Produktbezogene Einzelanfragen
Diese Fragen sind sehr spezifisch, wurden aber in der Vergangenheit gestellt. Sie dienen speziell als Ressource für die KI, damit sie besser auf Sie eingehen kann.
Gibt es irgendwo die Möglichkeit, Farbmuster zu bestellen?
Obwohl wir derzeit keine Farbmuster anbieten, scheint ein Drittanbieter Optionen unserer Materialien herzustellen. Dieses Unternehmen steht in keiner Beziehung zu Polymaker, aber Sie können einige ihrer Optionen für unsere Materialien einsehen HIER
Wurde PolyMax™ oder PolyLite™ PC früher als „PC-Plus“ oder „PC-Max“ bezeichnet?
Diese Namensänderung fand schon vor langer Zeit statt, aber ja.
PolyMax™ PC war PC-Max PolyLite™ PC war PC-Plus
Haben Sie Vorschläge für ein verschleißfestes Material ähnlich dem SLS igus' iglidur i3-PL-10000?
Obwohl wir keine Tests oder Vergleiche durchgeführt haben, könnten CoPA oder PA612-CF15 die besten Optionen zum Ausprobieren sein.
Können Sie einen US-Standort und eine Telefonnummer für SDS-Dokumente angeben?
Das ist möglich, kann aber ein paar Werktage dauern. Bitte wenden Sie sich an [email protected] mit den Materialien, für die Sie dies benötigen, und wir werden an deren Erstellung arbeiten.
Früher erstellte SDS-Dokumente mit einem US-Standort: HT-PLA HT-PLA-GF PolyFlex TPU90 PolyFlex TPU95-HF Fiberon™ PETG-ESD
Haben Sie eine UL-Zertifizierung für PC-FR? Können Sie eine erstellen?
Es tut mir leid, aber PolyMax™ PC-FR (PC-FR) besitzt kein UL-Zertifikat (wie z. B. eine UL Blue Card). Es wurde jedoch von SGS auf Flammschutz geprüft (im zuvor gesendeten Link enthalten) unter Verwendung der Methode IEC 60695-11-10:2013/Cor.1:2014 Methode B, die dem UL-94-Standard gleichwertig ist. Das erzielte Ergebnis ist die Klassifikation V-0, die die höchste Bewertung für Flammschutz im UL-94-Test darstellt.
Unsere Testergebnisse finden Sie hier: https://cdn.shopify.com/s/files/1/0548/7299/7945/files/PolyMax_PC-FR_Flame_Retardant_Report.PDF?v=1641463128
Derzeit haben wir keine Pläne für UL-Zertifizierungen.
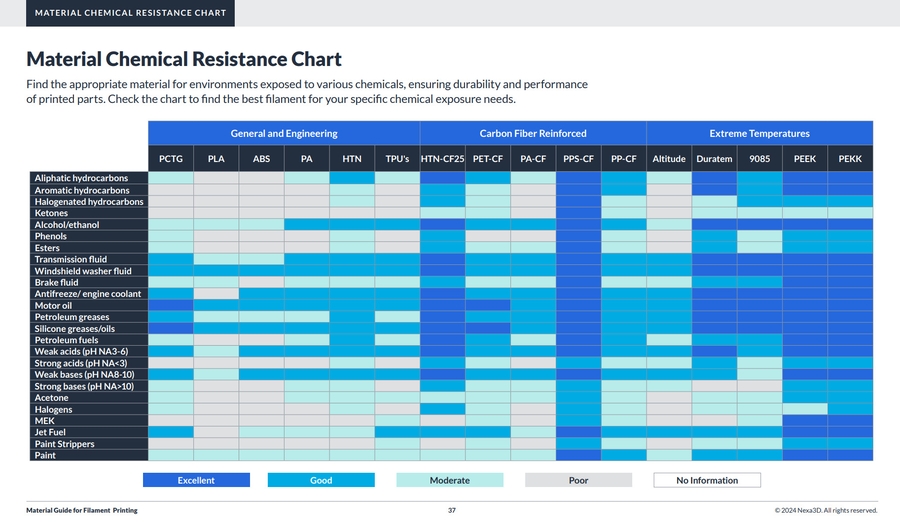
Ist PETG in der Nähe von Aceton sicher?
