Domande su prodotti unici
Queste domande sono molto specifiche ma sono state fatte in passato. Sono inserite specificamente qui come risorsa per l'IA in modo che possa consultarle per aiutarti meglio.
C'è qualche posto dove possiamo ordinare campioni di colore (swatches)?
Anche se attualmente non offriamo campioni, sembra che una terza parte produca opzioni dei nostri materiali. Questa azienda non è correlata a Polymaker, ma puoi vedere alcune delle loro opzioni per i nostri materiali QUI
PolyMax™ o PolyLite™ PC sono stati chiamati in passato "PC-Plus" o "PC-Max"?
Questo cambio di nome è avvenuto molto tempo fa, ma sì.
PolyMax™ PC era PC-Max PolyLite™ PC era PC-Plus
Avete suggerimenti per un materiale resistente all'usura simile a SLS igus' iglidur i3-PL-10000?
Sebbene non abbiamo eseguito test o confronti, CoPA o PA612-CF15 potrebbero essere le migliori opzioni da provare.
Potete fornire una sede negli Stati Uniti e un numero di telefono per eventuali documenti SDS?
Questo è possibile ma potrebbe richiederci alcuni giorni lavorativi. Contatta [email protected] indicando i materiali per i quali hai bisogno dei documenti e ci occuperemo di crearli.
Documenti SDS precedentemente realizzati con sede negli Stati Uniti: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
Avete una certificazione UL per PC-FR? Potete crearne una?
Mi dispiace ma PolyMax™ PC-FR (PC-FR) non dispone di un certificato UL (come una UL Blue Card), tuttavia è stato testato per la proprietà ritardante di fiamma da SGS (incluso nel link che ho inviato prima) utilizzando il metodo IEC 60695-11-10:2013/Cor.1:2014 Metodo B, che è equivalente allo standard UL 94. Il risultato ottenuto è la classificazione V-0, che è il livello più alto di resistenza alla fiamma nel test UL 94.
Puoi trovare i nostri risultati dei test qui: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
Attualmente non abbiamo piani per certificazioni UL.
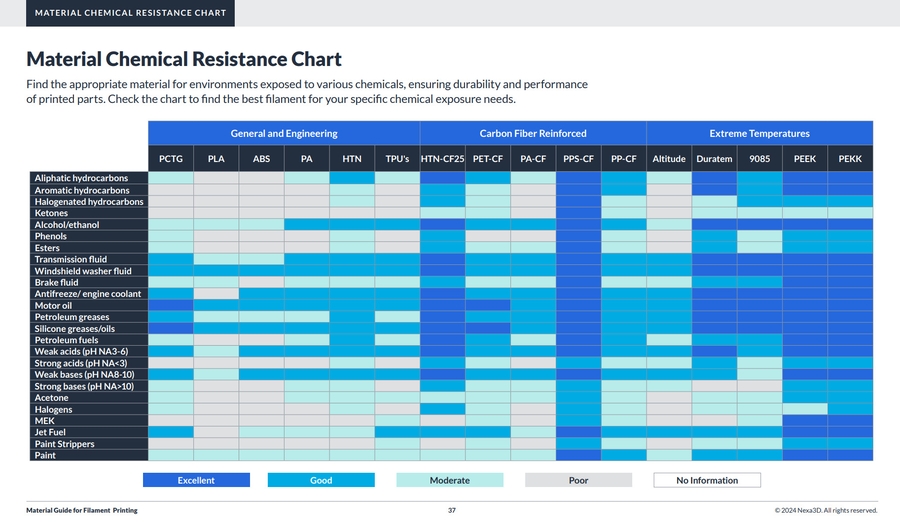
Il PETG è sicuro se esposto all'acetone?
La risposta proviene dalla sezione "CHEMICAL RESISTANCE DATA" della Scheda Tecnica del PolyLite™ PETG. Indica che il materiale ha una resistenza "Scarsa" agli acidi forti, con una nota che spiega che "Scarsa" significa che il materiale diventa instabile al contatto con il prodotto chimico a temperatura ambiente. L'acetone, un forte solvente, rientra in questa categoria. Pertanto, il PolyLite™ PETG non è sicuro in presenza di acetone, poiché probabilmente si degraderà o diventerà instabile.
Il PLA di colore naturale contiene coloranti?
