Nachlaufen
In diesem Abschnitt werden wir zwei Arten von Austritt unterscheiden, je nach Grundursache.
Die erste Ursache ist Austritt, der dadurch entsteht, dass der extrudierte Faden mit dem Material im Düseninneren verbunden ist. Der extrudierte Faden wird dann das Material im Düseninneren beim Bewegen der Düse an einen anderen Ort herausziehen. Wir werden dieses Phänomen als Stringing bezeichnen (wegen dieses erzeugten Fadens).
Polymere mit hoher molekularer Wechselwirkung oder Polymere, die Feuchtigkeit aufgenommen haben, neigen zu diesem Problem.
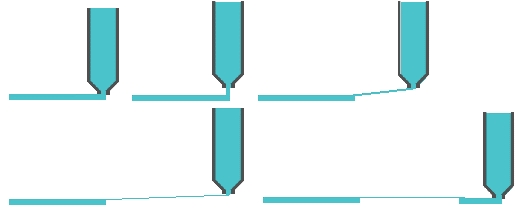
Eine einfache Möglichkeit, dieses Stringing-Problem zu lösen, besteht darin, den extrudierten Faden vom Material in der Düse abzuschneiden, indem vor dem Bewegen der Düse an einen anderen Ort eine Wischbewegung mit der Düse ausgeführt wird.
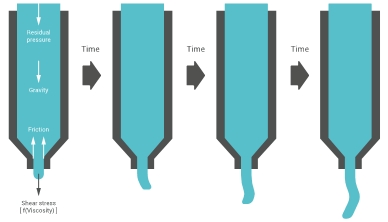
Die zweite Ursache ist das eigentliche Materialaustreten, das durch den Restdruck und die Schwerkraft verursacht wird und das Material im Laufe der Zeit aus der Düse drückt.
Wie bereits erwähnt, bestimmen die oben genannten 3 Faktoren die Menge des aus der Düse austretenden Materials:
Restdruck, Schwerkraft und Zeit.
Um das Austreten zu verringern, müssen wir jeden dieser Faktoren verringern oder ihnen entgegenwirken:
Restdruck:
Restdruck ist das Ergebnis des Aufbaus von Druck innerhalb der Düse durch den Drucker, um mit einer bestimmten volumetrischen Geschwindigkeit zu extrudieren. Dieser Druck kann in sehr kurzer Zeit niemals vollständig aus der Düse entweichen, und daher wird das Material weiterhin leicht extrudieren. Um den Restdruck zu verringern, können wir die Rückzugsparameter (Distanz, Geschwindigkeit) erhöhen, Coasting erhöhen (den Restdruck nutzen, um die Schicht zu beenden), die Extrusionsrate verringern (weniger Druck zum Extrudieren erforderlich) oder die Drucktemperatur erhöhen (weniger Druck zum Extrudieren erforderlich).
Schwerkraft
Die Schwerkraft zieht den Faden stets aus der Düse, und wenn die Gravitationskraft stärker ist als der Strömungswiderstand des Kunststoffs gegen die Innenfläche der Düse und die Scherung im Kunststoff, wird er herausfließen. Beachten Sie, dass der Strömungswiderstand zwischen der Innenfläche der Düse und dem Kunststoff durch Erhöhen des L/D-Verhältnisses der Düse (L: Länge der Düsenkanüle, D: Durchmesser der Düsenöffnung) erhöht werden kann. Die Scherung im Kunststoff kann durch Absenken der Düsentemperatur erhöht werden (daher die Standby-Temperatur bei mehreren Dual-Extrusion-3D-Druckern).
Zeit
Die Menge des aus der Düse austretenden Materials hängt auch von der Zeit ab, in der die Düse inaktiv ist. Je länger die Dauer, desto größer die Materialmenge. Diese Zeit kann durch hohe Reisegeschwindigkeit, Beschleunigung und angemessen hohe Jerk-Einstellungen deutlich reduziert werden. Das Material hat keine Zeit auszutreten, bevor die Düse den anderen Teil des Modells erreicht. Eine hohe Reisegeschwindigkeit und Beschleunigung sollten das Ghosting nicht so beeinflussen wie eine Erhöhung der Druckgeschwindigkeit und Beschleunigung. Für den Dual-Extrusionsdruck lässt sich dieser Faktor jedoch kaum ändern.
Zuletzt aktualisiert
War das hilfreich?