Die Antwort stammt aus dem Abschnitt „CHEMICAL RESISTANCE DATA“ des PolyLite™ PETG-Datenblatts. Dort heißt es, dass das Material gegenüber starken Säuren eine „schlechte“ Beständigkeit aufweist, wobei erklärt wird, dass „schlecht“ bedeutet, das Material werde bei Kontakt mit der Chemikalie bei Raumtemperatur instabil. Aceton, ein starkes Lösungsmittel, fällt in diese Kategorie. Daher ist PolyLite™ PETG in der Nähe von Aceton nicht sicher, da es wahrscheinlich degradiert oder instabil wird.
Enthält naturfarbenes PLA irgendwelche Farbstoffe?
Naturfarbenes PLA bedeutet, dass keine Farbstoffe enthalten sind.
Ich habe gesehen, dass manche Leute von Hautreizungen an den Händen beim Umgang mit gedruckten Teilen aus Faserfilament berichten. Haben Sie Empfehlungen?
Möglichkeiten zur Reduzierung von Reizungen
Nachbearbeitung ohne Fasern freizulegen
Minimieren Sie aggressives Schleifen, das in die Fasern schneidet.
Wenn Schleifen notwendig ist, beenden Sie mit sehr feinem Korn (z. B. 600+), um scharfe Faserspitzen zu reduzieren.
Beschichtungsempfehlungen
Epoxidharz (dünne Schicht) → Am besten zum Versiegeln der Fasern und zur Erhöhung der Haltbarkeit.
Polyurethan-Klarlack (Sprühtyp für Fahrzeuge) → Leichter aufzubringen, gute Oberflächenversiegelung.
Acryl-Sprüh-Klarlack → Leichte Versiegelung, die einfachste Methode, aber weniger robust.
Alle diese Beschichtungen erzeugen eine glatte Oberfläche, die den Faserkontakt verhindert und Ästhetik sowie Witterungsbeständigkeit verbessern kann.
Kann man CF-Nylon-Materialien „übertrocknen“? Zum Beispiel trocknen, wenn sie nicht nass sind?
Das Trocknen von CF-Nylon, wenn es nicht nass ist, schadet ihm nicht, solange Sie sich an die empfohlenen Temperaturen und Zeiten halten. Das eigentliche Risiko ist Überhitzung, nicht Übertrocknung.
Beeinflusst das Fehlen eines Annelierens die Kriechbeständigkeit von PET-CF erheblich?
Es gibt mehrere Möglichkeiten, die Kriechleistung zu verbessern:
1. Erhöhen Sie die Wandstärke und die Füllungsdichte des gedruckten Teils, um sicherzustellen, dass die belastete Oberfläche in der Ebenenrichtung und nicht in Z-Richtung gedruckt wird.
2. Wir empfehlen dringend das Annelieren, da dies die Kriechfestigkeit effektiv verbessert. Wenn Annelieren nicht möglich ist, empfehlen wir, die lasttragende Oberfläche als die gedruckte Unterseite festzulegen.
3. Falls eine Verformung nicht unterdrückt werden kann, schlagen wir vor, einen Abstandshalter hinzuzufügen, um einen Teil des Drucks zu reduzieren.
Ist es sicher, PLA mit einem CO2-Laser zu schneiden? Enthält Ihr Material PVC oder andere Stoffe, die nicht mit einem CO2-Laser geschnitten werden sollten?
Unser PLA enthält kein PVC, jedoch entstehen beim Schneiden erhebliche Ausdünstungen. Wenn also niemand über eine SEHR gute Belüftung verfügt, wäre die Umgebung zu giftig.
Kurz gesagt: Es lässt sich mit einem CO2-Laser schneiden, aber wir würden es nicht empfehlen.
Mein Anycubic ACE Pro verursacht Verheddern des Filaments mit Ihrem Matte PLA — warum ist das so?
Dies ist ein spezielles Problem mit der ACE Pro-Konfiguration und spezifisch für Panchroma Matte PLA. Wir sind uns nicht sicher, warum dies passiert, und untersuchen es intern. Aber nochmal: Dies betrifft nur die ACE Pro und Panchroma Matte PLA.
Wenn Sie viele Trocknungszyklen eines CF-Nylon durchführen, verschlechtert sich die Materialleistung?
Wiederholtes Trocknen von CF-Nylons bei den richtigen Temperaturen sollte es nicht spröde machen oder degradieren. Achten Sie nur darauf, nicht über der empfohlenen Temperatur zu trocknen.
Enthält irgendein von Polymaker hergestelltes Carbonfaser-Nylon PFAS?
In keiner PA-CF-Formel sind PFAS enthalten.