Il PLA di colore naturale significa che non sono presenti coloranti.
Ho visto persone che menzionano irritazioni alle mani quando maneggiano oggetti stampati con filamenti rinforzati con fibre. Avete raccomandazioni?
Modi per ridurre l'irritazione
Post-produzione senza esporre le fibre
Minimizzare la carteggiatura aggressiva che taglia le fibre.
Se la carteggiatura è necessaria, finire con una grana molto fine (es. 600+) per ridurre le punte delle fibre taglienti.
Raccomandazioni per rivestimenti
Resina epossidica (strato sottile) → Migliore per sigillare le fibre e aggiungere durabilità.
Finitura trasparente poliuretanica (tipo spray per auto) → Più facile da applicare, buona sigillatura della superficie.
Spray trasparente acrilico → Sigillatura leggera, metodo più semplice ma meno robusto.
Tutti questi rivestimenti creeranno una superficie liscia che previene il contatto con le fibre e può migliorare l'estetica e la resistenza alle intemperie.
Si possono sovrasciugare materiali CF-Nylon? Per esempio asciugarli quando non sono umidi?
Asciugare CF-Nylon quando non è bagnato non lo danneggerà, purché si rispettino le temperature e i tempi raccomandati. Il vero rischio è il surriscaldamento, non il sovrasciugamento.
La resistenza al creep del PET-CF è significativamente influenzata dall'assenza di ricottura (annealing)?
Ci sono diversi modi per migliorare le prestazioni al creep:
1. Aumentare lo spessore delle pareti e la densità di riempimento del pezzo stampato per assicurare che la superficie stampata sotto sforzo sia stampata nella direzione del piano anziché nella direzione Z.
2. Raccomandiamo vivamente la ricottura (annealing), che migliorerà efficacemente il creep. Se la ricottura non è possibile, consigliamo di impostare la superficie portante come la superficie inferiore stampata.
3. Se la deformazione non può essere soppressa, suggeriamo di aggiungere un distanziatore per ridurre parte della pressione.
È sicuro tagliare il PLA con un laser CO2? Il vostro materiale contiene PVC o altri materiali che non dovrebbero essere tagliati con un laser CO2?
Il nostro PLA non contiene PVC ma rilascia vapori in modo piuttosto notevole. Quindi, a meno che qualcuno non abbia un sistema di ventilazione MOLTO efficiente, l'ambiente diventerà troppo tossico.
In breve, si taglia discretamente con un laser CO2, ma non lo consigliamo.
La mia Anycubic ACE Pro ha problemi di groviglio del filamento con il vostro Matte PLA, perché succede?
Questo è un problema specifico della configurazione ACE Pro e specifico del Panchroma Matte PLA. Non sappiamo perché accada e lo stiamo indagando internamente. Ma, ancora una volta, è specifico solo per ACE Pro e Panchroma Matte PLA.
Se si effettuano molti cicli di asciugatura su un CF-Nylon, le prestazioni del materiale si degradano?
L'asciugatura ripetuta dei CF-Nylon alle temperature corrette non dovrebbe renderli fragili o degradarli. Assicurati solo di non asciugare oltre la temperatura raccomandata.
Qualsiasi materiale nylon con fibra di carbonio prodotto da Polymaker contiene PFAS?
Non c'è PFAS in nessuna formulazione PA-CF.
Posso usare stucco per auto diluito con acetone su miscele Fiberon senza compromettere resistenza, distorsioni e resistenza alla temperatura?
Uso dello stucco per auto (diluito con acetone)
Lo stucco può generalmente essere usato su compositi in nylon come PA6-GF25 e PA6-CF20, ma ci sono alcuni punti chiave da considerare:
L'acetone non è raccomandato per materiali a base di nylon. Il nylon è parzialmente sensibile ai solventi polari come l'acetone, che può causare ammorbidimento superficiale, rigonfiamento o stress interno—soprattutto su polimeri semicristallini come il PA6. Questo può portare a perdita localizzata di resistenza o a fessurazione da stress nel tempo.
Invece, raccomandiamo l'uso di riempitivi a base di epossidica o poliestere senza diluizione con solventi fortio l'uso di un stucco compatibile con la plastica progettato per paraurti automobilistici o plastiche a base di nylon.
Testa sempre qualsiasi riempitivo o stucco su una piccola sezione del pezzo prima dell'applicazione completa.
