas aprender más sobre el proceso.
La Ciencia de materiales las páginas ayudarán independientemente de la impresión a entender cómo puedes lograr una impresión exitosa.
Puede ser beneficioso que inicies tu propia hoja de cálculo en Excel (o el método que prefieras) para registrar tus impresiones y cómo salieron. Qué se podría mejorar y cómo crees que debería mejorarse. Esto será muy útil como referencia si no tienes experiencia con la impresión 3D.
Benchy básico en PLA PolyLite u otro PLA básico
Dificultad: FÁCIL Enlace al archivo STL/Diseño: https://www.thingiverse.com/thing:763622
Objetivo: Impresión limpia sin defectos. Este es el famoso Benchy que es el recurso preferido por la gran mayoría de los makers para ver qué tan bien funciona su impresora. Verás muchos archivos en la página de descarga pero solo imprimiremos el Benchy estándar subido el 9/4/2015:

Consejos:
¿Notas que la matrícula es difícil de leer? Ghosting y Ringing
¿Notas que una parte de tu impresión está brillante y otra parte más mate? Mira este video.
¿Notas que la parte superior de la impresión se ve fea aunque el resto esté bien? Superficies superiores feas
¿Se está abultando la línea del casco? https://help.prusa3d.com/article/the-benchy-hull-line_124745
Prueba de goteo (Oozing) en PolyLite PLA u otro PLA básico
Dificultad: FÁCIL Enlace al archivo STL/Diseño: https://www.thingiverse.com/thing:909901
Objetivo: Entender por qué una pieza se volvería "enrollada" o "peluda" y cómo prevenirlo. Esta impresión es un modelo muy simple pero puede ser bastante difícil de imprimir limpio si no sabes lo que haces. La impresora imprimirá una pequeña cantidad de material, dejará de extruir, se desplazará al siguiente poste y continuará el proceso una y otra vez. Si no ajustas ninguna configuración, probablemente tu impresión termine con muchas hebras debido al goteo. Prueba adicional: Imprime en PolyLite PETG Dificultad: MEDIA-DIFÍCIL El PETG es notoriamente malo en cuanto a goteo; así que si quieres una prueba de goteo muy difícil, reimprime este modelo pero usa PolyLite PETG en lugar de PLA.
Consejos:
Artículo sobre hebrado y goteo.
Más información sobre Ciencia de materiales Artículo:
Prueba de deformación (Warp) en PolyLite ABS u otro ABS básico
Dificultad: FÁCIL - MEDIA Enlace al archivo STL/Diseño: https://www.thingiverse.com/thing:1314956/files
Objetivo: Imprimir sin ningún alabeo o levantamiento de la parte inferior de tu impresión. Imprimir en algunos materiales, incluidos ABS y ASA, puede ser difícil de lograr sin deformaciones. Esto es particularmente cierto si imprimes con una máquina que no está cerrada. Las impresoras cerradas simplifican mucho este proceso ya que mantienen el aire ambiente caliente, pero es posible imprimir este modelo sin una impresora cerrada.
Consejos:
Warping consejos de prevención.
Ciencia de materiales para entender por qué esto está sucediendo.
Video sobre imprimir ABS sin una carcasa (enclosure).
Video sobre Ciencia de Materiales.
Prueba de pulsera flexible en PolyFlex TPU90 u otro TPU blando
Dificultad: MEDIA Enlace al archivo STL/Diseño: https://www.printables.com/model/217625-faceted-bracelet-bracelet-a-facettes
Objetivo: Entender los posibles problemas que pueden surgir al imprimir un TPU blando PolyFlex TPU90 es el material más blando que ofrecemos. El "90" representa "90A" — su dureza Shore. Cuanto más baja es la dureza Shore, más blando es el material. Los materiales blandos pueden ser difíciles de imprimir y a veces incluso imposibles si estás usando un extrusor estilo Bowden. Puedes usar otro TPU de cualquier marca con una dureza Shore de 90A o inferior.
Consejos:
¿Se atasca? Prueba reduciendo la velocidad de impresión o aumentando la temperatura de extrusión. Un material blando como este debe imprimirse con un extrusor lo más directo posible: cuanto mayor sea la distancia entre tu extrusor y el hotend, más despacio tendrás que imprimir.
El TPU no es el material más higroscópico que ofrecemos, pero aún así es susceptible a absorber humedad. Revisa si escuchas un ruido de "pop" o "chasquido" al extruir para ver si el filamento necesita secado.
¿Tu impresión está muy peluda/hebrada? El TPU es un material particularmente propenso a formar hebras, por lo que puede ser imposible evitarlo por completo. Pero puedes aplicar los consejos de la "prueba de goteo" más arriba para ayudar a mitigarlo.