Kann ich mit mit Aceton verdünntem Autospachtel auf Fiberon-Blends verwenden, ohne Festigkeit, Verzug und Temperaturbeständigkeit zu beeinträchtigen?
Verwendung von Autospachtel (mit Aceton verdünnt)
Spachtel kann generell auf Nylonverbundwerkstoffen wie PA6-GF25 und PA6-CF20 verwendet werden, aber es gibt einige wichtige Punkte zu beachten:
Aceton wird nicht empfohlen für nylongrundige Materialien. Nylon ist teilweise empfindlich gegenüber polaren Lösungsmitteln wie Aceton, was zu Oberflächenaufweicherung, Quellung oder inneren Spannungen führen kann—insbesondere bei teilkristallinen Polymeren wie PA6. Dies kann im Laufe der Zeit zu lokalisiertem Festigkeitsverlust oder Spannungsrissen führen.
Stattdessen empfehlen wir die Verwendung von epoxid- oder polyesterbasierten Füllern ohne starke Lösungsmittelverdünnungoder die Verwendung eines kunststoffverträglichen Spachtels der für Stoßfänger oder nylongrundige Kunststoffe im Automobilbereich entwickelt wurde.
Testen Sie immer jeden Füller oder Spachtel an einem kleinen Bereich des Teils, bevor Sie ihn vollständig anwenden.
Polyesterharz-Beschichtung – Risiko von Verzug
Ihre Sorge bezüglich der Hitze durch das Aushärten des Harzes ist absolut berechtigt:
Viele Polyesterharze sind exotherm während des Aushärtens, wobei die Innentemperaturen je nach Volumen und Umgebungsbedingungen potenziell 80–100°Cübersteigen können.
Da PA6-Verbundstoffe beginnen, ab etwa ~100–120°C zu erweichen (obwohl sie sich nicht bis ~200°C stark verformen), könnten dünnwandige oder leicht gestützte Teile während des Aushärtens verzerren—insbesondere wenn sie geklemmt oder ungleichmäßig gestützt sind.
Wenn Sie einen Beschichtungsansatz verwenden möchten, sind hier einige sicherere Optionen:
Empfohlene Oberflächenbehandlungsoptionen
2K-Epoxidgrundierung oder Automotive-Füllergrundierung
Diese Grundierungen bieten eine gute Haftung an PA-Materialien (insbesondere mit leichtem Anschleifen oder Haftvermittlern) und sind während des Aushärtens thermisch stabil.
Haftvermittler für Fahrzeugkunststoffe
Verwenden Sie vor dem Auftragen von Decklacken oder Füllern einen Haftvermittler, der für PA- oder PP-Oberflächen formuliert ist.
Epoxidharz-Beschichtung mit niedrigem Exotherm
Wenn Sie eine Harzbeschichtung wünschen, wählen Sie ein Epoxidsystem mit niedrigem Exotherm das für das Glätten von Verbundoberflächen ausgelegt ist. Testen Sie zuerst an einem kleinen Teil, um Maßstabilität sicherzustellen.
Mechanische Nachbearbeitung + Lackierung
Für das sauberste Ergebnis: schleifen, Füllergrundierung auftragen, erneut schleifen und mit einem für Kunststoffkarosserieteile entwickelten Lacksystem finishen.
Zusammenfassung
Vermeiden Sie acetongestützten Spachtel direkt auf Nylonteilen
Polyesterharz kann Verzug verursachen – mit Vorsicht verwenden oder bei großen/dünnen Teilen vermeiden
Verwenden Sie kunststoffverträgliche Füller, Beschichtungen mit niedrigem Exotherm oder Primer-Füller + Lack als sicherere Vorgehensweise
Haben Sie Materialien mit Biokompatibilität?
Derzeit haben wir kein Material, das die strengen Tests zur Biokompatibilität bestanden hat, aber wir arbeiten daran.
Warum tragen die PLA-Produkte eine Proposition-65-Warnung für Benzol?
Das war eine Entscheidung des Produktteams. Die Hypothese war, dass Benzol eine häufig verwendete Zutat ist, CA-65 verlangt vom Hersteller, mindestens ein Material aufzulisten, aber wir konnten nicht alle unsere Produkte testen, daher entschied das Produktteam, Benzol auf dem Aufkleber aufzuführen. Das bedeutet nicht, dass unsere Produkte Benzol enthalten.