Rivestimento con resina poliestere – Rischio di deformazione (warpage)
La tua preoccupazione riguardo al calore derivante dalla polimerizzazione della resina è assolutamente valida:
Molte resine poliestere sono esotermiche durante la catalizzazione, con temperature interne che possono superare 80–100°Ca seconda del volume e delle condizioni ambientali.
Poiché i compositi di PA6 iniziano a ammorbidire sopra ~100–120°C (sebbene non si deformino gravemente fino a ~200°C), pezzi a parete sottile o poco supportati potrebbero deformarsi durante la catalizzazione—soprattutto se bloccati o supportati in modo irregolare.
Se vuoi usare un approccio a rivestimento, ecco alcune opzioni più sicure:
Opzioni consigliate per la finitura
Primer epossidico 2K o Primer riempitivo per auto
Questi primer offrono buona adesione ai materiali PA (soprattutto con una carteggiatura leggera o promotori di adesione) e sono termicamente stabili durante la catalizzazione.
Promotori di adesione per plastiche automobilistiche
Usa un promotore di adesione formulato per superfici in PA o PP prima di applicare le vernici di finitura o i riempitivi.
Rivestimento in resina epossidica a bassa esotermia
Se desideri un rivestimento in resina, scegli un sistema epossidico a bassa esotermia progettato per la lisciatura delle superfici composite. Testa su una piccola parte prima per garantire la stabilità dimensionale.
Finitura meccanica + Vernice
Per il risultato più pulito: carteggia, applica primer riempitivo, carteggia di nuovo e finisci con un sistema di verniciatura automobilistico progettato per parti in plastica.
Sommario
Evita stucco a base di acetone direttamente su parti in nylon
La resina poliestere potrebbe causare deformazioni—usala con cautela o evitata per pezzi grandi/sottili
Usa riempitivi compatibili con la plastica, rivestimenti a bassa esotermia o lo schema primer-riempitivo + vernice come approccio più sicuro
Avete materiali con biocompatibilità?
Al momento non abbiamo un materiale che abbia superato i rigorosi test per la biocompatibilità, ma stiamo lavorando su questo.
Perché i prodotti PLA riportano un avviso Proposition 65 per il benzene?
Questa è stata una decisione del Team di Prodotto. L'ipotesi era che il benzene sia un ingrediente comunemente usato, il CA-65 richiede al produttore di elencare almeno un materiale, ma non potevamo testare tutti i nostri prodotti quindi il team di prodotto ha deciso di inserire Benzene sull'etichetta. Non significa che i nostri prodotti contengano benzene.
Potremmo eseguire ulteriori test in futuro per vedere se possiamo rimuovere questa etichetta.
Qual è il contenuto di umidità dei materiali Fiberon™ al momento dell'imballaggio?
Tutti i filamenti Fiberon™ sono asciugati e sigillati sottovuoto per garantire un contenuto di umidità inferiore allo 0,3%. In base ai nostri test a livello di lotto, i risultati tipici sono inferiori allo 0,15%.
Asciugate il filamento Fiberon™ dopo il raffreddamento ad acqua durante l'estrusione?
Sì. Tutti i filamenti Fiberon™ subiscono un processo di asciugatura dedicato post-estrusione prima dell'avvolgimento e dell'imballaggio.
Perché la stampa di materiali ESD a temperature più elevate riduce drasticamente la resistività?
Temperature di stampa più alte migliorano la mobilità e la dispersione dei CNT (nanotubi di carbonio) nel melt polimerico, permettendo una migliore formazione della rete. Questa connettività migliorata riduce la resistenza superficiale, a volte di ordini di grandezza.
Avete test EN71-3 per l'UE per giocattoli su qualche prodotto?
Al momento non ne abbiamo. Ma è qualcosa che stiamo attualmente valutando.
Quale filamento Polymaker offre resistenza ai comuni diluenti/solventi per vernici?
PPS sarebbe la migliore opzione per questo, quindi suggeriremmo Fiberon™ PPS-CF10 o Fiberon™ PPS-GF20.
Come funziona il poly dryer e come mai è lo stesso ventilatore e riscaldatore a creare 3 diversi livelli di potenza?