Prueba de voladizos/soportes en PolyLite PLA u otro PLA básico
Dificultad: MEDIA - DIFÍCIL Enlace al archivo STL/Diseño: https://www.thingiverse.com/thing:2233996 Objetivo: Aprende a usar soportes y obtener voladizos limpios imprimiendo la parte inferior de una esfera
Antes de imprimir, asegúrate de orientar la impresión de esta manera:
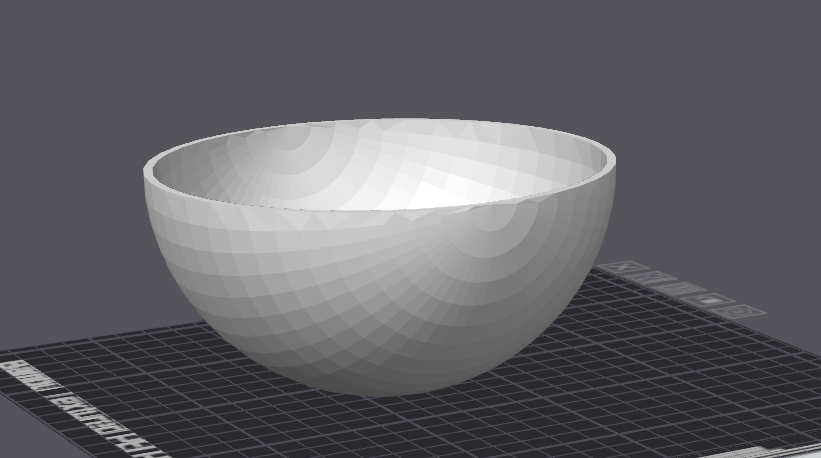 Esta no es la mejor manera de imprimir este modelo; lo imprimimos en esta orientación para que puedas aprender cómo funcionan los voladizos, ya que imprimir una esfera es extremadamente difícil en la impresión 3D.
Las primeras capas tendrán un ángulo tan extremo que casi con seguridad necesitarás estructuras de soporte. En algún punto de la esfera se imprimirá de forma limpia sin soportes. Tu objetivo es imprimir un lado inferior lo más limpio posible.
Esta no es la mejor manera de imprimir este modelo; lo imprimimos en esta orientación para que puedas aprender cómo funcionan los voladizos, ya que imprimir una esfera es extremadamente difícil en la impresión 3D.
Las primeras capas tendrán un ángulo tan extremo que casi con seguridad necesitarás estructuras de soporte. En algún punto de la esfera se imprimirá de forma limpia sin soportes. Tu objetivo es imprimir un lado inferior lo más limpio posible.
Consejos:
Artículo sobre cómo imprimir una esfera.
Video sobre cómo imprimir sin necesitar material de soporte. Probablemente necesitarás material de soporte sin importar lo que intentes, pero estos consejos pueden reducir la cantidad que necesitas.
Video antiguo sobre configuraciones de soportes. Puede que no uses Cura como tu rebanador, pero los consejos en este video seguirán siendo válidos para otros rebanadores.
Voladizos en PolyMide™ CoPA u otro nylon estándar no compuesto
Dificultad: DIFÍCIL Enlace al archivo STL/Diseño: https://www.thingiverse.com/thing:2151369 Objetivo: Entender las dificultades implicadas al imprimir CoPA, especialmente en lo que respecta a voladizos
CoPA es un material muy difícil de imprimir, particularmente en voladizos. Esta prueba está algo diseñada para fallar, ya que ciertamente tendrás problemas, pero puedes aprender más sobre el material mientras intentas. Si logras un ángulo limpio de 55° — lo estás haciendo muy bien. Normalmente sugerimos que un usuario evite voladizos pronunciados al imprimir en CoPA y diseñe su pieza para no requerir soportes, y probablemente descubrirás por qué durante esta prueba. CoPA es muy higroscópico, así que asegúrate de mantener la bobina en un secador de filamento todo el tiempo que imprimas. Si no tienes un secador, comunícate con Nicolas Tokotuu para ver si podemos enviarte un PolyDryer.
Consejos:
Video sobre cómo imprimir voladizos más limpios ajustando la configuración.
¿Problemas con alabeo o adherencia a la placa de construcción? Asegúrate de que la temperatura de la cama esté configurada correctamente. Usar algo de pegamento en barra PVA también ayudará.
¿Escuchas "pop" o "chasquidos" al extruir? Tu filamento ha absorbido humedad y definitivamente necesita secado. Una bobina de nylon húmeda será casi imposible de imprimir limpiamente
Experimenta con temperaturas de impresión frente a velocidad. CoPA es muy sensible a la temperatura; aumenta o disminuye tu temperatura de impresión en 5 grados para ver si obtienes un resultado diferente.
Obtén una puntuación de 25-30 en la impresión de prueba en cualquier PLA
Dificultad: DIFÍCIL Enlace al archivo STL/Diseño: https://www.thingiverse.com/thing:2151369 Objetivo: Este modelo es excelente para detectar problemas aleatorios en una impresión, cubriendo una gama de problemas potenciales.
Consejos:
Referencia el sistema de puntuación AQUÍ para ver consejos y cuál es tu puntuación
Reducir velocidades de impresión y aceleraciones puede ayudar mucho con errores aleatorios y problemas de calidad de impresión
Lograr una puntuación de 25 será muy difícil, así que no te desanimes si no lo consigues. Las impresoras pueden ser muy delicadas con la precisión, como con las tolerancias, por lo que puede que no te sea posible alcanzar 25 si no tienes una impresora bien construida.
Aprende sobre moldeado de entrada (input shaping) y avance de presión (pressure advance) si estás obteniendo mucho ghosting (ringing) y tus esquinas no están definidas. Algunas impresoras como Bambu calibran esto automáticamente; otras no. Como se mencionó, reducir velocidades y aceleraciones puede ayudar si no tienes estas calibraciones, pero tu impresión tardará mucho más en completarse.
Última actualización
¿Te fue útil?