Colatura
In questa parte differenzieremo due tipi di fuoriuscita a seconda della causa principale.
La prima causa principale è la fuoriuscita creata dal filamento estruso che rimane collegato al materiale all'interno dell'ugello. Il filamento estruso quindi costringerà il materiale dentro l'ugello a allungarsi fuori dall'ugello mentre l'ugello si sposta in un'altra posizione. Rinomineremo questo fenomeno come stringing (a causa di questo filamento/corda creato).
I polimeri con una forte interazione molecolare, o i polimeri che hanno assorbito umidità tendono ad avere questo problema.
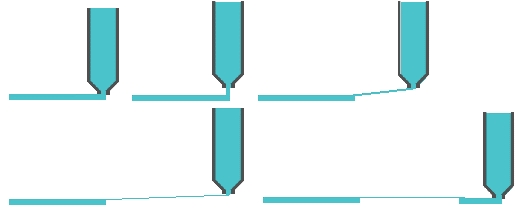
Un modo semplice per risolvere questo problema di stringing è tagliare il filamento estruso dal materiale nell'ugello eseguendo un movimento di pulizia con l'ugello prima di spostarlo in un'altra posizione.
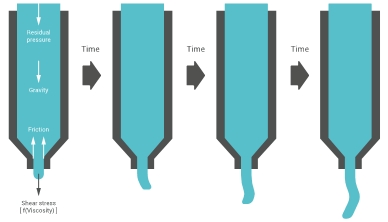
La seconda causa principale è la vera e propria fuoriuscita del materiale creata dalla pressione residua e dalla gravità che nel tempo costringeranno il materiale fuori dall'ugello.
Come menzionato, i 3 fattori sopra definiranno la quantità di materiale che fuoriesce dall'ugello:
Pressione residua, gravità e tempo.
Per ridurre la fuoriuscita, dovremo diminuire o contrastare ciascuno di essi:
Pressione residua:
La pressione residua è il risultato dell'accumulo di pressione all'interno dell'ugello da parte della stampante per estrudere a una certa velocità volumetrica. Questa pressione non può mai essere completamente scaricata dall'ugello in un brevissimo periodo di tempo e quindi il materiale continuerà a estrudere leggermente. Per diminuire la pressione residua, possiamo aumentare le impostazioni di retrazione (distanza, velocità), aumentare il coasting (usare la pressione residua per finire lo strato), diminuire il tasso di estrusione (necessita di meno pressione per estrudere) o aumentare la temperatura di stampa (necessita di meno pressione per estrudere).
Gravità
La gravità tirerà sempre il filamento fuori dall'ugello e, se la forza gravitazionale è più forte della resistenza al flusso della plastica contro la superficie interna dell'ugello e dello sforzo di taglio all'interno della plastica, essa fuoriuscirà. Nota che la resistenza al flusso tra la superficie interna dell'ugello e la plastica può essere aumentata incrementando il rapporto L/D dell'estrusore (L: lunghezza della capillare del dado, D: diametro del foro dell'ugello). Lo sforzo di taglio all'interno della plastica può essere aumentato abbassando la temperatura dell'ugello (quindi la temperatura di standby in diverse stampanti 3D a doppia estrusione).
Tempo
La quantità di materiale che fuoriesce dall'ugello dipende anche dalla quantità di tempo in cui l'ugello è inattivo. Maggiore è la durata, maggiore è la quantità di materiale presente. Questo tempo può essere significativamente ridotto avendo elevata velocità di spostamento, accelerazione e impostazioni di jerk ragionevolmente alte. Il materiale non avrà il tempo di fuoriuscire prima di raggiungere l'altra parte del modello. Avere alta velocità di spostamento e accelerazione non dovrebbe influire sul ghosting come avverrebbe aumentando la velocità di stampa e l'accelerazione. Tuttavia, per la stampa a doppia estrusione, questo fattore non può essere realmente modificato.
Last updated
Was this helpful?