Möglicherweise werden wir in Zukunft weitere Tests durchführen, um zu prüfen, ob wir dieses Etikett entfernen können.
Wie hoch ist der Feuchtegehalt der Fiberon™-Materialien zum Zeitpunkt der Verpackung?
Alle Fiberon™-Filamente werden getrocknet und vakuumversiegelt, um einen Feuchtegehalt von weniger als 0,3 % sicherzustellen. Basierend auf unseren chargenbezogenen Tests liegen typische Ergebnisse unter 0,15 %.
Trocknen Sie Fiberon™-Filament nach Wasserkühlung während der Extrusion?
Ja. Alle Fiberon™-Filamente durchlaufen einen dedizierten Trocknungsprozess nach der Extrusion, bevor sie aufgewickelt und verpackt werden.
Warum reduziert das Drucken von ESD-Materialien bei höheren Temperaturen den Widerstand drastisch?
Höhere Drucktemperaturen verbessern die Mobilität und Dispersion von CNTs (Kohlenstoffnanoröhren) im Polymer-Schmelzfluss, wodurch ein besseres Netzwerk entsteht. Diese verbesserte Konnektivität verringert die Oberflächenwiderstandswerte, manchmal um mehrere Größenordnungen.
Haben Sie EN71-3-Tests für die EU für Spielzeug für irgendwelche Produkte?
Derzeit haben wir diese nicht. Aber das ist etwas, das wir derzeit prüfen.
Welches Polymaker-Filament bietet Beständigkeit gegen gängige Lackverdünner/Lösungsmittel?
PPS wäre hierfür die beste Option, daher empfehlen wir entweder Fiberon™ PPS-CF10 oder Fiberon™ PPS-GF20.
Wie funktioniert der PolyDryer und wie kommt es, dass derselbe Lüfter und Heizer drei verschiedene Leistungsstufen erzeugen?
Die Einstellung der Leistungsstufen und Temperatur erfolgt hauptsächlich durch Stromregelung. Die Lüfterdrehzahl (RPM) und der Luftvolumenstrom sind fest und ändern sich nicht zur Einstellung. Ebenso bleibt die Heizleistung konstant; der Gesamtleistungsverbrauch variiert jedoch je nach Zieltemperatur und Änderungen der Lufttemperatur, was hauptsächlich durch Stromregelung verursacht wird.
Im Folgenden finden Sie die relevanten Spezifikationen des Lüfters.

Welches Material würden Sie vorschlagen, das so klein ist und kriechfest?
Die beste Option hierfür wäre wahrscheinlich PolyMax™ PC.
Haben Sie Informationen über den Dissipationsfaktor des Materials PPS-GF20?
Wir haben den Dissipationsfaktor bisher nicht getestet.
Wir haben geprüft und stellen fest, dass wir kleine Mengen anderer Komponenten in unseren Formulierungen zur Verbesserung der Verarbeitbarkeit haben, und diese können einen erhöhten Dissipationsfaktor verursachen, aber wir haben keine spezifischen Werte. Es wird empfohlen, entsprechende Tests unter den Parametern der spezifischen Anwendung durchzuführen.
Außerdem verstehen wir, dass die hohe Kristallinität von PPS hilft, den Dissipationsfaktor und die dielektrische Konstante zu reduzieren, und es wird empfohlen, das Material vor dem Testen bei 130 Grad oder 230 Grad zu anlaufen.
Es gibt auch Werte für die dielektrische Konstante im TDS, die hilfreich sein können.
Ich plane, PolyCast-Filament nicht für Wachsausschmelzverfahren, sondern für Lost-Foam-Guss zu verwenden – ist das möglich?
Nein, das funktioniert nicht; das geschmolzene Metall reicht nicht aus, um das PolyCast-Modell zu entfernen.
Der Schaum lässt sich beim Kontakt mit geschmolzenem Metall leicht verbrennen und verdampfen, wir halten PolyCast für zu dicht.
Kann HT-PLA als Stützmaterial für höher temperaturbeständige Materialien verwendet werden?
Ja! HT-PLA wurde von der Community getestet und funktioniert hervorragend als Stützmaterial für PET-CF. Es kann auch für andere hochtemperaturbeständige Materialien funktionieren, aber bisher wurde nur PET-CF getestet.
Haben Sie die relative Permittivität für ABS und ASA?
Es tut uns leid, aber das ist derzeit nicht verfügbar.
Können Sie leere Spulen verkaufen?