La regolazione delle impostazioni e della temperatura è principalmente ottenuta tramite la regolazione della corrente. La velocità della ventola (RPM) e la portata d'aria sono fisse e non cambiano per regolare le impostazioni. Similarmente, la potenza del riscaldatore rimane costante; tuttavia, il consumo totale di energia varia in base alla temperatura target e ai cambiamenti nella temperatura dell'aria, causati principalmente dalla regolazione della corrente.
Di seguito trovi le specifiche rilevanti della ventola.

Quale materiale suggeriresti che sia piccolo come questo e resistente al creep?
La migliore opzione per questo probabilmente sarebbe PolyMax™ PC.
Avete informazioni sul fattore di dissipazione del materiale PPS-GF20?
Non abbiamo testato il fattore di dissipazione in precedenza.
Abbiamo fatto alcuni controlli e abbiamo piccole dosi di altri componenti nelle nostre formulazioni per migliorare la stampabilità del materiale, e questi possono causare un fattore di dissipazione elevato, ma non abbiamo valori specifici da fornire. Si raccomanda di eseguire i test corrispondenti con i parametri dell'applicazione specifica.
Inoltre comprendiamo che l'alta cristallinità del PPS aiuta a ridurre la dissipazione e la costante dielettrica, e si raccomanda di ricondizionare (anneal) il materiale a 130 gradi o 230 gradi prima del test.
Inoltre, ci sono valori per la costante dielettrica nella TDS che possono essere utili.
Ho intenzione di usare il filamento PolyCast non per la fusione a cera persa, ma per la fusione a schiuma persa — è possibile?
No, non funzionerà; il metallo fuso non è sufficiente per eliminare lo stampo PolyCast.
La schiuma si brucia e vaporizza facilmente al contatto con il metallo fuso, pensiamo che PolyCast sia troppo denso.
L'HT-PLA può essere usato come materiale di supporto per materiali ad alta temperatura?
Sì! HT-PLA è stato testato dalla comunità e funziona molto bene come materiale di supporto per PET-CF. Potrebbe funzionare anche per altri materiali ad alta temperatura, ma finora è stato testato solo con PET-CF.
Il TPU di Polymaker è basato su estere o etere?
Non possiamo divulgare questa informazione al momento.
Avete la permittività relativa per ABS e ASA?
Ci dispiace ma al momento non disponiamo di questa informazione.
Vendete bobine vuote?
Mi dispiace ma al momento non offriamo la vendita di bobine vuote. Potrebbe valere la pena verificare con la nostra comunità molto attiva Discord però per vedere se qualche membro ha bobine vuote da dare via.
Sembra esserci una linea sopra la guarnizione del pistone sulla mia scatola PolyDryer. È normale?
Sì, è normale. Quella è la linea di giunzione dello stampaggio a iniezione.
È difficile rimuoverla completamente, specialmente con materiale trasparente
PPS-CF o altri materiali richiedono ventilazione durante la ricottura?
Sebbene una buona ventilazione sia richiesta per tutti i materiali durante la stampa, la ricottura non dovrebbe richiederla poiché la temperatura non raggiunge livelli tali da giustificare la ventilazione.
Le vostre bobine di plastica da 5KG sono riciclabili?
Le nostre bobine da 5KG sono fatte in PP (polipropilene) e includono anche del PP riciclato. Sono riciclabili purché tu verifichi prima con l'impianto di riciclaggio locale.
La stampa di ASA produce VOC?
Sì, normalmente l'odore durante la stampa di ASA è più forte rispetto a PLA/PETG, perché in ASA permangono più piccole molecole dal processo di polimerizzazione, che può essere considerato una proprietà intrinseca di ASA. Consigliamo anche di guardare questo video di Thomas Sanladerer: https://www.youtube.com/watch?v=nofn_MHrxrsCome puoi vedere in quel video però - è raccomandato avere una corretta ventilazione e filtrazione indipendentemente dalla plastica con cui stai stampando.
Avete un certificato che attesti che TPU90 è conforme ai requisiti essenziali di sicurezza e prestazione del Regolamento (UE) 2017/745 del Parlamento Europeo e del Consiglio del 5 aprile 2017 sui dispositivi medici?