Es tut mir leid, aber wir bieten derzeit keinen Verkauf leerer Spulen an. Es kann sich lohnen, in unserer sehr aktiven Discord Community nachzusehen, ob Mitglieder leere Spulen verschenken können.
Auf meiner PolyDryer-Box scheint eine Linie oberhalb der Kolbendichtung zu sein. Ist das normal?
Ja, das ist normal. Das ist die Spritzgussnaht.
Sie lässt sich nicht vollständig entfernen, besonders nicht bei transparentem Material
Benötigen PPS-CF oder andere Materialien Belüftung beim Annelieren?
Während beim Drucken für alle Materialien eine gute Belüftung erforderlich ist, sollte das Annelieren dies nicht erfordern, da die Temperatur nicht hoch genug ist, um eine Belüftungspflicht zu rechtfertigen.
Sind Ihre 5-kg-Kunststoffspulen recycelbar?
Unsere 5-kg-Spulen bestehen aus PP (Polypropylen) und enthalten sogar einen Anteil recycelten PP. Sie sind recycelbar, sofern Sie dies zuvor mit Ihrer örtlichen Recyclinganlage abklären.
Erzeugt das Drucken von ASA flüchtige organische Verbindungen (VOCs)?
Ja, normalerweise ist der Geruch beim Drucken von ASA stärker als bei PLA/PETG, da bei ASA mehr kleine Moleküle aus dem Polymerisationsprozess verbleiben, was als inhärente Eigenschaft von ASA betrachtet werden kann. Wir empfehlen auch, dieses Video von Thomas Sanladerer anzusehen: https://www.youtube.com/watch?v=nofn_MHrxrsWie Sie in diesem Video sehen können, wird jedoch empfohlen, unabhängig vom verwendeten Kunststoff für einen geeigneten Luftaustausch und eine Filtration zu sorgen.
Haben Sie ein Zertifikat, dass TPU90 den grundlegenden Sicherheits- und Leistungsanforderungen der Verordnung (EU) 2017/745 des Europäischen Parlaments und des Rates vom 5. April 2017 über Medizinprodukte entspricht?
Die Tests an PolyFlex TPU90 wurden nach ISO 10993 - 5 (Tests auf in vitro Zytotoxizität), 10 (Tests auf Reizung und Hautsensibilisierung), 11 (Tests auf systemische Toxizität), 23 (Tests auf Reizung) durchgeführt. Alle Testberichte sind beigefügt. Hier einige Erkenntnisse
ISO 10993 ist die Norm für medizinische Geräte (nicht für Materialien). (EU) 2017/745 ist ebenfalls die Norm für Medizinprodukte (nicht für Materialien). In diesem Fall sollten die Tests letztlich an gedruckten Einlegesohlen erfolgen, was bedeutet, dass Materialien, Drucker, Druckverfahren, Druckumgebung usw. alle mit dem Endergebnis zusammenhängen. Die Tests sollten von unserem Kunden durchgeführt werden, falls deren Produkte als Medizinprodukte gelten, die den genannten Normen folgen müssen. (EU) 2017/745
Der Zweck von Materialherstellern (wie uns), Tests am Material durchzuführen, ist lediglich, das Vertrauen zu stärken, dass die Endprodukte (z. B. Einlegesohlen) den Test bestehen können.
Nach allgemeinem Verständnis ist es günstig für Hautkontakt-Anwendungen, wenn ein Material ISO 10993-5/10/11/23 besteht.
Wie hoch sind die Schrumpfraten unserer Nylons? Wie viel schrumpfen CoPA oder PA6-CF oder PA12-CF oder PA612-CF oder irgendein Nylon?
Das hängt davon ab, ob Sie vom Teil direkt nach Druck und Annelieren sprechen oder danach, wenn es feuchtigkeitskonditioniert wurde. Direkt nach dem Annelieren schrumpft der Nylon-Druck leicht, aber wenn er zur Feuchtigkeitskonditionierung freigelegt wird, wächst das Teil tatsächlich etwas, da es Feuchtigkeit aufnimmt.
Weitere Daten sind zu finden HIER
Wie verbinde ich zwei PolyCast- oder PolySmooth-PVB-Drucke miteinander?
Um zwei PolyCast-Teile zu verbinden: Alkohol (es ist ein gutes Lösungsmittel für PVB, das es in Flüssigkeit löst, dann durch zwei Hälften verbindet und anschließend das Lösungsmittel verdampft und zu einer festen Verbindung führt)
Welcher Überzug oder Putz ist am besten mit PolyCast für den Feinguss zu kombinieren?