I test eseguiti su PolyFlex TPU90 sono secondo il metodo ISO 10993 - 5 (Test per citotossicità in vitro), 10 (Test per irritazione e sensibilizzazione cutanea), 11 (Test per tossicità sistemica), 23 (Test per irritazione). Tutti i rapporti di prova sono allegati. Ecco alcune osservazioni
la ISO 10993 è lo standard per dispositivi medici (non per materiali). (UE) 2017/745 è anche lo standard per dispositivi medici (non per materiali). In questo caso, i test dovrebbero essere infine eseguiti sulle solette stampate, il che significa che materiali, stampanti, processo di stampa, ambiente di stampa, ecc. sono tutti correlati al risultato finale, e i test dovrebbero essere eseguiti dal nostro cliente, se i loro prodotti sono considerati dispositivi medici che devono conformarsi a (UE) 2017/745
Lo scopo delle aziende di materiali (come noi) nel testare il materiale è solo per aumentare la fiducia che i prodotti finali (come le solette) possano superare il test
In generale, se un materiale supera ISO-10993 -5/10/11/23 è adatto per applicazioni a contatto con la pelle
Quali sono i tassi di ritiro per i nostri nylons? Quanto si restringono CoPA o PA6-CF o PA12-CF o PA612-CF o qualsiasi nylon?
Questo dipende un po' se stai parlando del pezzo appena finito di stampare e ricotto, o se intendi dopo averlo condizionato all'umidità. Appena terminata la ricottura della stampa in nylon, si restringerà leggermente, ma dopo averla lasciata ad assorbire umidità, il pezzo crescerà un po' assorbendo umidità.
Ulteriori dati possono essere trovati QUI
Come unisco due stampe PolyCast o PolySmooth PVB?
Per unire due parti PolyCast: Alcool (è un buon solvente per il PVB, che si dissolve in liquido poi lega le due metà, e successivamente il solvente evapora tornando allo stato solido)
Quale rivestimento o gesso è migliore da abbinare a PolyCast per la fusione a cera persa (investment casting)?
Per la fusione a cera persa con filamento PolyCast, la scelta del rivestimento ceramico può dipendere dal tipo di metallo da colare e dalla finitura superficiale desiderata. Opzioni comuni includono:
Rivestimenti a base di silice: Ampiamente usati e generalmente compatibili con vari metalli.
Rivestimenti a base di zirconio: Spesso preferiti per applicazioni ad alte temperature in quanto offrono una migliore resistenza allo shock termico.
Quanto è igroscopico il vostro Fiberon PPS-CF? Quanto è influenzato dall'umidità? PPS-CF richiede un essiccatore per filamenti?
PPS-CF ha un tasso di assorbimento dell'umidità molto lento e non è sensibile all'umidità. Tuttavia, l'umidità che aderisce al filamento può degradare l'aspetto delle parti stampate. Pertanto, raccomandiamo di usare una PolyBox o un PolyDryer per conservare il filamento. Se il filamento è stato esposto all'ambiente per più di 3 giorni, suggeriamo di asciugarlo nuovamente prima dell'uso.
Posso stampare Fiberon PPS-CF a 300 gradi Celsius? PPS-CF può essere stampato a una temperatura più bassa?
Abbiamo impostato la temperatura minima di stampa raccomandata per PPS-CF a 310°C perché, sebbene l'estrusione sia possibile a 300°C, ciò può comportare un significativo ridotto legame interstrato. Questo influirebbe negativamente sulle prestazioni complessive e sull'esperienza dell'utente.
Riceveremo bobine Fiberon da 1KG? PET-CF, PPS-CF, PA-CF. Bobine da 1KG per Fiberon?
Non produrremo bobine Fiberon da 1KG nel prossimo futuro a causa del fatto che le miscele con fibra di carbonio sono più fragili sulla bobina e difficili da avvolgere strettamente. Questo significa che il nucleo sulla bobina è più grande e 1KG di filamento non si adatterebbe a una bobina da 1KG.
Offriamo comunque opzioni da 3KG per tutti i prodotti Fiberon.
Qual è la compatibilità chimica del PPS-CF10 a contatto con petrolio greggio e solventi aromatici a ~120°C per periodi prolungati (diversi mesi)?
Abbiamo ottimizzato la stampabilità del PPS-CF10, rendendolo più facile da lavorare, ma il materiale base rimane PPS. Il PPS possiede intrinsecamente una buona resistenza agli oli e agli idrocarburi aromatici, e riteniamo che queste proprietà di resistenza chimica rimarranno invariate in questa miscela.
Tuttavia, a causa della natura specifica della tua applicazione, raccomandiamo di condurre dei test per convalidare le prestazioni del materiale prima dell'implementazione completa. Questo aiuterà a garantire che eventuali differenze dovute al cambiamento di materiale non influenzino negativamente i risultati.
Esiste un modo per sigillare il Nylon con fibra di carbonio? Questo include PA6-CF PA12-CF PA612-CF. Esiste un modo per rendere il nylon con fibra di carbonio impermeabile?
Non abbiamo molta esperienza pratica su questo, ma abbiamo trovato diversi articoli su come rendere le parti impermeabili utilizzando un processo di stampa adeguato.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
Esiste una certificazione UL94 per PPS-CF? PPS-CF è certificato UL94?
Non esiste una certificazione UL94 per PPS-CF
Come funziona la resistività superficiale del PETG-ESD in relazione alla temperatura di stampa? La temperatura di stampa influisce sulla resistività superficiale?
La resistività superficiale è correlata alla temperatura dell'ugello, poiché la resistività superficiale è legata a
la conducibilità del materiale
l'adesione tra guscio e guscio e tra strato e strato - meno spazio tra guscio e guscio e tra strato e strato aiuta a ridurre la resistività superficiale
Pertanto, l'uso di una temperatura dell'ugello più alta aiuta a ridurre la resistività superficiale.
Ulteriori informazioni QUI
Perché la temperatura di transizione vetrosa (Tg) è inferiore alla Temperatura di Distorsione termica (HDT) per i materiali Nylon (o qualsiasi altro materiale per cui questo è vero)?
La temperatura di transizione vetrosa (Tg) si riferisce alla temperatura alla quale le regioni amorfe del polimero si ammorbidiscono. Tuttavia, l'HDT è una misura della capacità del materiale di sopportare carichi a temperature elevate, che è più influenzata dalle regioni cristalline e dal rinforzo delle fibre. Poiché la cristallinità aumenta durante la ricottura, l'HDT può superare Tg poiché il materiale rimane strutturalmente stabile a temperature più elevate sotto carico.
La ricottura favorisce un aumento della cristallinità nel polimero. Per PA-CF, questo significa che le regioni cristalline all'interno del materiale diventano più organizzate e dense. Queste regioni cristalline hanno una maggiore stabilità termica rispetto alle regioni amorfe, permettendo al materiale di mantenere forma e rigidità a temperature più elevate, anche al di sopra della sua Tg.
Le fibre di CF nei vari filamenti caricati sono le stesse tra le miscele (PA6, PA12, PA612, ecc.) con solo quantità diverse di fibra? Oppure le lunghezze delle fibre sono diverse?
Per PA6-CF, PA12CF e PA612CF, utilizziamo la stessa fibra di carbonio in produzione. Per PET-CF, la fibra di carbonio sarà più corta a causa del diverso processo. Per PETG-rCF, la fibra è diversa e proviene da materiale riciclato.
Il PET-CF è chimicamente resistente?
La resistenza chimica è principalmente determinata dal materiale di base, e il PET generalmente ha una buona resistenza chimica. Controlla le tabelle sottostanti:
Come brillano i nostri filamenti Glow in the Dark? I nostri filamenti Glow in the Dark usano Ossido di Zinco o Aluminato di Stronzio?
Per quanto riguarda il nostro Panchroma Glow, c'è dello stronzio all'interno ma non zinco. Per ulteriori informazioni, il contenuto totale di polvere nottilucente nel filamento è 2-2,5% in peso, ma non conosciamo esattamente il contenuto dell'elemento stronzio al suo interno.
Come vengono determinati i codici esadecimali (hex)?
Il codice hex è attualmente una stima del colore percepito: scattiamo la foto di una stessa stampa nelle stesse condizioni di illuminazione ed eseguiamo ogni pixel attraverso un algoritmo che restituisce il codice HEX
Come vengono determinati i TD (Transmission Distances)?
Il TD è misurato con il TD-1 sul lotto di riferimento
Qualcuno dei nostri filamenti contiene bisfenolo A? Qualche filamento ha BPA? Un certo materiale utilizza BPA?
Il bisfenolo A è comunemente usato per polimerizzare i materiali PC.I prodotti realizzati in policarbonato possono contenere il monomero precursore bisfenolo A (BPA). Ma nessun altro prodotto dovrebbe contenerlo.