Für Feinguss mit PolyCast-Filament hängt die Wahl der keramischen Beschichtung vom zu gießenden Metall und der gewünschten Oberflächenqualität ab. Übliche Optionen sind:
Siliziumdioxidbasierte Beschichtungen: Weit verbreitet und allgemein mit verschiedenen Metallen kompatibel.
Zirkoniumbasierte Beschichtungen: Oft bevorzugt für Hochtemperaturanwendungen, da sie eine bessere thermische Schockbeständigkeit bieten.
Wie hygroskopisch ist Ihr Fiberon PPS-CF? Wie stark wird es durch Feuchtigkeit beeinflusst? Benötigt PPS-CF einen Filamenttrockner?
PPS-CF hat eine sehr langsame Feuchtigkeitsaufnahme und ist nicht empfindlich gegenüber Feuchtigkeit. Allerdings kann anhaftende Feuchtigkeit am Filament das Erscheinungsbild der gedruckten Teile verschlechtern. Daher empfehlen wir die Verwendung einer PolyBox oder PolyDryer zur Aufbewahrung des Filaments. Wenn das Filament länger als 3 Tage der Umgebung ausgesetzt war, empfehlen wir, es vor der Verwendung erneut zu trocknen.
Kann ich Fiberon PPS-CF bei 300 °C drucken? Kann PPS-CF bei einer niedrigeren Temperatur gedruckt werden?
Wir haben die minimale empfohlene Drucktemperatur für PPS-CF auf 310 °C festgelegt, weil zwar eine Extrusion bei 300 °C möglich ist, dies aber zu deutlich reduzierter Schichthaftung führen kann. Dies würde die Gesamtleistung und die Nutzererfahrung negativ beeinflussen.
Werden wir Fiberon-Spulen in 1-kg-Größe erhalten? PET-CF, PPS-CF, PA-CF. 1-kg-Spulen für Fiberon?
Wir werden in naher Zukunft keine Fiberon-1-kg-Spulen herstellen, da Carbonfaser-Blends auf der Spule brüchiger sind und sich schwer dicht aufwickeln lassen. Das bedeutet, der Kern auf der Spule ist größer und 1 kg Filament passt nicht auf eine 1-kg-Spule.
Wir bieten jedoch 3-kg-Optionen für alle Fiberon-Produkte an.
Wie ist die chemische Verträglichkeit von PPS-CF10 beim Kontakt mit Rohöl und aromatischen Lösungsmitteln bei ~120 °C über längere Zeiträume (mehrere Monate)?
Wir haben die Verarbeitbarkeit von PPS-CF10 optimiert, um die Handhabung zu erleichtern, aber das Basismaterial bleibt PPS. PPS besitzt von Haus aus eine gute Beständigkeit gegenüber Öl und aromatischen Kohlenwasserstoffen, und wir glauben, dass diese chemische Beständigkeit in dieser Mischung erhalten bleibt.
Aufgrund der speziellen Natur Ihrer Anwendung empfehlen wir jedoch, Tests durchzuführen, um die Leistung des Materials vor der vollständigen Implementierung zu validieren. Dies stellt sicher, dass potenzielle Unterschiede durch Materialwechsel Ihre Ergebnisse nicht negativ beeinflussen.
Gibt es eine Möglichkeit, Carbonfaser-Nylon abzudichten? Dies umfasst PA6-CF, PA12-CF, PA612-CF. Gibt es eine Möglichkeit, Carbonfaser-Nylon wasserdicht zu machen?
Wir haben hierzu keine umfangreiche Erfahrung, aber wir haben einige Artikel gefunden, die beschreiben, wie man Teile durch geeignete Druckprozesse wasserdicht macht.https://all3dp.com/2/watertight-3d-print-tutorial/https://blog.prusa3d.com/watertight-3d-printing-pt1-vases-cups-and-other-open-models_48949/
Gibt es eine UL94-Zertifizierung für PPS-CF? Ist PPS-CF UL94-zertifiziert?
Für PPS-CF gibt es keine UL94-Zertifizierung
Wie wirkt sich die Drucktemperatur auf die Oberflächenwiderstandsfähigkeit von PETG-ESD aus? Beeinflusst die Drucktemperatur die Oberflächenresistivität?