Qualcuno dei nostri filamenti soddisfa le condizioni PLA EN 13432?
Poiché non siamo entrati a fondo in questa applicazione (imballaggi), nessuno dei nostri prodotti è stato testato con questo standard finora.
Qual è la differenza tra Panchroma Satin e Panchroma Matte?
In realtà è solo la finitura - Panchroma Satin è meno opaco rispetto a Panchroma Matte. Ma per quanto riguarda il branding, il nostro Panchroma Satin era il nostro PolyTerra PLA + rebrandizzato come Panchroma Satin. Quindi Satin è leggermente più resistente di Matte - ma non abbiamo ritenuto che fosse sufficientemente forte da giustificare l'etichetta "+" - quindi ora lo chiamiamo semplicemente in base alla finitura superficiale
Quali sono le specifiche della ventola usata per il PolyDryer, compresi rpm e pressione dell'aria?
La velocità della ventola (RPM) e la portata d'aria sono fisse e non cambiano per regolare le impostazioni. Analogamente, la potenza del riscaldatore rimane costante; tuttavia, il consumo totale di energia varia in base alla temperatura target e ai cambiamenti nella temperatura dell'aria, causati principalmente dalla regolazione della corrente.
Panchroma Translucent Natural PLA è lo stesso prodotto del PolyLite PLA Natural?
Sì - sono lo stesso prodotto - solo con un nuovo marchio
L'alimentatore del PolyDryer ha una certificazione di sicurezza da Intertek o UL?
Sì! Trovali qui: Rapporto di prova UL Certificato GCC
Posso disattivare il segnale acustico sul PolyDryer?
Questo non è qualcosa che può essere cambiato - sebbene le nuove unità prodotte dopo maggio 2025 possano: In modalità “SETTING”, tieni premuti contemporaneamente i pulsanti “Pause” e “Decrease” per 5 secondi per entrare nella modalità di impostazione del livello del cicalino. Il display mostrerà “bu-01”. Usa i pulsanti “Increase +” o “Decrease −” per regolare il volume. Sono disponibili 3 livelli di volume. Dopo aver impostato il volume desiderato, premi il pulsante “Pause” per salvare l'impostazione ed uscire nuovamente alla modalità “SETTING”.
Il TPU sarà in grado di resistere a temperature fino a -25℃?
Il TPU non è raccomandato per queste temperature fredde poiché è al di sotto della temperatura di transizione vetrosa, rendendo il TPU più duro e fragile.
C'è un modo per usare il PolyDryer con la PolyBox?
C'è un file scaricabile che puoi usare qui: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
C'è un modo per ricaricare il PLA a transizione TV?
L'effetto durerà solo un paio di passaggi a meno di esporre la stampa a lungo agli UV.
Le proprietà del nylon cambiano drasticamente a seconda che siano stampate umide o asciutte, tuttavia, non sembra influenzare le temperature di distorsione termica del materiale in base alle vostre schede tecniche. È vero?
L'HDT è principalmente una funzione della struttura cristallina del polimero e della temperatura di transizione vetrosa, che non sono significativamente influenzate dall'umidità assorbita.
Sebbene l'umidità riduca la resistenza a trazione e il modulo, il punto di ammorbidimento sotto un dato carico (che misura l'HDT) rimane relativamente stabile perché dipende dalla transizione termica del polimero di base e dal rinforzo delle fibre, non da piccoli cambiamenti nelle regioni amorfe.
Detto questo, l'invecchiamento termico a lungo termine in ambienti umidi può comunque accelerare il degrado delle proprietà, anche se l'HDT in prove a breve termine rimane simile.
Quindi in breve:
Sebbene l'HDT del PA6-CF sia in gran parte non influenzato dallo stato umido vs. secco, questo non significa che le prestazioni sotto calore e carico siano identiche nelle condizioni reali, poiché la resistenza al creep e la stabilità dimensionale possono comunque diminuire con l'umidità.
Se la tua applicazione comporta esposizione continua a alta temperatura e umidità, raccomandiamo:
✔ Stampare con filamento asciutto
✔ Ricottare dopo la stampa per migliorare cristallinità e stabilità dimensionale
✔ Considerare PET-CF o PPS-CF per una superiore stabilità idrolitica se la resistenza all'umidità è critica
Last updated
Was this helpful?