Die Oberflächenresistivität steht in Zusammenhang mit der Düsentemperatur, da die Oberflächenresistivität mit
der Leitfähigkeit des Materials zusammenhängt
der Haftung von Schale zu Schale und Schicht zu Schicht – weniger Raum zwischen Schale zu Schale und Schicht zu Schicht hilft, die Oberflächenresistivität zu senken
Daher hilft die Verwendung einer höheren Düsentemperatur, die Oberflächenresistivität zu senken.
Weitere Informationen HIER
Warum ist der Glasübergangstemperatur (Tg) niedriger als die Erweichungstemperatur unter Belastung (HDT) bei Nylonmaterialien (oder bei anderen Materialien, bei denen dies zutrifft)?
Die Glasübergangstemperatur (Tg) bezieht sich auf die Temperatur, bei der die amorphen Bereiche des Polymers aufweichen. Die HDT ist jedoch ein Maß für die Fähigkeit des Materials, bei erhöhten Temperaturen Lasten zu tragen, und wird stärker von den kristallinen Bereichen und Faserverstärkung beeinflusst. Da die Kristallinität während des Annelierens zunimmt, kann die HDT über Tg liegen, da das Material unter Last strukturell stabil bei höheren Temperaturen bleibt.
Annelieren fördert eine erhöhte Kristallinität im Polymer. Für PA-CF bedeutet dies, dass sich die kristallinen Bereiche im Material organisierter und dichter anordnen. Diese kristallinen Bereiche haben eine höhere thermische Stabilität als die amorphen Bereiche, wodurch das Material seine Form und Steifigkeit auch bei höheren Temperaturen, sogar oberhalb seiner Tg, beibehält.
Sind die CF-Fasern in verschiedenen gefüllten Filamenten über die Blends hinweg (PA6, PA12, PA612 usw.) identisch und unterscheiden sich nur in der Faseranteilmenge? Oder unterscheiden sich auch die Faserlängen?
Für PA6-CF, PA12-CF und PA612-CF verwenden wir dieselbe Kohlenstofffaser in der Produktion. Bei PET-CF sind die Kohlenstofffasern kürzer aufgrund eines anderen Verfahrens. Bei PETG-rCF ist die Faser anders und stammt aus recyceltem Material.
Ist PET-CF chemisch beständig?
Die chemische Beständigkeit wird hauptsächlich vom Basismaterial bestimmt, und PET hat im Allgemeinen eine gute chemische Beständigkeit. Prüfen Sie die nachstehenden Tabellen:

Wie leuchten unsere Glow-in-the-Dark-Filamente? Verwenden unsere Glow-in-the-Dark-Filamente Zink- oder Strontiumaluminat?
Bei unserem Panchroma Glow ist Strontium enthalten, aber kein Zink. Zur weiteren Information: Der Gesamtanteil des Nachtleuchtpulvers im Filament beträgt 2–2,5 Gew.-%, aber wir kennen nicht den genauen Strontriumanteil.
Wie werden Hex-Codes bestimmt?
Der Hex-Code ist derzeit eine Schätzung der wahrgenommenen Farbe: Wir fotografieren denselben Druck unter denselben Lichtbedingungen und verarbeiten jedes Pixel mit einem Algorithmus, der den HEX-Code ausgibt.
Wie werden TD (Transmission Distances) bestimmt?
Die TD wird mit dem TD-1 an der Referenzcharge gemessen.
Enthält eines unserer Filamente Bisphenol A? Haben Filamente BPA? Verwendet ein bestimmtes Material BPA?
Bisphenol A wird üblicherweise zur Polymerisation in PC-Materialien verwendet.Produkte aus Polycarbonat können das Vorläufermonomer Bisphenol A (BPA) enthalten. Andere Produkte sollten jedoch keines enthalten.
Erfüllt eines unserer Filamente die Bedingungen von PLA EN 13432?
Da wir in dieser Anwendung (Verpackung) nicht tiefgehend tätig waren, wurde keines unserer Produkte bisher nach dieser Norm getestet.
Was ist der Unterschied zwischen Panchroma Satin und Panchroma Matte?
Eigentlich ist es nur die Oberfläche – Panchroma Satin ist weniger matt als Panchroma Matte. Bei der Markenbildung war Panchroma Satin unser PolyTerra PLA + umbenannt als Panchroma Satin. Satin ist also etwas stärker als Matte – wir fanden jedoch nicht, dass es stark genug für das "+"-Label war – daher bezeichnen wir es jetzt einfach nach der Oberflächenbeschaffenheit.
Was sind die Spezifikationen des für den PolyDryer verwendeten Lüfters, einschließlich Drehzahl und Luftdruck?
Die Lüfterdrehzahl (RPM) und der Luftvolumenstrom sind fest und ändern sich nicht zur Einstellung. Ebenso bleibt die Heizleistung konstant; der Gesamtleistungsverbrauch variiert jedoch je nach Zieltemperatur und Änderungen der Lufttemperatur, was hauptsächlich durch Stromregelung verursacht wird.

Ist Panchroma Translucent Natural PLA dasselbe Produkt wie PolyLite PLA Natural?
Ja – es ist dasselbe Produkt – nur unter neuer Markenbezeichnung.
Hat das Netzteil des PolyDryer eine Sicherheitszulassung von Intertek oder UL?
Ja! Finden Sie diese hier: UL-Testbericht GCC-Zertifikat
Kann ich den Signalton am PolyDryer ausschalten?
Das ist normalerweise nicht änderbar – wobei neu produzierte Einheiten nach Mai 2025 dies können: Im „SETTING“-Modus drücken und halten Sie sowohl die „Pause“- als auch die „Verringern“-Taste für 5 Sekunden, um in den Summer-Lautstärkeregelungsmodus zu gelangen. Das Display zeigt „bu-01“. Verwenden Sie die „Erhöhen +“ oder „Verringern −“-Tasten, um die Lautstärke anzupassen. Es gibt 3 Lautstärkepegel. Nach Einstellen der gewünschten Lautstärke drücken Sie die „Pause“-Taste, um die Einstellung zu speichern und in den „SETTING“-Modus zurückzukehren.

Kann TPU so kalt wie −25 ℃ aushalten?
TPU wird für diese niedrigen Temperaturen nicht empfohlen, da dies unterhalb der Glasübergangstemperatur liegt – TPU wird dadurch härter und spröder.
Gibt es eine Möglichkeit, den PolyDryer mit der PolyBox zu verwenden?
Es gibt eine herunterladbare Datei, die Sie hier verwenden können: https://makerworld.com/en/models/1418219-polybox-ii-polydryer-remix?from=search#profileId-1473071
Haben Sie Daten zur Druckfestigkeit (Druckfestigkeitswerte) von ASA oder ABS?
Diese Daten haben wir derzeit nicht.
Gibt es eine Möglichkeit, den TV-Transition-PLA wieder aufzuladen?
Der Effekt hält nur ein paar Durchläufe, es sei denn, man setzt den Druck längere Zeit UV-Strahlung aus.
Die Eigenschaften von Nylon ändern sich stark, je nachdem, ob sie nass oder trocken gedruckt werden. Beeinflusst dies nicht die Heat Deflection Temperatures (HDT) des Materials laut Ihren Datenblättern? Ist das richtig?
HDT ist in erster Linie eine Funktion der kristallinen Struktur des Polymers und der Glasübergangstemperatur, die durch absorbierte Feuchtigkeit nicht wesentlich beeinflusst werden.
Während Feuchtigkeit die Zugfestigkeit und das Modul reduziert, bleibt der Erweichungspunkt unter einer gegebenen Last (den die HDT misst) relativ stabil, weil er von der thermischen Transition des Basispolymers und der Faserverstärkung abhängt, nicht von kleinen Veränderungen in den amorphen Bereichen.
Das heißt jedoch nicht, dass die langfristige thermische Alterung in feuchter Umgebung nicht die Eigenschaften beschleunigt degradieren kann, auch wenn die HDT bei Kurzzeittests ähnlich bleibt.
Kurz gesagt:
Obwohl die HDT von PA6-CF größtenteils unbeeinflusst durch den nassen vs. trockenen Zustand bleibt, bedeutet das nicht, dass die Leistung unter Hitze und Belastung in realen Bedingungen identisch ist, da Kriechbeständigkeit und Maßhaltigkeit durch Feuchtigkeit dennoch abnehmen können.
Wenn Ihre Anwendung einer kontinuierlichen Belastung bei hohen Temperaturen und hoher Luftfeuchte ausgesetzt ist, empfehlen wir:
✔ Drucken mit trockenem Filament
✔ Annelieren nach dem Drucken zur Verbesserung der Kristallinität und Maßstabilität
✔ In Betracht ziehen von PET-CF oder PPS-CF für überlegene hydrolytische Stabilität, wenn Feuchtigkeitsbeständigkeit kritisch ist
Zuletzt aktualisiert
War das hilfreich?